ENVASE.
Envase (1) comprendiendo: un cuerpo de envase (3) de resina sintética con una parte de reborde (2) en una periferia de una abertura en un extremo superior del mismo;
y un tapón de envase (6) con una parte de placa superior (4) y una parte de falda (5) dispuesta de tal manera que quede suspendida de una periferia de la parte de placa superior (4), y donde la parte de placa superior (4) es sellada en caliente sobre una superficie superior de la parte del reborde (2) del cuerpo de envase (3), donde el tapón de envase (6) es formado por estirado en frío a partir de una lámina de resina para la conformación en frío, caracterizado por el hecho de que el envase (1) posee una primera parte recortada (7) en un extremo superior de un borde exterior de la parte del reborde (2) del cuerpo de envase (3)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2006/304708.
Solicitante: Shikoku Kakoki Co., Ltd.
Kabushiki Kaisha Yakult Honsha.
Nacionalidad solicitante: Japón.
Dirección: 10-1, Aza-Nishinokawa, Tarohachisu, Kitajima-cho Itano-gun Tokushima-ken 771-0202 JAPON.
Inventor/es: KANAI, MASAHARU, WATANABE, TOSHIRO, SHINOHARA,Mitsuhiko, KAWANO,Takafumi, KAWANO,Motokazu, ISHIMOTO,Mikio, HOSHI,Shinichi, NO,Shinichiro.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Marzo de 2006.
Clasificación Internacional de Patentes:
- B29C65/00H2B
- B29C65/00H8B
- B29C65/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por calor, con o sin presión.
- B29C65/08 B29C 65/00 […] › utilizando vibraciones ultrasonoras.
- B29C65/76 B29C 65/00 […] › Fabricación de juntas no permanentes o liberables.
- B29C65/78M8
- B65D1/02D1
- B65D53/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 53/00 Elementos de estanqueidad o de embalaje; Estanqueidad realizada por materiales líquidos o plásticos. › Collares o anillos.
- B65D53/04 B65D 53/00 […] › Discos.
Clasificación PCT:
- B65D1/02 B65D […] › B65D 1/00 Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › Botellas o recipientes similares, con cuellos o aberturas restringidas análogas, concebidos para verter el contenido.
- B65D53/00 B65D […] › Elementos de estanqueidad o de embalaje; Estanqueidad realizada por materiales líquidos o plásticos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2359383_T3.pdf
Fragmento de la descripción:
Envase.
Campo técnico
La presente invención se refiere a un envase según el concepto genérico de la reivindicación 1 que comprende: un cuerpo de envase de resina sintética con una parte de reborde en una periferia de una abertura en un extremo superior del mismo; y un tapón de envase con una parte de placa superior y una parte de falda dispuesta de tal manera que quede suspendida de una periferia de la parte de placa superior, y en el cual la parte de placa superior es sellada en caliente sobre una superficie superior de la parte del reborde del cuerpo de envase, en el cual el tapón del envase está formado por estirado en frío a partir de una lámina de resina para la conformación en frío.
Antecedentes de la técnica
Convencionalmente, la llamada resina a base de poliestireno de multiuso (GPPS = general purpose polystyrene) tal como un homopolímero de estireno que posee una excelente resistencia a la tracción, resistencia al calor, resistencia a la luz, una deformabilidad y un brillo de la superficie, y el poliestireno de alto impacto (HIPS = high impact polystyrene), donde una goma tal como SBR y BR es mezclada con GPPS para reducir su fragilidad, ha sido usado frecuentemente para envases de alimentos tales como envases de bebidas, envases de yogur, envases de porciones, cacitos de pasta, y para envases de resina sintética a llenar de materiales médicos desechables, etc. Como material de tapón a encajar y sellar una abertura de dicho envase de resina a base de poliestireno, es utilizado un cuerpo laminado de aluminio, el cual está provisto de una lámina de aluminio que es usada como un material de base, una capa sellante, etc. a adherir sobre la superficie del envase. Un tapón de aluminio que ha sido fabricado transformando una pequeña pieza de material de tapón de aluminio, siendo punzonada del cuerpo laminado de aluminio descrito en el presente texto, en una forma extensiva del tapón dándole una forma con una falda plegando su extremo, y con el cual es sellada una abertura de un envase, es usado generalmente por las siguientes razones: aquel presenta una excelente propiedad de sellado, una resistencia al pelado, y una excelente estabilidad en el momento de peladura, cuando es llevado a la abertura del envase, presenta un bajo nivel de adhesión causado por electricidad estática y la capacidad de alimentación de la lámina es buena. Además, el tapón de aluminio tiene una llamada propiedad de retención de forma que es una propiedad para mantener una forma plegada y deformada cuando está prevista una falda que ha sido formada plegando su parte periférica. Por lo tanto, cuando se bebe una bebida directamente del envase, el estado en el cual se halla la parte en proximidad de la abertura del envase que entra en contacto con la boca está cubierta con el extremo del tapón, queda bien retenido, y se puede evitar que se ensucie una zona en proximidad de la abertura del envase. Esté es entonces extraordinariamente higiénico y tiene también una excelente apariencia. Por lo tanto ha sido usado con preferencia.
