Procedimiento de fresado cepillado en la fresadora.
La presente invención trata de un procedimiento de mecanizado en la fresadora,
con el presente procedimiento se realizan trabajos de cepillado de forma continua, sobre superficies complejas o no, con una herramienta de corte único y en corte continuo. El CAM y/o el CNC calcula la trayectoria que debe seguir el filo de la herramienta así como la posición angular del husillo de la máquina para que el filo trace la trayectoria a mecanizar y mantenga los ángulos de corte en todo momento.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201331398.
Solicitante: FERNÁNDEZ GARCÍA, José Antonio.
Nacionalidad solicitante: España.
Inventor/es: FERNÁNDEZ GARCÍA,JOSÉ ANTONIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23C3/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › Fresado de piezas especiales; Operaciones de fresado especiales; Máquinas correspondientes (fresado de dientes de engranaje B23F; fresado de fileteados B23G 1/32).
Fragmento de la descripción:
PROCEDIMIENTO DE FRESADO CEPILLADO EN LA FRESADORA.
Objeto de la invención.
La presente invención se refiere a un procedimiento de mecanizado de metales y otros materiales en la fresadora, centros de mecanizado y otras máquinas herramientas.
Antecedentes de la invención
En la actualidad hay infinidad de tipos de máquinas herramientas para el mecanizado de metales y otros materiales. La mayoría de ellas son la evolución y la combinación de dos tipos de máquinas convencionales, torno y fresadora, a máquinas con tecnología Control Numérico (CNC); el torno con movimiento rotativo de la pieza a fabricar y corte continuo, y la fresadora con movimiento rotativo de la herramienta sobre la pieza con corte discontinuo. Otra máquina en desuso es la cepilladora, con movimiento lineal alternativo; En esta máquina en el retroceso la herramienta no arranca material, por lo que el retroceso es un movimiento improductivo.
En las máquinas de CNC se programan las trayectorias que debe realizar la herramienta para conseguir la geometría deseada en la pieza. El ordenador de la máquina, junto con la electrónica necesaria, gestiona los movimientos de los carros (ejes controlados) mediante los motores eléctricos.
Las trayectorias de la herramienta pueden no ser programadas en el CNC de la máquina, sino calculadas por programas de CAM a partir del diseño CAD de la pieza y transferidas a la máquina de CNC. Será nuevamente la electrónica de la máquina (placas electrónicas, autómatas, variadores de velocidad, regletas, encoders...) la que controlen las velocidades y aceleraciones de los motores para conseguir la trayectoria calculada por el CAM y obtener la geometría deseada en la pieza.
En los CNC se dispone de las funciones ISO G41, G42 y G43, compensación de radio de herramienta a izquierda, compensación de radio de herramienta a derechas y compensación de longitud de la herramienta. Esta funciones "G" el CNC y el CAM las tienen en consideración para el cálculo de la trayectoria del eje de la herramienta.
Actualmente el mecanizado de piezas prismáticas y superficies complejas se basa en el mecanizado por fresado; giro de la herramienta de corte y desplazamiento relativo pieza-herramienta; desplazamiento en uno, dos, tres o más ejes 5 (desplazamientos en las coordenadas cartesianas y giros de pieza/cabezal de la máquina). La herramienta tiene una o múltiples aristas de cortes y el mecanizado es discontinuo. La velocidad de rotación de la herramienta está en función de su diámetro y de la velocidad de corte, y ésta, principalmente, en función del material de la herramienta y del material de la pieza. La velocidad de desplazamiento de la 10 herramienta (avance, mm/min) es el producto del avance por arista de corte (mm/z) número de dientes (Z) y velocidad de rotación de la herramienta (rpm).
El corte discontinuo de la fresadora, y las máquinas con herramientas rotativas en general, tiene menor rendimiento que el corte continuo del torno. En el corte 15 discontinuo cada diente de la herramienta corta porciones de viruta; en la formación de la viruta discontinua el corte se inicia o bien se finaliza con espesor cero, con la consiguiente problemática de esfuerzos sobre la máquina y la herramienta, deformaciones de la pieza y herramienta y desgastes de la herramienta. La trayectoria de las aristas de corte en la herramienta de fresado es 20 aproximadamente circular (curva cíclica) y tangente a la superficie de la pieza a mecanizar. Para avances grandes o medianos la calidad superficial es baja.
