ELEMENTO DE INSERCIÓN, LENTE DE GAS CON UN ELEMENTO DE INSERCIÓN SEMEJANTE Y SOPLETE PARA SOLDAR CON UNA LENTE DE GAS SEMEJANTE.
Lente de gas (4) para un soplete para soldar WIG/TIG (1) con una boquilla de gas (9) con una carcasa base (10) preferentemente de una pieza,
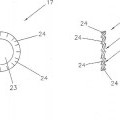
que presenta en el centro una abertura (11) que la traspasa para un electrodo (12) y taladros (16) para el suministro de un gas (7, 27), estando dispuestos para la distribución del gas (7, 27) al menos un tamiz de lentes de gas (20) en un canal de distribución de gas (15) de la carcasa base (10), estando dispuesto en el canal de distribución de gas (15) de la carcasa base (10) un elemento de inserción (17) con un taladro (23) en el centro para el paso de un electrodo no fundente (12), y estando dispuesto en la dirección de efluencia del gas (7, 27) vista tras el elemento de inserción (17) un tamiz de lentes de gas (20), caracterizado porque alrededor del taladro (23) están configurados elementos de fluídica (24) en forma de abanico, que están configurados excéntricamente con respecto al plano del taladro (23), de tal modo que se realiza una desviación radial de un gas (7, 27) que fluye a su través
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2007/000400.
Solicitante: FRONIUS INTERNATIONAL GMBH.
Nacionalidad solicitante: Austria.
Dirección: VORCHDORFERSTRASSE 40 4643 PETTENBACH AUSTRIA.
Inventor/es: LEEB,JOSEF, FESSL,Jochen, GEBESMAIR,Melanie.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Agosto de 2007.
Clasificación Internacional de Patentes:
- B23K9/167 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › y un electrodo no consumible.
- B23K9/29G6
Clasificación PCT:
- B23K9/29 B23K 9/00 […] › Dispositivos de soporte adaptados para servir de medios de protección.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2361234_T3.pdf
Fragmento de la descripción:
La invención se refiere a una lente de gas para un soplete para soldar WIG/TIG y a un soplete para soldar WIG/TIG de acuerdo con los preámbulos de las reivindicaciones de la patente 1 y 3.
Por el estado de la técnica se conocen sopletes para soldar WIG/TIG, en los que se inserta una lente de gas en la carcasa de soplete, en cuyo espacio de distribución de gas están dispuestos varios tamices de lentes de gas. Los tamices de lentes de gas se disponen así siempre distanciados entre sí, de modo que en la cavidad entre la carcasa base de la lente de gas y el tamiz de lentes de gas, así como entre los tamices de lentes de gas el gas puede difundirse correspondientemente.
El documento EP 94 984 A1 así como el documento US 5.772.102 A describen ejemplos para lentes de gas para un soplete para soldar WIG/TIG del estado de la técnica.
El documento US2002/0134760 A1 describe una lente de gas para un soplete para soldar WIG/TIG, que presenta taladros radiales para el suministro de un gas.
La desventaja en esto es que para una buena distribución del gas debe preverse una cavidad correspondientemente grande entre los tamices de lentes de gas, mediante la que el tamaño constructivo de la lente de gas debe configurarse correspondientemente grande. Además de acuerdo con el estado de la técnica es necesario emplear varios tamices de lentes de gas para formar una retención correspondiente. Si, por ejemplo. se inserta solamente un tamiz de lentes de gas, puede pasar que el gas que afluye hacia la cavidad situada antes del tamiz de lentes de gas no se difunda homogéneamente sobre la sección transversal y por lo tanto no afluya homogéneamente hacia la boquilla de gas contigua a través del tamiz de lentes de gas. Esto puede evitarse mediante la inserción de varios tamices de lentes de gas, puesto que en cada cavidad situada antes de los tamices de lentes de gas se origina una retención correspondiente y por tanto se lleva a cabo una distribución del gas. Cuantos más tamices de lentes de gas se inserten, mejor será la distribución del gas sobre la sección transversal.
