PROCEDIMIENTO DE FABRICACIÓN DE ACRISTALAMIENTOS MULTICAPA MOLDEADOS POR INYECCIÓN.
Un procedimiento de fabricación de un panel de acristalamiento multicapa,
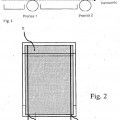
que comprende: proporcionar dos substratos de acristalamiento rígidos (12, 14) posicionar los citados substratos de acristalamiento en posición relativa de cada uno con el otro, formando con ello un espacio de separación (16) entre dichos substratos de acristalamiento, e inyectar un polímero fundido en el citado espacio de separación, formando con ello dicho panel de acristalamiento multicapa, en el que dicho polímero fundido comprende un polímero que tiene un peso molecular menor de 150.000 Daltons, y en el que dicho polímero fundido comprende poli(vinil butiral), poliuretano, copolímero de etileno-acetato de vinilo, o ionómeros de copolímero de etileno parcialmente neutralizado/ácido (met)acrílico
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/076462.
Solicitante: SOLUTIA INCORPORATED.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 575 MARYVILLE CENTRE DRIVE ST. LOUIS, MISSOURI 63141 ESTADOS UNIDOS DE AMERICA.
B29C45/14TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
B32B17/10B […] › B32PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 17/00 Productos estratificados compuestos esencialmente de una hoja de vidrio o de fibras de vidrio, de escoria o una sustancia similar. › de resina sintética.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Procedimiento de fabricación de acristalamientos multicapa moldeados por inyección Campo de la invención La presente invención pertenece al campo de los acristalamientos multicapa, y específicamente, la presente invención pertenece al campo de los acristalamientos de seguridad que han utilizado tradicionalmente laminación en autoclave para combinar láminas poliméricas y capas rígidas, tales como vidrio en un acristalamiento de seguridad laminado. Antecedentes El vidrio se seguridad se utiliza en muchas aplicaciones de vidrio en las que resulta deseable una resistencia al impacto y una retención de vidrio mejoradas. Un ejemplo destacable de uso de vidrio de seguridad consiste en un parabrisas para aplicaciones en vehículos a motor. El vidrio de seguridad se encuentra disponible en muchas configuraciones. Habitualmente, el vidrio de seguridad está compuesto por una entrecapa polimérica dispuesta entre dos capas de vidrio. La entrecapa polimérica puede ser, por ejemplo, una lámina única o múltiples láminas. El material polimérico es típicamente un poli(vinil butiral) plasticizado que actúa en un accidente tanto para absorber energía como para retener el vidrio fragmentado. El vidrio de seguridad se realiza típicamente ensamblando una lámina de entrecapa polimérica entre dos hojas de vidrio. El conjunto es alimentado a continuación a un horno de extracción del aire en el que se aplican calor y fuerza para pegar, o vincular parcialmente, la entrecapa con los vidrios. El prelaminado así formado se dispone a continuación en un autoclave, donde se aplica temperatura y presión con el fin de acabar el proceso de vinculación y crear un acristalamiento de seguridad resistente al impacto, ópticamente claro. Aunque bien conocida y sencilla, esta técnica de laminación convencional tiene muchas dificultades de proceso que requieren un trabajo intenso, consumen tiempo y plantean problemas de seguridad. Por ejemplo, durante el ensamblaje inicial de los componentes, la lámina de entrecapa es típicamente más grande y normalmente se recorta a ras con los bordes del vidrio. Esta operación requiere típicamente una labor manual, con frecuencia limita el rendimiento, y plantea una cuestión de seguridad. Además, el proceso de laminación convencional necesita gran cantidad de energía y consume tiemplo, aspectos ambos que incrementan el coste y el tiempo de fabricación para el vidrio laminado. Por ejemplo, cada una de las tres etapas principales (ensamblaje, extracción del aire, y autoclave) requiere importantes cantidades de tiempo, dando como resultado un proceso de fabricación que puede sumar fácilmente hasta 8 horas desde el inicio hasta la finalización. Además, gran parte de la energía suministrada a un proceso, tal como la energía térmica suministrada al proceso de extracción de aire, no se lleva típicamente a la etapa de autoclave siguiente, lo que requiere energía térmica adicional. Una solución propuesta