En los tratados de máquinas herramientas, así como en los prontuarios de máquinas se describen los conceptos de avance, velocidad de corte. La velocidad relativa pieza-herramienta se le denomina avance. En los prontuarios encontramos 25 la ecuación que determina el avance de la herramienta en función de las variables que le afecta, así:
Avance =Az*Z*N (mm/min)
Donde:
N = 1000 * Ve / tt * D (revoluciones de La heramienta)
Az- Avance /diente (mm/Z)
Z- número de dientes de la herramienta (Z)
Vc= Velocidad de corte (m/min)
D=diámetro exterior de la herramienta (mm)
Así, a modo de ejemplo, para unos valores tipo de :
Az = 0,1; Z = 4; D= 14
Aplicando las fórmulas anteriores:
Avance a 9,1 * Ve (mm/min)
Descripción de la invención
El objeto de la presente invención es un nuevo procedimiento de mecanizado en máquinas herramientas.
El procedimiento objeto de la invención consiste en el mecanizado de superficies por cepillado en continuo. La arista de corte la herramienta describe las trayectorias rectas o curvas, según la geometría de la pieza, y se mantiene siempre perpendicular a la trayectoria que realiza, e incluso puede que perpendicular a la superficie a mecanizar si la máquina dispone de ejes controlados para la orientación de la herramienta.
Para una fácil interpretación se toma como referencia y aplicación el mecanizado en la fresadora, si bien el procedimiento de mecanizado objeto de esta invención puede ser aplicable a otras máquinas que trabajan con herramientas de corte rotativas, como por ejemplo tornos con herramientas motorizadas.
En la presente invención, el movimiento relativo herramienta/pieza se realiza de tal forma que la arista de corte de la herramienta describe las trayectorias necesarias para el mecanizado de la pieza; la arista de corte de la herramienta, durante el mecanizado, está siempre en contacto con la pieza. El CNC de la máquina, junto con la electrónica y los motores, gestionan el movimiento de los carros (ejes) de la máquina para que la arista de la herramienta describa las trayectorias de corte, y en su movimiento arranque el material sobrante conformando así la pieza. La arista de la herramienta se mantiene en contacto con la pieza, por lo que el corte de viruta es continuo.
Para geometrías de mecanizado sencillas se puede realizar la programación en el CNC de la máquina. Las funciones G41, G42, y G43 del CNC son de aplicación para el cálculo de las trayectorias del centro de la herramienta. Para geometrías de mecanizado complejas con un CAM se calculan lar trayectorias de la herramienta y
se transmite a la máquina las coordenadas de los puntos por los que se debe desplazar la herramienta. En el procedimiento de mecanizado objeto de la presente invención, el CAM realiza el cálculo de las trayectorias al igual que lo hace para el fresado en CNC convencional, pero además el CAM calculará el giro a dar a la 5 herramienta para que se mantenga en todo momento perpendicular a la trayectoria a realizar. En máquinas de cinco o más ejes se contempla que el CAM realice el cálculo de los giros a dar en uno o más ejes que orientan la herramienta para que el filo de la herramienta se mantenga normal a la superficie a mecanizar.
Al realizar el mecanizado por cepillado con una herramienta colocada en el husillo
principal de la fresadora, se podrá poner a girar el husillo, y la herramienta de cepillado pasará a trabajar como una herramienta rotativa. El paso de cepillado a fresado se puede realizar en cualquier momento desde el mismo programa de CNC, por lo que en el mecanizado de una pieza se puede pasar del fresado al cepillado y viceversa las veces que interese.
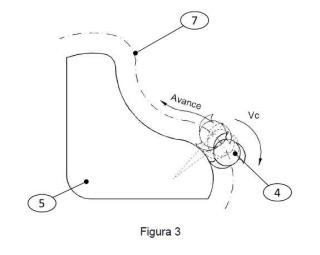
Se prevé que el fresado cepillado en la fresadora (y otras máquinas con herramientas rotativas) disponga de distintas estrategias de mecanizado. La estrategia de mecanizado más simple sería la necesaria para la realización de un chaflán o radio de una arista recta; en este caso la herramienta describirá un
movimiento según una trayectoria recta en la posición según la forma a mecanizar con la velocidad de desplazamiento (avance) según el material a mecanizar y material de la herramienta. Así mismo la arista a redondear o achaflanar podrá ser una línea cualquiera (Figura 6).
Otra estrategia es el mecanizado de una superficie plana por zig-zag (Figura 7). La herramienta describe una trayectoria recta hasta el final del recorrido, en esa posición el CNC ordena el giro de 180° de la herramienta y se inicia la trayectoria recta de retorno desfasada el equivalente al avance por diente (Az) del fresado convencional.