El objetivo de la invención consiste en la creación de una lente de gas para un soplete para soldar WIG/TIG y de un soplete para soldar WIG/TIG, mediante los que puede alcanzarse una mejor distribución del gas sobre la sección transversal de la lente de gas y por lo tanto también sobre la sección transversal de la boquilla de gas. El tamaño constructivo y el peso de los componentes deben ser lo más reducidos posible.
El objetivo de la invención se resuelve mediante una lente de gas previamente mencionada, en la que en el canal de distribución de gas de la carcasa base está dispuesto un elemento de inserción con un taladro en el centro para el paso de un electrodo no fundente, alrededor del cual taladro están configurados elementos de fluídica con forma de abanico, que están configurados excéntricamente con respecto al plano del taladro, de manera que se realice una desviación radial de un gas que fluya a su través, y en la dirección de efluencia del gas visto tras el elemento de inserción está dispuesto un tamiz de lentes de gas. Es ventajoso en esto, que para una aplicación del elemento de inserción en una lente de gas, el gas que afluye rectilíneamente se desvía a través de los elementos de fluídica con forma de abanico. Con ello se transmite al gas un movimiento rotatorio y se alcanza una mejor distribución del gas. En una aplicación de un elemento de inserción configurado de forma semejante para una distribución de gas óptima la cavidad contigua puede configurarse muy pequeña, ya que debido a la rotación provocada en el gas se posibilita una mejor y más rápida difusión del gas por la cavidad, gracias a lo que el gas puede fluir homogéneamente y por toda la superficie a través del tamiz de lentes de gas. Mediante el empleo exclusivamente de un elemento de inserción y de un tamiz de lentes de gas puede reducirse el tamaño constructivo de la lente de gas. Mediante la configuración especial del elemento de inserción las cavidades necesarias situadas antes de éste y después de éste para la distribución del gas pueden mantenerse lo menores posible, lo que por otra parte reduce el tamaño constructivo conjunto de la lente de gas, posibilitando sin embargo una distribución de gas óptima sobre la sección transversal de la lente de gas.
Mediante una disminución semejante de la lente de gas sobre una longitud de, por ejemplo, 20 a 30 mm se reduce el tamaño constructivo y el peso, también la carcasa de soplete del soplete para soldar y se mejora el manejo del soplete para soldar.
El objetivo de la invención se resuelve también mediante un soplete para soldar WIG/TIG previamente mencionado, en el que la lente de gas está configurada conforme a las reivindicaciones 1 a 2.
Otras configuraciones ventajosas están descritas en las reivindicaciones dependientes particulares. Las ventajas obtenidas de las mismas pueden concluirse de la descripción.
La invención se describe a continuación más detalladamente mediante ejemplos de realización.
40
45
Se muestra:
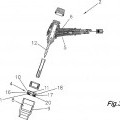
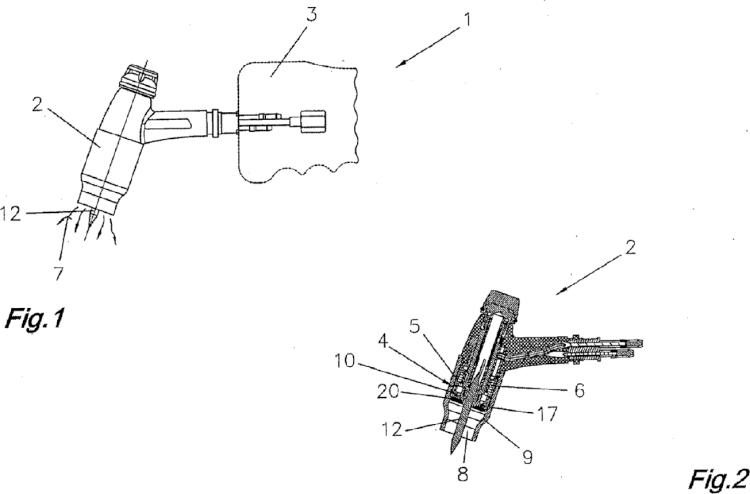
En la Fig. 1 una representación esquemática de un soplete para soldar;
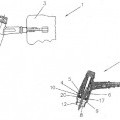
En la Fig. 2 una representación esquemática en corte de la carcasa de soplete;
En la Fig. 3 una representación de despiece de los elementos particulares de la carcasa de soplete;
En la Fig. 4 un dibujo en oblicuo de una lente de gas para la carcasa de soplete;
En la Fig. 5 una vista en planta de la lente de gas;
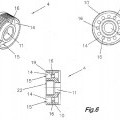
En la Fig. 6 un corte a través de la lente de gas de acuerdo con la Fig. 4;
En la Fig. 7 una vista en planta del elemento de inserción para la lente de gas;