frente a las limitaciones inherentes a las técnicas de laminación convencionales se encuentra descrita en la solicitud de Patente Europea 0908287 (Komatsu) (véanse también las Patentes U.S. núms. 6.296.799, 6.669.890 y 6.388.537), la cual divulga la inyección de resina en un inserto de vidrio, seguido de una compresión de la cavidad de moldeo. La solicitud de Patente francesa FR 2 750 075 A describe un compuesto vítreo que comprende dos láminas de vidrio separadas por una capa de material plástico transparente, capacitado para pegarse al vidrio, de mayor espesor que las dos láminas. El compuesto tiene un espesor total <5 mm, una relación de espesor de plástico respecto a espesor de láminas de vidrio de 1 a 10, una masa superficial <6 kg/m 2 , y un módulo de Young >30 GPa para un espesor total de 3 mm. La solicitud de Patente Europea EP 0 908 287 A divulga el hecho de que un material laminado compuesto, en el que al menos una cualquiera de las superficies opuesta está compuesta por una capa de vidrio a los efectos de protección de la superficie frente a arañazos, puede ser fabricado sin defectos de vinculación ni esfuerzos de estiramiento. Este material comprende (a) una capa de vidrio hecha de vidrio laminado y que constituye una de las superficies opuestas del material laminado compuesto; y (b) una capa de resina que constituye la otra superficie del material y que está moldeada por aplicación de una presión uniforme a un material resinoso fundido en su totalidad, introducido sobre la capa de vidrio con el fin de que sea extendido, expansionándolo sobre la capa de vidrio, siendo laminadas estas capa de vidrio y capa de resina citadas. La solicitud de Patente Europea EP 0 211 818 A describe una resina de polivinil butiral (PVB) de enlace ligeramente cruzado a través de enlaces inter-moleculares estables desarrollados, por ejemplo, mediante el uso de dialdehído o trialdehído, para incrementar selectivamente el peso molecular de PVB y el módulo de una lámina plastificada realizada a partir del mismo, prevista para su uso en conjuntos de vidrio de seguridad laminados. 2 La solicitud de Patente británica GB 1 444 730 A describe un sistema plasticizador que comprende una mezcla de (1) al menos un plasticizador fosfato y (2) al menos un plasticizador diéster; en el que el plasticizador fosfato tiene la fórmula general R3PO4 (en la que cada R es igual o diferente y es aril, alcaril, en la que el grupo alquil contiene de 1 a 3 átomos de carbono, alquil de 1 a 12 átomos de carbono, alcoxialquil de 2 a 9 átomos de carbono o cicloalquil, con la condición de que cuando todos los radicales representados por R en un compuesto dado son radicales alquil, cada radical alquil debe tener 4 o más átomos de carbono); el plasticizador diéster es un diéster de un ácido dicarboxílico alifático distinto del 2-etilhexil adipato o del dibutil adipato, en el que el diéster contiene de 14 a 28 átomos de carbono, la porción de ácido dicarboxílico del diéster contiene de 4 a 9 átomos de carbono, y las porciones alcohol del éster son radicales alquil o alcoxialquil iguales o diferentes que contienen de 3 a 12 átomos de carbono; el plasticizador fosfato, el plasticizador diéster y la propia mezcla tienen presiones de vapor de menos de 10 mm Hg a 175 ºC; y la relación de peso de plasticizador fosfato respecto a plasticizador diéster está comprendida en las gamas de 5:95 a 95:5. La solicitud de Patente alemana DE 27 28 726 A describe un procedimiento para fabricar un compuesto de vidrio, especialmente un acristalamiento anti-ruido, en el que al menos dos láminas de vidrio se disponen a una distancia cada una de la otra, y el espacio de separación entre las láminas se rellena de una resina transparente curable, caracterizado porque una de las láminas se dispone en posición sustancialmente horizontal, se proporciona un separador a la región marginal de esta lámina, el cual mantiene al menos una lámina adicional a una distancia de la primera lámina, el área marginal de las láminas dispuestas cada una en la parte superior de la otras se sella y la resina líquida se rellena en el espacio de separación entre las láminas a través de una abertura proporcionada temporalmente en el sellado y, con preferencia, el aire desplazado con ello es ventilado por una posición opuesta a la abertura a través de la cual se rellena la resina en el espacio de separación. La Patente US 1.937.396 describe un