Procedimiento para la formación en frío de un eje de centro levantado (44) para un vehículo pesado,
presentando dicho eje de centro levantado una joroba (40) que se extiende substancialmente hacia arriba cuando se encuentra en una posición de funcionamiento, comprendiendo dicho procedimiento las etapas de: disponer un eje sustancialmente recto (10); insertar dicho eje sustancialmente recto (10) en una prensa (20); sobre formar una joroba (40) en dicho eje en una primera dirección con dicha prensa (20) para producir una curvatura (α) en el eje, y formar el eje en una segunda dirección con la prensa para eliminar sustancialmente dicha curvatura en el eje e inducir tensiones de compresión residuales en una parte inferior (36) de dicha joroba (40)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2006/007775.
B21D7/06TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 7/00 Curvado de barras, perfiles o tubos (B21D 11/02 - B21D 11/18 tienen prioridad; mediante la utilización de mandriles u órganos análogos B21D 9/00). › en prensas particulares o entre martillos y yunques o topes; Pinzas dotadas de matrices de conformación.
B60B35/06B […] › B60VEHICULOS EN GENERAL. › B60B RUEDAS DE VEHICULOS (fabricación de ruedas o de sus partes por laminado B21H 1/00, por forjado, martillado o prensado B21K 1/28 ); RUEDAS PEQUEÑAS PIVOTANTES; EJES PARA RUEDAS; MEJORA EN LA ADHERENCIA DE RUEDAS. › B60B 35/00 Sistemas de ejes; Sus elementos constitutivos (suspensión elástica de un eje rígido o de un cárter de eje B60G 9/00; gorrones de ejes de dirección B62D). › acodados.
B60B35/08B60B 35/00 […] › de sección hueca formada en las extremidades.
B60G9/00B60 […] › B60G SUSPENSION DE VEHICULOS (vehículos de colchón de aire B60V; montajes entre el chasis y el cuerpo del vehículo B62D 24/00). › Suspensiones elásticas de un eje rígido o de un cárter de eje para dos o más ruedas.
[0001] La presente invención se refiere a la técnica de los ejes de vehículos. Más concretamente, la invención se 5 refiere a la técnica de ejes de centro levantado para vehículos pesados, tales como camiones con remolque o semirremolques y camiones rígidos, y procesos para la formación de dichos ejes. ESTADO DE LA TÉCNICA [0002] Los vehículos pesados, tales como camiones con remolque o semirremolques y camiones rígidos generalmente incluyen múltiples ejes que se disponen separados longitudinalmente a lo largo del vehículo para crear estabilidad en marcha. Cada eje incluye normalmente un tubo central y un par de husillos. Los husillos van montados en extremos opuestos del tubo central y se extienden hacia afuera desde los mismos. Las ruedas del vehículo van montadas de manera giratoria en los husillos, y un sistema de suspensión de brazo trasero o delantero conecta cada eje al chasis del vehículo. El sistema de suspensión y eje se denomina a menudo en combinación sistema de eje/suspensión. Por conveniencia, aquí se hará referencia solamente a ejes, entendiéndose que dichos ejes se utilizan en un sistema de eje/suspensión de vehículos pesados. [0003] Determinados tipos de vehículos pesados, tales como remolques cisterna de descarga trasera, a menudo utilizan un eje en el que el tubo central incluye una parte central que está doblada hacia arriba. Dichos ejes son conocidos en la técnica como ejes de centro levantado, y la parte doblada hacia arriba se conoce como curva o joroba. 20 [0004] Cuando el eje de centro levantado se encuentra en posición de funcionamiento, la joroba queda por encima del resto del eje o sus partes no dobladas dispuestas horizontalmente. Esto se diferencia de un eje de centro rebajado, en el que el tubo central del eje incluye una joroba que queda por debajo del resto del eje cuando el eje se encuentra en posición de funcionamiento. En el estado de la técnica, los procesos asociados a la formación de la joroba de un eje de centro levantado han hecho necesario el uso de una pared gruesa para el tubo central, tal como 25 de aproximadamente 19 mm (0,750 pulgadas) o más. [0005] Por ejemplo, los procesos de formación en frío de la técnica anterior utilizados para la fabricación de un eje de centro