En la Fig. 8 una vista lateral del elemento de inserción de acuerdo con la Fig. 7 en una representación simplificada;
En la Fig. 9 un dibujo en oblicuo de un tamiz para la lente de gas;
En la Fig. 10 una vista en planta del tamiz de lentes de gas de acuerdo con la Fig. 9 en representación simplificada;
En la Fig. 11 un dibujo en oblicuo de una variante de realización de la lente de gas;
En la Fig. 12 una vista en planta de la lente de gas de acuerdo con la Fig. 11;
En la Fig. 13 un corte a través de la lente de gas de acuerdo con la Fig. 11;
En la Fig. 14 un dibujo en oblicuo de una boquilla de arco eléctrico;
En la Fig. 15 una representación en corte parcial de la boquilla de arco eléctrico de acuerdo con la Fig. 14;
En la Fig. 16 un corte a través de un soplete para soldar con la boquilla de arco eléctrico de acuerdo con la Fig. 14 en representación simplificada; y
En la Fig. 17 una representación esquemática del soplete para soldar con la boquilla de arco eléctrico.
En las Fig. 1 a 10 está representado un soplete para soldar WIG/TIG 1. El soplete para soldar 1 consta de una carcasa de soplete 2 y un mango de soplete 3 (representado con trazo discontinuo). Además, los componentes particulares del soplete para soldar 1 corresponden a la construcción de acuerdo con el estado de la técnica, de manera que estos componentes y sus funciones no se tratan más en detalle.
En el caso de la invención se trata de una solución en detalle para una lente de gas 4 en la carcasa de soplete 2, que se emplea para la distribución del gas 7 suministrado mediante canales de conducción de gas 5 en el elemento base 6. El gas suministrado mediante el elemento base 6 fluye del elemento base 6 a la lente de gas 4, y se distribuye a continuación por la sección transversal de la lente de gas 4. De este modo en la salida del gas 7 desde la lente de gas 4 y por lo tanto en la entrada en una cámara interna 8 de una boquilla de gas 9 se alcanza una distribución óptima en la boquilla de gas 9. En este caso es esencial que el tamaño constructivo de la lente de gas 4 se mantenga lo menor posible, ya que con ello se reduce el tamaño constructivo total del soplete para soldar 1, y, por lo tanto puede mejorarse esencialmente el manejo del soplete para soldar 1.
La lente de gas 4 consta de una carcasa base 10, que preferentemente está hecha de cobre o de una aleación de cobre. En el centro de la lente de gas 4 está dispuesta una abertura 11 que la atraviesa, a través de la que puede pasarse un electrodo 12 y eventualmente una boquilla de arco eléctrico 13. Además la... [Seguir leyendo]
Reivindicaciones:
1. Lente de gas (4) para un soplete para soldar WIG/TIG (1) con una boquilla de gas (9) con una carcasa base (10) preferentemente de una pieza, que presenta en el centro una abertura (11) que la traspasa para un electrodo (12) y taladros (16) para el suministro de un gas (7, 27), estando dispuestos para la distribución del gas (7, 27) al menos un tamiz de lentes de gas (20) en un canal de distribución de gas (15) de la carcasa base (10), estando dispuesto en el canal de distribución de gas (15) de la carcasa base (10) un elemento de inserción (17) con un taladro (23) en el centro para el paso de un electrodo no fundente (12), y estando dispuesto en la dirección de efluencia del gas (7, 27) vista tras el elemento de inserción (17) un tamiz de lentes de gas (20), caracterizado porque alrededor del taladro
(23) están configurados elementos de fluídica (24) en forma de abanico, que están configurados excéntricamente con respecto al plano del taladro (23), de tal modo que se realiza una desviación radial de un gas (7, 27) que fluye a su través.