aparato para fabricar vidrio laminado, que comprende un alojamiento que incluye una cámara para recibir dos láminas de vidrio y una segunda cámara para recibir un material de plástico, medios para mantener las láminas de vidrio dentro de la primera cámara mencionada separadas entre sí, y medios para forzar el material desde el segundo miembro de cámara bajo presión entre las láminas de vidrio. Lo que se necesita en el estado de la técnica es un procedimiento de fabricación de paneles de vidrio, y otros paneles de acristalamiento, que no requiera procesos de fabricación extensos y que permita la formación rápida y económica de acristalamientos multicapa. Sumario de la invención La presente invención va dirigida al uso de moldeo por inyección para formar entrecapas poliméricas directamente entre dos substratos rígidos que están posicionados de modo que tras la inyección del material polimérico fundido y tras el enfriamiento, el panel multicapa resultante funciona como panel de seguridad que puede ser usado en cualquier aplicación de acristalamiento de seguridad convencional. Los procedimientos de la presente invención utilizan un polímero de peso molecular relativamente bajo, múltiples puntos de inyección, compresión de molde, y/o un substrato caliente con el fin de facilitar la inyección de polímero en el espacio relativamente estrecho entre los substratos de acristalamiento que se encuentra típicamente en los acristalamientos de seguridad.... [Seguir leyendo]
Reivindicaciones:
1.- Un procedimiento de fabricación de un panel de acristalamiento multicapa, que comprende: proporcionar dos substratos de acristalamiento rígidos (12, 14) posicionar los citados substratos de acristalamiento en posición relativa de cada uno con el otro, formando con ello un espacio de separación (16) entre dichos substratos de acristalamiento, e inyectar un polímero fundido en el citado espacio de separación, formando con ello dicho panel de acristalamiento multicapa, en el que dicho polímero fundido comprende un polímero que tiene un peso molecular menor de 150.000 Daltons, y en el que dicho polímero fundido comprende poli(vinil butiral), poliuretano, copolímero de etileno-acetato de vinilo, o ionómeros de copolímero de etileno parcialmente neutralizado/ácido (met)acrílico. 2.- El procedimiento de la reivindicación 1, en el que dicho peso molecular es menor de 100.000 Daltons. 3.- El procedimiento de la reivindicación 1, en el que dicho peso molecular es menor de 70.000 Daltons. 4.- El procedimiento de la reivindicación 1, en el que dichos substratos son vidrio. 5.- El procedimiento de la reivindicación 1, en el que uno o ambos de dichos substratos de acristalamiento rígidos (12, 14) se calientan a al menos 80 ºC con anterioridad a la citada inyección, y en el que se utilizan al menos dos orificios para inyectar separados para la citada inyección. 6.- El procedimiento de la reivindicación 5, en el que dicho peso molecular es menor de 100.000 Daltons, en el que uno o ambos de dichos substratos de acristalamiento rígidos (12, 14) son calentados a al menos 150 ºC con anterioridad a la citada inyección, y en el que se utilizan al menos cuatro orificios para inyectar. 7.- El procedimiento de la reivindicación 5, en el que dicho polímero fundido comprende poli(vinil butiral). 8.- El procedimiento de la reivindicación 5, en el que dichos substratos (12, 14) son vidrio. 9.- El procedimiento de la reivindicación 1, A) en el que uno o ambos de dichos substratos de acristalamiento rígidos (12, 14) se calientan a al menos 80 ºC con anterioridad a la citada inyección, o B) en el que se usan al menos dos orificios para inyectar separados para la citada inyección. 26 27 28 29 31 32 33 34
Patentes similares o relacionadas:
COMPOSICIONES CURABLES POR RADIACIÓN RETARDADORAS DE LLAMA, del 16 de Enero de 2012, de CYTEC SURFACE SPECIALTIES, S.A.: Composición retardadora de llama curable por radiación que comprende
(i) al menos un precursor polimérico que comprende uno o más oligómeros que tienen uno o más […]
COMPOSICIONES IONOMÉRICAS DE ALTA FLUIDEZ DE MASA FUNDIDA, del 22 de Diciembre de 2011, de E.I. DU PONT DE NEMOURS AND COMPANY: Una película o lámina polimérica que comprende (i) una composición ionomérica que comprende un copolímero ionomérico de una alfa-olefina y aproximadamente […]