levantado implican un proceso de doblado de un solo golpe, en el que el golpe lo realizar una prensa hidráulica. En este proceso, un eje que tiene un tubo central recto se inserta en la prensa y un punzón accionado por la prensa golpea una parte central del tubo, doblando la parte central del tubo en un movimiento para formar la joroba. Este proceso de un solo golpe, sin embargo, produce tensiones residuales en la sección transversal del eje que son perjudiciales para el eje cuando se encuentra cargado en condiciones de funcionamiento. Es decir, como que la joroba del eje de centro levantado queda por encima del resto del eje cuando se encuentra en funcionamiento, la "sobrecarga" del tubo central provocada por la prensa en la formación de la joroba produce tensiones de compresión en la parte inferior de la joroba. Sin embargo, después de retirar el punzón una vez que el tubo central se ha doblado para formar la joroba, hay una pequeña recuperación elástica del tubo central. Esta recuperación elástica produce un estado de tensión de tracción residual en la parte inferior de la joroba del eje que se combina con las fuerzas de carga experimentadas por el eje cuando está en funcionamiento que tienden a flexionar la joroba y crear tensiones de tracción adicionales en la parte inferior de la joroba del eje. Esta combinación de tensiones de tracción inducidas por la carga y tensiones de tracción residuales en el eje en la parte inferior de la joroba tiene el potencial de producir un fallo prematuro del eje. [0006] El efecto del estado de tensiones de tracción residuales en la parte inferior de la joroba del eje de centro levantado se diferencia del efecto del mismo estado de tensiones residuales en un eje de centro rebajado. Más concretamente, un eje de centro rebajado presenta el mismo estado de tensiones de tracción residuales en la misma ubicación que el eje de centro levantado, sin embargo, la orientación invertida del eje de centro rebajado hace que en condiciones de funcionamiento de carga se produzcan tensiones de compresión que contrarrestan las tensiones de tracción residuales. Esta diferencia corrobora el principio de que una sobrecarga de una sola vez para formar un tubo del eje produce tensiones residuales que son favorables para una carga posterior en el mismo sentido, mientras que las mismas tensiones residuales son perjudiciales para una carga posterior en sentido contrario. [0007] Para compensar las tensiones residuales que contribuyen a la potencial deformación prematura de los ejes 50 de centro levantado que se forman en frío de acuerdo con procesos de la técnica anterior, los ejes incluyen grosores de pared grandes, del orden de aproximadamente 19 mm (0,750 pulgadas). Sin embargo, incluso con estos grandes grosores de pared, estos ejes de centro levantado de la técnica anterior siguen siendo potencialmente susceptibles a prematuros fallos estructurales. Se han intentado procesos de tratamiento después de la formación en un intento por reducir estas tensiones residuales indeseables en los ejes de centro levantado de la técnica anterior, por ejemplo, 55 granallado o granallado con aguja del eje. Sin embargo, la adición de tales procesos de tratamiento tras la formación aumenta de manera no deseable el tiempo y el coste para producir un eje de centro levantado. Además, los tratamientos superficiales tales como los mencionados anteriormente no mejoran significativamente la resistencia estática del eje, la cual se ve disminuida severamente por las tensiones residuales de la formación en frío. 2 [0008] Otros procesos de formación de ejes de centro levantado de la técnica anterior incluyen la formación en caliente de la joroba. La formación en caliente reduce las tensiones residuales, pero requiere un gran grosor pared para mantener la capacidad de doblar el tubo central del eje para formar la joroba a la vez que se mantiene la integridad estructural. Por lo tanto, de nuevo es necesario un grosor de pared del tubo del eje de aproximadamente 19 mm (0,750 pulgadas). La formación en caliente también es típicamente más costosa que la formación en frío, en parte