2. Lente de gas (4) de acuerdo con la reivindicación 1, caracterizada porque la carcasa base (10) presenta una longitud de entre 20 mm y 30 mm.
3. Soplete para soldar WIG/TIG (1), con un mango de soplete (3) y una carcasa de soplete (2), una boquilla de gas
(9) y con una lente de gas (4) con una carcasa base (10) preferentemente de una pieza, que presenta en el centro una abertura (11) que la traspasa para un electrodo (12) y taladros (16) para el suministro de un gas (7, 27), estando dispuesto para la distribución del gas (7, 27) al menos un tamiz de lentes de gas (20) en un canal de distribución de gas (15) de la carcasa base (10), caracterizado porque en el canal de distribución de gas (15) de la carcasa base
(10) de la lente de gas (4) está dispuesto un elemento de inserción (17) con un taladro (23) en el centro para el paso del electrodo (12), alrededor del cual taladro (23) están configurados elementos de fluídica (24) en forma de abanico, que están configurados excéntricamente con respecto al plano del taladro (23), de tal manera que se realiza una desviación radial del gas (7, 27) que fluye a su través, y que en la dirección de efluencia del gas (7, 27) vista tras el elemento de inserción (17) está dispuesto un tamiz de lentes de gas (20).
4. Soplete para soldar WIG/TIG (1) de acuerdo con la reivindicación 3, caracterizado porque en la carcasa de soplete (3), particularmente en la lente de gas (4) se puede insertar una boquilla de arco eléctrico (13) para la conducción de dos gases (7, 27) para la formación de un soplete para soldar de dos gases.
Patentes similares o relacionadas:
Boquilla para gas y soplete de soldadura de gas protector, del 4 de Septiembre de 2019, de TBI INDUSTRIES GMBH: Boquilla para gas para sopletes de soldadura de gas protector, estando formada la boquilla para gas a partir de un casquillo , presentando la boquilla […]
Procedimiento de soldadura al volframio bajo protección de gas, del 28 de Agosto de 2019, de LINDE AKTIENGESELLSCHAFT: Procedimiento para la soldadura al volframio bajo protección de gas - en el que un electrodo y una pieza de trabajo son alimentados […]
Electrodo para un soplete de soldadura para soldadura al volframio bajo protección de gas y soplete de soldadura con tal electrodo, del 28 de Agosto de 2019, de LINDE AKTIENGESELLSCHAFT: Electrodo con una tobera de gas protector para un soplete de soldadura para la soldadura al volframio bajo gas inerte, en […]
Un material de soldadura con base de níquel que porta un boro dúctil, del 17 de Mayo de 2019, de LIBURDI ENGINEERING LIMITED: Un material de soldadura con base de níquel que porta un boro dúctil comprendido por los siguientes elementos en porcentajes en peso: […]
Procedimiento para la soldadura de materiales austeníticos, del 12 de Marzo de 2019, de MESSER GROUP GMBH: Procedimiento para la soldadura por plasma de materiales austeníticos bajo gas de protección y bajo empleo de un material aditivo de soldadura, caracterizado por […]
Método de reparación y fabricación de componentes de motores de turbina, del 8 de Marzo de 2019, de LIBURDI ENGINEERING LIMITED: Un metodo de reparacion y fabricacion de componentes de motores de turbina incluye las etapas de: a) preparacion previa a la soldadura de un material […]
Electrodo y método de cambio un electrodo de un soplete de soldadura, del 27 de Febrero de 2019, de Camarc LLC: Un electrodo que comprende: un cuerpo alargado que define un eje longitudinal; una porción terminal de asiento que incluye un primer cono truncado, […]
Gas de protección para la soldadura WIG de metales, del 9 de Enero de 2019, de MESSER GROUP GMBH: Empleo de un gas de protección constituido por una proporción de un 1,5 a un 2 % en volumen de hidrógeno, un 2 a un 5 % en volumen de helio y resto […]