MATERIALES LAMINADOS DE VIDRIO TRANSPARENTE, del 16 de Agosto de 2011, de E.I. DU PONT DE NEMOURS AND COMPANY: Un artículo laminado de vidrio que comprende al menos una capa intermedia transparente, en el que la capa intermedia se obtiene a partir de una resina copolímera […]
PROCEDIMIENTO DE FABRICACIÓN DE UN ACRISTALAMIENTO DOTADO DE UN REVESTIMIENTO MULTICAPA, del 30 de Junio de 2011, de AGC GLASS EUROPE: Procedimiento de fabricación de un acristalamiento dotado de un revestimiento multicapa, depositado sobre un sustrato de vidrio mediante pulverización […]
PROCEDIMIENTO PARA FABRICAR MÓDULOS SOLARES MEDIANTE UN MÉTODO DE LAMINACIÓN POR RODILLOS, del 6 de Junio de 2011, de KURARAY EUROPE GMBH: Procedimiento para la fabricación de un módulo solar a través de laminación de un cuerpo de capas que está constituido por un primer soporte (T1), sobre el que se aplica […]
ESTRUCTURA LUMINOSA QUE COMPRENDE AL MENOS UN DIODO ELECTROLUMINISCENTE, SU FABRICACION Y SUS APLICACIONES, del 28 de Octubre de 2010, de SAINT-GOBAIN GLASS FRANCE: Una estructura luminosa que comprende: al menos un diodo electroluminiscente […]
VIDRIO LAMINADO PARA VEHICULOS Y SU PROCEDIMIENTO DE FABRICACION, del 17 de Junio de 2010, de NIPPON SHEET GLASS COMPANY, LIMITED: Un parabrisas incluyendo un vidrio laminado, incluyendo el vidrio laminado al menos dos hojas de vidrio y una capa intermedia para unir las dos hojas […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA COMPUESTA DE UNA PRIMERA PIEZA MOLDEADA Y UNA SEGUNDA PIEZA MOLDEADA A TRAVÉS DE FUNDICIÓN POR INYECCIÓN O ESTAMPACIÓN POR INYECCIÓN O PRENSADO DESDE ATRÁS DE MATERIAL DE PLÁSTICO, del 24 de Febrero de 2011, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento para la fabricación de una pieza compuesta de una primera pieza moldeada y una segunda pieza moldeada a través de fundición […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 PROCEDIMIENTO PARA FABRICAR MÓDULOS SOLARES MEDIANTE UN MÉTODO DE LAMINACIÓN POR RODILLOS, del 6 de Junio de 2011, de KURARAY EUROPE GMBH: Procedimiento para la fabricación de un módulo solar a través de laminación de un cuerpo de capas que está constituido por un primer soporte (T1), sobre el que se aplica […]
PROCEDIMIENTO PARA FABRICAR MÓDULOS SOLARES MEDIANTE UN MÉTODO DE LAMINACIÓN POR RODILLOS, del 6 de Junio de 2011, de KURARAY EUROPE GMBH: Procedimiento para la fabricación de un módulo solar a través de laminación de un cuerpo de capas que está constituido por un primer soporte (T1), sobre el que se aplica […] ESTRUCTURA LUMINOSA QUE COMPRENDE AL MENOS UN DIODO ELECTROLUMINISCENTE, SU FABRICACION Y SUS APLICACIONES, del 28 de Octubre de 2010, de SAINT-GOBAIN GLASS FRANCE: Una estructura luminosa que comprende: al menos un diodo electroluminiscente […]
ESTRUCTURA LUMINOSA QUE COMPRENDE AL MENOS UN DIODO ELECTROLUMINISCENTE, SU FABRICACION Y SUS APLICACIONES, del 28 de Octubre de 2010, de SAINT-GOBAIN GLASS FRANCE: Una estructura luminosa que comprende: al menos un diodo electroluminiscente […] VIDRIO LAMINADO PARA VEHICULOS Y SU PROCEDIMIENTO DE FABRICACION, del 17 de Junio de 2010, de NIPPON SHEET GLASS COMPANY, LIMITED: Un parabrisas incluyendo un vidrio laminado, incluyendo el vidrio laminado al menos dos hojas de vidrio y una capa intermedia para unir las dos hojas […]
VIDRIO LAMINADO PARA VEHICULOS Y SU PROCEDIMIENTO DE FABRICACION, del 17 de Junio de 2010, de NIPPON SHEET GLASS COMPANY, LIMITED: Un parabrisas incluyendo un vidrio laminado, incluyendo el vidrio laminado al menos dos hojas de vidrio y una capa intermedia para unir las dos hojas […]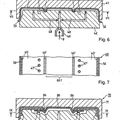 PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA COMPUESTA DE UNA PRIMERA PIEZA MOLDEADA Y UNA SEGUNDA PIEZA MOLDEADA A TRAVÉS DE FUNDICIÓN POR INYECCIÓN O ESTAMPACIÓN POR INYECCIÓN O PRENSADO DESDE ATRÁS DE MATERIAL DE PLÁSTICO, del 24 de Febrero de 2011, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento para la fabricación de una pieza compuesta de una primera pieza moldeada y una segunda pieza moldeada a través de fundición […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA COMPUESTA DE UNA PRIMERA PIEZA MOLDEADA Y UNA SEGUNDA PIEZA MOLDEADA A TRAVÉS DE FUNDICIÓN POR INYECCIÓN O ESTAMPACIÓN POR INYECCIÓN O PRENSADO DESDE ATRÁS DE MATERIAL DE PLÁSTICO, del 24 de Febrero de 2011, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento para la fabricación de una pieza compuesta de una primera pieza moldeada y una segunda pieza moldeada a través de fundición […]