Además, como una alternativa para el tapón de aluminio convencional descrito en el presente texto ha sido propuesto un tapón fabricado de resina sintética. Por ejemplo ha sido propuesto lo siguiente: un material de tapón fabricado por punzonado de un material laminado, en el cual una capa sellante está prevista sobre la cara inferior de un material de base laminado que ha sido fabricado laminando una película termorresistente en ambos lados de un material de base de una película co-extruida que comprende una capa central constituida de polietileno de alta densidad y de un polímero a base de polipropileno, y una capa de revestimiento constituida de polietileno de alta densidad que está prevista en ambos lados de la capa central, en una forma dada (véase por ejemplo el documento de patente 1): y un envase para líquido que comprende un cuerpo de envase con una parte de boca, y un capuchón que cierra la parte de boca, donde el cuerpo del envase entero y el tapón están realizados de una resina sintética (véase por ejemplo el documento de patente 2). Además ha sido propuesta una lámina de resina para la conformación en frío que puede ser formada por estirado en frío como material de tapón de un envase de embalaje (véase por ejemplo el documento de patente 3).
Documento de patente 1: Solicitud de patente japonesa publicada nº. 11-10810.
Documento de patente 2: Solicitud de patente japonesa publicada nº. 2002-225902.
Documento de patente 3: Solicitud de patente japonesa nº. 2004-74794. Este documento describe un envase según el concepto genérico de la reivindicación 1.
Descripción de la invención
Según lo arriba mencionado han sido usados tapones de aluminio de envases y tapones de resina sintética de envases. No obstante, en algunos casos han sido observados los siguientes fenómenos, cuando los cuerpos de envase son sellados en caliente con tales tapones de envase: una parte de esquina plegada de una falda de un tapón de envase es rota y se ha hecho un agujero; la resistencia a la rotura de una parte de esquina plegada de una falsa ha sido debilitada considerablemente y como resultado aquella parte se ha roto en el momento de apertura. En particular, tales fenómenos han ocurrido más frecuentemente en tapones de envase de resina sintética que en láminas de aluminio de envase.
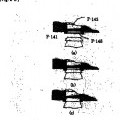
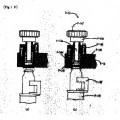
En otras palabras, según se muestra en la Fig. 22, en el caso en el cual un cuerpo de envase 24 es sellado con un tapón de envase 23 que posee una parte de falda 22 dispuesta de tal manera que quede suspendida de una periferia de una parte de placa superior 21, cuando un sellante fácil contra desprendimiento, que es laminado sobre un material de tapón y una resina sobre la superficie de una parte de reborde 26 del cuerpo de envase 24, es calentado por un elemento de sellado 27, y la presión de sellando es aplicada sobre el mismo, la resina en la superficie de la parte de reborde sellante 26 se ablanda y sobresale a una dirección radialmente hacia el exterior (la parte D en la Fig. 22), resultando que la resina se aplaste por una parte de esquina plegada de una falda 25 del tapón del envase 23 y causa una rotura en el borde. Incluso cuando no ocurren tales eventos, la resistencia a la rotura de la parte de esquina plegada de la falda 25 se ha debilitada considerablemente en algunos casos. Además, de manera convencional la superficie superior de la parte de reborde 26 del cuerpo del envase 24 es esencialmente plana y la presión de sellado es aplicada también a la parte de esquina plegada de la falda 25 sin reducción, y consecuentemente es aplicada una carga pesada a aquella parte. Particularmente en el tapón del envase 23 formado por estirado en frío a partir de una lámina de resina para la conformación en frío, según está formado por deformación plástica de la parte límite (la parte de esquina plegada de la falda 25) entre la parte de placa superior 21 y la parte de falda 22, una parte en el lado anverso de la parte de esquina plegada de la falda 25 es deteriorada (la parte C en la Fig. 22), y es posible de causar los problemas arriba citados. Hay problemas tales como: en el caso de que se haya hecho un agujero en la parte de esquina plegada de la falda 25, el artículo es completamente defectuoso como un producto; y en caso de debilitación de la resistencia a la rotura de la parte de esquina plegada de la falda 25, la parte de esquina plegada de una falda 25 se ha roto al abrir el tapón y solamente la parte de la placa superior 21 del tapón del envase 23 queda sellada sobre el cuerpo del envase 24, resultando que se obtengan productos con apertura insuficiente.
