DISPOSITIVO Y MÉTODO PARA LA FABRICACIÓN Y EL LLENADO DE BOLSAS.
Método para la fabricación y el llenado de bolsas con orificios de agarre (43) que se conforman de material tubular (4),
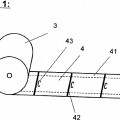
- en el que el material tubular (4) es desenrollado por un dispositivo de desenrollado (2, 3, 5) y es alimentado a un dispositivo para la fabricación de bolsas (1), - en el que el material tubular (4) desenrollado o las bolsas (27) se proveen con orificios de agarre (43) en el dispositivo para la fabricación de bolsas (1), - en el que del material tubular se separa una pieza tubular y, al mismo tiempo, se provee con orificios de agarre, caracterizado porque el material tubular (4) desenrollado o las piezas tubulares (18) se proveen con orificios de agarre (43) en el dispositivo para la fabricación de bolsas (1), antes de que las piezas tubulares (18) sean llenadas, en donde se separa la pieza tubular (18), que en el ciclo de trabajo precedente se provee con soldaduras transversales y orificios de agarre (43)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05015305.
Solicitante: WINDMOLLER & HOLSCHER KG.
Nacionalidad solicitante: Alemania.
Dirección: MUNSTERSTRASSE 50 49525 LENGERICH ALEMANIA.
Inventor/es: VOSS, HANS-LUDWIG, GROSSE-HEITMEYER,RUDIGER.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Julio de 2005.
Clasificación Internacional de Patentes:
- B65B61/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › Formación de aberturas de suspensión en los paquetes.
- B65B9/13 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › siendo suministradas las bandas tubulares preformadas en forma aplanada.
Clasificación PCT:
PDF original: ES-2357602_T3.pdf
Fragmento de la descripción:
La presente invención hace referencia a un método y a un dispositivo para la fabricación y el llenado de bolsas, de acuerdo con las reivindicaciones 1 y 13.
Las bolsas se fabrican, entre otros, mediante las denominadas “máquinas formadoras, llenadoras y selladoras” 5 (a continuación, máquinas FFS (Form-, Fill- and Seal)).
Dichas máquinas que se muestran, entre otros, en las declaraciones de patentes DE 199 33 486, EP 534 062, DE 44 23 964, DE 199 20478 y DE 199 36 660, disponen de dispositivos de desenrollado en los que se almacenan tubos. Desde dichos dispositivos de desenrollado, se desenrolla el tubo y se separa en piezas tubulares. En otros ciclos de trabajo, generalmente, se forman bases para el tubo, se llena la bolsa formada con producto de llenado y se cierra. 10 La manera de formar y llenar bolsas, que se muestra en las declaraciones de patentes mencionadas, es parte del contenido de la revelación de la presente declaración de patente. Lo mismo tiene validez para las medidas de dichas declaraciones de patentes en relación con el concepto de las “máquinas formadoras, llenadoras y selladoras” (FFS), así como para el transporte de las láminas tubulares, las secciones de láminas y las bolsas hacia dichas máquinas. Generalmente, mediante dichas máquinas se realiza el llenado con producto a granel. 15
Por lo general, para el procesamiento en las máquinas FFS, se forman láminas tubulares mediante extrusión de láminas sopladas, cuyo formato (aquí su circunferencia) coincide con el de las bolsas formadas. Sin embargo, dicha manera de proceder conduce a que ya en las instalaciones de extrusión, con frecuencia, se deban realizar cambios de formato costosos para poder realizar diferentes formatos de bolsas. Para acondicionar un cambio de formato más económico, se fabrican con frecuencia formatos grandes en instalaciones, en primer lugar, láminas continuas muy 20 anchas mediante extrusión de láminas planas o mediante extrusión de láminas sopladas. Las láminas tubulares formadas o las láminas continuas de formato de grandes dimensiones, se han procesado después obteniendo láminas planas continuas, mediante el corte adaptado al formato. En vista de ello, las láminas continuas depositadas de forma plana se pliegan como un tubo y se unen, como un tubo, mediante una costura de soldadura longitudinal. A los métodos de fabricación descritos para láminas tubulares, se le agregan dispositivos de enrollado, que enrollan en rollos las 25 láminas después de su fabricación o después de otras etapas del procesamiento (por ejemplo, la impresión), de manera que después se puedan transportar fácilmente.
Las bolsas fabricadas de dichas láminas se llenan con diferentes productos. Entre dichos productos, que se utilizan para el llenado en las bolsas descritas y con las máquinas FFS descritas, se encuentran también los productos de la industria de productos de consumo. Las bolsas rellenadas con productos de consumo se distribuyen 30 frecuentemente en el comercio al por menor y, por lo tanto, son generalmente de mejor calidad. Para un transporte más simple para los consumidores finales, se proveen frecuentemente orificios de agarre en las bolsas. Esta clase de orificios de agarre se incorporan en las láminas tubulares, en los métodos de fabricación conocidos, antes de que dichas láminas se enrollen en rollos.