debido al tiempo adicional, la energía y los equipos asociados al calentamiento del eje para la formación. Como resultado, los ejes de centro levantado que se forman en caliente suelen ser más caros que los que se forman en frío, y todavía requieren un mayor grosor de pared, lo cual introduce un peso innecesario en el eje. [0009] Los grandes grosores de pared necesarios para los ejes de centro levantado formados de acuerdo con los 10 procesos de la técnica anterior no son deseables, ya que grandes grosores de pared aumentan la cantidad y por lo tanto el coste de la materia prima necesaria para el eje. Además, un grosor de pared grande aumenta el peso del eje, lo que contribuye de manera no deseable a reducir la carga útil del vehículo en el cual va incorporado el eje. [0010] WO91/17898 describe una viga de eje para sostener ruedas no accionadas y que en su parte central presenta una curva hacia abajo que proporciona un espacio para un eje de accionamiento. Puede ser tubular con un grosor de pared de aproximadamente 16 mm. Puede formarse por doblado en frío de un tubo recto en la forma descrita. [0011] US-A-3966260 describe un eje no accionado que comprende una sección de viga en la que por lo menos una parte ha sido deformada plásticamente para dejar tensiones residuales las cuales son por lo menos neutralizadas por las cargas operativas. El eje descrito es una viga en I maciza forjada en caliente en una configuración curva y después deformada plásticamente hasta la configuración final que tiene la tensión de tracción residual en la parte superior y tensión de compresión en la parte inferior. [0012] Por lo tanto, existe una necesidad en la técnica de un eje de centro levantado que supere los problemas de la técnica anterior mediante una formación económica, a la vez que se reduzcan las tensiones residuales indeseables y el grosor de pared, y se mantengan o se mejoren las propiedades físicas que presentan los ejes de centro levantado de la técnica anterior. También existe la necesidad en la técnica de un proceso para formar dicho eje de centro levantado de manera económica. La presente invención presenta dicho eje de centro levantado y un procedimiento para formar el mismo. [0013] Un objetivo de la presente invención es disponer un eje de centro levantado que sustituya un estado de tensiones residuales perjudicial en la parte de la joroba del eje por un estado de estrés residual beneficioso. 30 [0014] Otro objetivo de la presente invención... [Seguir leyendo]
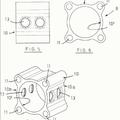
Reivindicaciones:
1. Procedimiento para la formación en frío de un eje de centro levantado (44) para un vehículo pesado, presentando dicho eje de centro levantado una joroba (40) que se extiende substancialmente hacia arriba cuando se encuentra en una posición de funcionamiento, comprendiendo dicho procedimiento las etapas de: disponer un eje sustancialmente recto (10); insertar dicho eje sustancialmente recto (10) en una prensa (20); sobre formar una joroba (40) en dicho eje en una primera dirección con dicha prensa (20) para producir una curvatura () en el eje, y formar el eje en una segunda dirección con la prensa para eliminar sustancialmente dicha curvatura en el eje e inducir tensiones de compresión residuales en una parte inferior (36) de dicha joroba (40). 10 2. Procedimiento según la reivindicación 1, caracterizado por el hecho de que dicha curvatura () es una curvatura positiva en un intervalo de aproximadamente 0,250 grados a cerca de 1.000 grados. 3. Procedimiento según la reivindicación 2, caracterizado por el hecho de que dicha curvatura positiva se encuentra en un intervalo de 0,375 a 0,500 grados. 4. Procedimiento según la reivindicación 1 o 2, caracterizado por el hecho de que dicha etapa de sobre formación de 15 una joroba en dicho eje en una primera dirección induce tensiones de tracción residuales en la parte inferior (36) de dicha joroba de dicho eje tras la recuperación elástica del eje, y dicha etapa de formación de dicho eje en la segunda dirección induce dichas tensiones de compresión residuales en la citada parte inferior (36) de dicha joroba (40) tras la recuperación elástica del eje. 5. Procedimiento según la reivindicación 1, caracterizado por el hecho de que la dirección de formación, en la citada 20 etapa de sobre formación de la joroba en dicho eje en una primera dirección, es substancialmente opuesta a la dirección de formación en la citada etapa de formación de dicho eje en una segunda dirección. 