Además, en envases de embalaje convencionales, una deformación localizada en una parte de reborde ocurre frecuentemente, cuando los cuerpos de envase son eliminados en el proceso de moldeo de los cuerpos de envase y los volúmenes de deformación no son uniformes. Por eso en algunos casos la parte de reborde y el tapón del envase no adhieren el uno al otro uniformemente, causando así un defecto en el sellado. Además, el espesor de pared de un cuerpo de envase, en particular, un cuerpo de envase realizado por moldeo soplado no es uniforme. El espesor de pared es normalmente desigual, y el lado de pared gruesa de un envase muestra una fuerza de reacción superior mientras que el lado de pared delgada muestra una fuerza de reacción inferior y hay variaciones en la resistencia de sellado, porque cuando más alta sea la presión, más alto es el valor de resistencia de sellado. En otras palabras, es difícil de conseguir... [Seguir leyendo]
Reivindicaciones:
1. Envase (1) comprendiendo: un cuerpo de envase (3) de resina sintética con una parte de reborde (2) en una periferia de una abertura en un extremo superior del mismo; y un tapón de envase (6) con una parte de placa superior (4) y una parte de falda (5) dispuesta de tal manera que quede suspendida de una periferia de la parte de placa superior (4), y donde la parte de placa superior (4) es sellada en caliente sobre una superficie superior de la parte del reborde (2) del cuerpo de envase (3), donde el tapón de envase (6) es formado por estirado en frío a partir de una lámina de resina para la conformación en frío, caracterizado por el hecho de que el envase (1) posee una primera parte recortada (7) en un extremo superior de un borde exterior de la parte del reborde (2) del cuerpo de envase (3).
2. Envase según la reivindicación 1 que posee una segunda parte recortada (8) en un extremo superior de un borde interior de la parte de reborde (2).
3. Envase según la reivindicación 1 o 2, en el cual una superficie inclinada hacia el exterior (9) inclinada hacia abajo en una dirección radialmente exterior es formada sobre la superficie superior de la parte de reborde (2).
4. Envase según la reivindicación 3, en el cual una sección transversal longitudinal de la superficie (9) inclinada hacia el exterior está formada en una línea curvada.
5. Envase según cualquiera de las reivindicaciones 2 a 4, en el cual una superficie (10) inclinada hacia el interior inclinada hacia el interior y hacia abajo en una dirección radialmente interior está formada sobre la superficie superior de la parte de reborde (2).
6. Envase según la reivindicación 5, en el cual una sección transversal longitudinal de la superficie (10) inclinada hacia el interior está formada en una línea curvada.
7. Envase según la reivindicación 5 o 6, en el cual la superficie (9) inclinada hacia el exterior y la superficie (10) inclinada hacia el interior son contiguas, y una sección longitudinal de la superficie (9) inclinada hacia el exterior y de la superficie (10) inclinada hacia el interior está formada en un arco circular.
8. Envase según la reivindicación 7, en el cual un radio de curvatura del arco circular en la sección longitudinal de la superficie (9) inclinada hacia el exterior y de la superficie (10) inclinada hacia el interior comprende de 1 a 3 veces la anchura del reborde (2).
9. Envase según la reivindicación 5 o 6, en el cual la superficie (9) inclinada hacia el exterior y la superficie (10) inclinada hacia el interior están formadas de manera que entre ellas hay un plano horizontal.
10. Envase según cualquiera de las reivindicaciones 1 a 9, en el cual una rugosidad de superficie es conferida a toda o una parte de la superficie superior de la parte de reborde (2).
11. Envase según la reivindicación 10, en el cual la rugosidad de superficie es una rugosidad de superficie en la cual la rugosidad media aritmética (Ra) tal y como está definida en JIS B 0601-1994 es de 4 a 20 μm.
12. Envase según cualquiera de las reivindicaciones 1 a 11, en el cual un tapón de envase (6) está fabricado a partir de una resina sintética.
13. Envase según cualquiera de las reivindicaciones 1 a 12, en el cual el cuerpo de envase (3) y el tapón de envase (6) son fijados por termosellado por ultrasonido.
14. Envase según cualquiera de las reivindicaciones 1 a 13, en el cual el espesor del tapón de envase (6) es de 50 μm a 1 mm.
15. Un paquete lleno que comprende el envase (1) según cualquiera de las reivindicaciones 1 a 14, y un contenido llenado en el envase (1).
Patentes similares o relacionadas:
Inserción hidrosoluble para unir tuberías, método de fabricación de una inserción hidrosoluble y método para unir tuberías, del 29 de Julio de 2020, de Imi Tami Institute For Research And Development Ltd: Inserción hidrosoluble para uso para unir tuberías hechas de un material que comprende una sal seleccionada del grupo que consiste en KCl, NaCl, y sus mezclas […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de fabricación de paneles reforzados de material compuesto mediante curado conjunto, del 10 de Junio de 2020, de Leonardo S.p.A: Procedimiento de fabricación de paneles reforzados , que comprende las siguientes etapas: - formar un primer y un segundo revestimientos húmedos (51, […]
Asociación híbrida de materiales entre una superficie metálica y una superficie polimérica del material, así como procedimiento para producir la asociación híbrida de materiales, del 13 de Mayo de 2020, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Asociación híbrida de materiales entre un primer participante en la unión con una superficie metálica y un segundo participante en la unión con una superficie de […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]