En los mecanizados en zig-zag la herramienta debe tener dos aristas de corte, si las aristas de corte están muy cercanas al centro de la herramienta (diámetro de corte pequeño y mecanizado en punta de la herramienta) se podrá trabajar sin compensación de radio de la herramienta. Cuando la herramienta tiene un diámetro significativo el CNC o el CAM trabajará con compensación de radio de la
herramienta, y la compensación de radio a izquierdas G41 o a derechas G42 cambiará en cada sentido de la trayectoria.
...
Reivindicaciones:
1. Procedimiento de fresado cepillado de metales y otros materiales en la fresadora, caracterizado porque un software calcula las trayectorias que debe realizar la herramienta para el mecanizado en CNC y el giro de orientación de la herramienta en el cabezal, la máquina gestiona los movimientos de los ejes, con las velocidades y aceleraciones necesarias, para que la arista de corte de la herramienta está en contacto continuo con la pieza en la trayectoria calculada a mecanizar, siendo el vector arista de corte-centro de la herramienta perpendicular en todo momento con dicha trayectoria.
2. Procedimiento fresado cepillado de metales y otros materiales, según reivindicación (1) caracterizado porque el mecanizado se realiza en una máquina-herramienta cualquiera con capacidad de orientar la herramienta con respecto a la trayectoria a mecanizar.
3. Procedimiento fresado cepillado de metales y otros materiales, según reivindicación (1) y (2), caracterizado porque el cálculo de las trayectorias y giros de ejes se realiza mediante un software de CAM externo a la máquina; los cálculos de trayectorias de la herramienta, el giro de la herramienta para su orientación con la trayectoria y los giros de los ejes para lograr la perpendicularidad de la herramienta con la superficie a mecanizar son enviados a la máquina CNC para que ordene y controle los desplazamientos de los carros y los giros de los ejes correspondientes.
4. Procedimiento fresado cepillado de metales y otros materiales, en la según reivindicación (1), (2) y (3), caracterizado porque el CAM o el CNC pueda pasar la máquina de la función de mecanizado por cepillado a función de mecanizado por fresado y viceversa en cualquier momento, incluso durante la ejecución física de una de las trayectorias de mecanizado.
Patentes similares o relacionadas:
Método de procesamiento para una superficie de pieza de trabajo usando una herramienta de corte rotatoria, del 15 de Abril de 2020, de KANEFUSA KABUSHIKI KAISHA: Método de procesamiento para una superficie de una pieza de trabajo usando una herramienta de corte rotatoria, que comprende un método de […]
Método para fabricar un componente macizo, así como un componente macizo, del 25 de Marzo de 2020, de Schaeffler Technologies AG & Co. KG: Método para fabricar un componente macizo, en particular, una jaula maciza para un rodamiento, en el que el componente macizo define un eje de rotación de componente (K1) […]
Dispositivo para fresar una vía férrea, del 11 de Marzo de 2020, de LORAM MAINTENANCE OF WAY, INC: Placa de fresado para vía férrea destinada a montarse en un vagón de ferrocarril con el objeto de mantener una vía férrea, comprendiendo la placa […]
Método para mecanización con arranque de material de las superficies planas de una pieza a labrar, del 3 de Julio de 2019, de OPEN MIND Technologies AG: Método para mecanizar con arranque de material de las superficies de una pieza a labrar por medio de un útil , en especial una fresa, que se mueve respecto […]
Máquina de tallado de engranajes horizontal con cabezales de tallado dobles, del 22 de Mayo de 2019, de Bourn & Koch, Inc: Una máquina de tallado de engranajes , que comprende: una base ; una columna montada en y que puede moverse en relación […]
Herramienta de fresado para el asentamiento de un tornillo en una estructura dental, del 26 de Febrero de 2019, de PARAGON TOOLS SL: 1. Herramienta de fresado para el asentamiento de un tornillo en un estructura dental, previsto el tornillo para unirse a un implante dental, en el que la herramienta comprende […]
HERRAMIENTA DE FRESADO DE UNA SUPERESTRUCTURA DENTAL, del 19 de Julio de 2018, de XAM-MAR MANGRANE,ESTEBAN: Herramienta de fresado de una estructura dental, empleada para el fresado del asentamiento del tornillo y del diámetro interno del canal recto de estructuras dentales anguladas […]
Procedimiento para el funcionamiento de una célula electrolítica, del 11 de Abril de 2018, de Airbus Defence and Space GmbH: Procedimiento para el funcionamiento de una célula electrolítica para la descomposición electrolítica del agua con al menos una membrana , caracterizado […]