6. Procedimiento según la reivindicación 1, caracterizado por el hecho de que dicha etapa de sobre formación de una joroba (40) en dicho eje (10) incluye sujetar dicho eje en la citada prensa (20) con unos bloques laterales (28) y golpear el eje (10) con un punzón (26) conectado operativamente a una platina móvil (22) de dicha prensa (20). 25 7. Procedimiento según la reivindicación 1, caracterizado por el hecho de que dicha etapa de formación de dicho eje en una segunda dirección incluye golpear un par de bloques laterales superiores (42) y unas cuñas (43) que están en contacto con dicho eje. 8. Procedimiento según la reivindicación 1, caracterizado por el hecho de que dicho eje substancialmente recto (10) presenta un tubo central (12) con unos extremos (14) y un husillo respectivo (18) montado en cada extremo (14); 30 dicha prensa (20) tiene un punzón (26) que presenta una superficie inferior curvada (30) sujeta a una platina superior (22) y extendiéndose hacia abajo desde la misma en una línea central (C) de la prensa, unos bloques laterales inferiores (28) sujetos a una platina inferior (24) y extendiéndose hacia arriba desde la misma equidistante desde la línea central (C) y que presenta unas superficies superiores redondeadas; presentando el eje substancialmente recto (10) su centro (34) alineado con la línea central (C) de la prensa y quedando orientado horizontalmente con su parte inferior (36) hacia arriba en la prensa (20); quedando sujetos respectivos bloques laterales superiores (42) a los respectivos extremos (14) del tubo del eje (12) adyacente a los husillos (18) equidistantes desde la línea central (C); y en el que en dicha etapa de sobre formar la joroba, la platina superior (22) se mueve hacia abajo provocando que el punzón (26) golpee el tubo central (12) formando la joroba (40) con el sobre doblado del tubo central (12), los bloques laterales superiores (42) en los extremos del eje (14) haciendo contacto con la platina superior (22) para controlar el sobre doblado limitando de este modo el ángulo de curvatura () entre las líneas centrales longitudinales (Lc) de los husillos (18); el punzón (26) se retira y entonces el eje (10) experimenta una cierta recuperación elástica creándose tensiones de tracción residuales en la parte inferior (36) de la joroba (40); 45 se acoplan respectivas cuñas (43) a las partes superiores de los bloques laterales superiores (42), que presentan una altura (Sh) que permite que la platina superior (22) haga contacto con las superficies superiores de las cuñas (43) sin que el punzón (26) haga contacto con el eje; y en el que en dicha etapa de formación del eje en la segunda dirección, la platina superior (22) se mueve hacia abajo y golpea las cuñas (43) doblando los extremos del tubo (14) hacia abajo alrededor de los bloques laterales 7 inferiores (28) hacia la horizontal, reduciéndose la curvatura () a aproximadamente 0 grados con los husillos (18) paralelos, induciéndose dichas tensiones de compresión residuales en la parte inferior (36) de la joroba (40). 9. Procedimiento según cualquiera de las reivindicaciones 1 a 8, caracterizado por el hecho de que dicho eje presenta un grosor de pared aproximadamente de 12,7 mm a 15,9 mm (0,560 a 0,625 pulgadas). 5 10. Eje de centro levantado (44) para un vehículo pesado, formado de acuerdo con un proceso según cualquiera de las reivindicaciones 1 a 9. 11. Eje de centro levantado según la reivindicación 10, caracterizado por el hecho de que dicho eje presenta una deformación permanente en una prueba de carga estática de concentración vertical con una carga total de aproximadamente 307 a 358 kN (69.000 a 80.500 libras). 10 12. Eje de centro levantado según la reivindicación 11, caracterizado por el hecho de que dicho eje presenta una capacidad de carga de aproximadamente 102 kN (23.000 libras). 13. Eje de centro levantado según la reivindicación 10, caracterizado por el hecho de que dicho eje presenta rotura a fatiga en una prueba de fatiga de concentración vertical de aproximadamente 75.000 a aproximadamente 116.000 ciclos cuando se carga con aproximadamente 102 kN (23.000 libras) por husillo del eje. 15 14. Eje de centro levantado según la reivindicación 10, caracterizado por el hecho de que dicho eje presenta rotura a fatiga en una prueba de fatiga de concentración vertical a una media de aproximadamente 104.200 ciclos cuando se carga con 102 kN (23.000 libras) por husillo del eje. 8 9 11 12 13
Patentes similares o relacionadas:
Suspensión de eje para un eje de vehículo, del 29 de Abril de 2020, de BPW BERGISCHE ACHSEN KG: Suspensión de eje para un eje de vehículo guiado por eje directriz longitudinal, con un soporte que puede fijarse debajo del chasis de un vehículo a cada lado […]
Enlace parabólico, del 6 de Noviembre de 2019, de Schomäcker Federnwerk GmbH: Enlace parabólico con un ojete de enlace parabólico enrollado previsto en un extremo del enlace parabólico y con una zona del extremo del enlace […]
Montaje de un eje rígido sobre brazos de articulación, del 28 de Agosto de 2019, de Assali Stefen S.r.l: Conjunto de soporte (G) para un eje , que comprende medios de soporte de brazo para soportar dicho eje , dichos medios de soporte […]
Elevador de eje para vehículo, del 12 de Junio de 2019, de VM Trailer AB: Dispositivo para un vehículo con ruedas que comprende un elevador de eje para permitir la elevación opcional de pares de ruedas provistas de amortiguadores […]
Conjunto de válvula de control de altura para sistemas de eje/suspensión, del 21 de Marzo de 2019, de Hendrickson USA, L.L.C: Un conjunto de válvula de control de altura para un sistema de eje/suspensión de un vehículo, que comprende:
(a) una válvula de control de altura montada sobre […]
Conexión robusta de eje a viga, del 13 de Marzo de 2019, de Hendrickson USA, L.L.C: Una conexión de eje a viga para un conjunto de suspensión de un sistema de eje/suspensión que comprende:
(a) un eje , […]
Ballesta delantera, del 20 de Febrero de 2019, de VOLVO LASTVAGNAR AB: Una suspensión de vehículo que comprende un par de ballestas delanteras dispuestas para que se extiendan longitudinalmente en los lados […]
Dispositivo para limitar la suspensión de un eje expuesto a rebote de un vehículo y vehículo que comprende dicho dispositivo, del 25 de Septiembre de 2018, de IVECO MAGIRUS AG: Dispositivo de parada para limitar la suspensión de un eje expuesto a rebote en un vehículo, en el que dicho vehículo comprende también un chasis provisto de un par […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Montaje de un eje rígido sobre brazos de articulación, del 28 de Agosto de 2019, de Assali Stefen S.r.l: Conjunto de soporte (G) para un eje , que comprende medios de soporte de brazo para soportar dicho eje , dichos medios de soporte […]
Montaje de un eje rígido sobre brazos de articulación, del 28 de Agosto de 2019, de Assali Stefen S.r.l: Conjunto de soporte (G) para un eje , que comprende medios de soporte de brazo para soportar dicho eje , dichos medios de soporte […]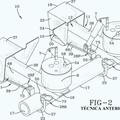 Conexión robusta de eje a viga, del 13 de Marzo de 2019, de Hendrickson USA, L.L.C: Una conexión de eje a viga para un conjunto de suspensión de un sistema de eje/suspensión que comprende:
(a) un eje , […]
Conexión robusta de eje a viga, del 13 de Marzo de 2019, de Hendrickson USA, L.L.C: Una conexión de eje a viga para un conjunto de suspensión de un sistema de eje/suspensión que comprende:
(a) un eje , […] Ballesta delantera, del 20 de Febrero de 2019, de VOLVO LASTVAGNAR AB: Una suspensión de vehículo que comprende un par de ballestas delanteras dispuestas para que se extiendan longitudinalmente en los lados […]
Ballesta delantera, del 20 de Febrero de 2019, de VOLVO LASTVAGNAR AB: Una suspensión de vehículo que comprende un par de ballestas delanteras dispuestas para que se extiendan longitudinalmente en los lados […]