De todas maneras, resulta una desventaja el hecho de que la longitud de las bolsas posteriores ya se deba 35 conocer en la incorporación de los orificios de agarre, también en el caso en que las láminas se procesen como bolsas mucho más tarde. Esto conduce a un almacenamiento más costoso, puesto que se deben almacenar las láminas para diferentes formatos de bolsas. Además, resulta una desventaja que los orificios de agarre se deban incorporar en las láminas, que se elaboran, se procesan posteriormente (por ejemplo, impresión) o se enrollan en un proceso continuo. Esta clase de dispositivos de fabricación, de procesamiento posterior y de enrollado, que se acondicionan con medios 40 para la incorporación de orificios de agarre, requieren de insumos mecánicos y, por lo tanto, son costosos. De la declaración de patente GB 1 455 570 se conocen un método y un dispositivo con los cuales se pueden realizar también orificios de agarre en bolsas ya separadas, o de la declaración de patente GB 1 455 570 se conocen un método y un dispositivo de acuerdo con el concepto general de las reivindicaciones 1, 13, con los cuales también se pueden realizar orificios de agarre en bolsas ya separadas o sobres. Además, el material tubular es desenrollado por un dispositivo de 45 desenrollado, y el material tubular desenrollado o las bolsas son alimentadas con orificios de agarre a un dispositivo para la fabricación de bolsas. Además, los orificios de agarre se incorporan en parte en el material tubular, mientras que la bolsa posterior, aunque ya rellenada, se separa del material tubular.
De la patente EP 1 612 149 se conocen un método y un dispositivo de acuerdo con el concepto general de las reivindicaciones 1 ó 13. Dicho documento se encuentra bajo el artículo 54(3) CPE. 50
También esta manera de proceder resulta complicada. Dicho método no se puede utilizar particularmente en una máquina FFS conocida, en las que se deben fabricar, en una secuencia rápida, bolsas rellenas con producto a granel.
Por lo tanto, es objeto de la presente invención recomendar un método y un dispositivo con los que se puedan fabricar bolsas con orificios de agarre de manera económica y con una alta velocidad. 55
Conforme a la presente invención, este objeto se resuelve mediante un método con las características de la parte que expresa el criterio de la reivindicación 1, y mediante un dispositivo con las características del criterio de la reivindicación 13.
A continuación, se prevé que el material tubular desenrollado esté provisto de orificios de agarre, antes de que las piezas tubulares sean llenadas, en donde se separa la pieza tubular, que en el ciclo de trabajo precedente se provee 5 con soldaduras transversales y orificios de agarre.
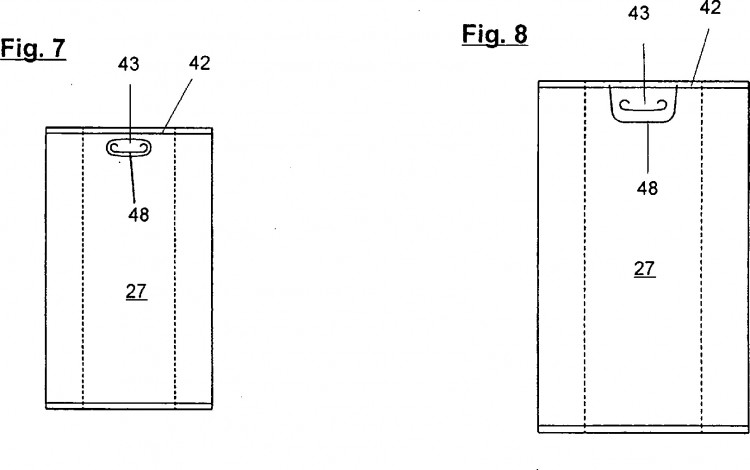
Además, los orificios de agarre se pueden formar mediante un corte con extracción o un punzonado del material de la lámina tubular. Sin embargo, se pueden realizar cortes simples en las láminas, de manera tal que se formen orejas que se unen firmemente con el material restante. De esta manera, se establecen los orificios de agarre y se forman completamente cuando las orejas se pliegan, por ejemplo, mediante la primera recogida a través de los 10 orificios de agarre.
En el método conforme a la presente invención, se incorporan los orificios de agarre inmediatamente antes de la fabricación de bolsas o de piezas tubulares a partir de la lámina tubular. Para la fabricación de bolsas o piezas tubulares, la lámina se debe transportar en forma de ciclos, es decir, de manera discontinua. Por lo tanto, resulta una ventaja particular realizar también los orificios de agarre. 15
Para transformar el material tubular en bolsas, resulta ventajoso cerrar un extremo de la bolsa mediante una o una pluralidad de soldaduras transversales a través del ancho completo de la lámina. Las soldaduras transversales se pueden conformar, de manera particularmente simple, en el material que aún es tubular, puesto que dicho material aún se puede tomar de diferentes lugares mediante pinzas o tenazas, o medios de sujeción similares.
En una forma de ejecución del dispositivo, el cual no presenta las características conforme a la presente 20 invención, se pueden realizar los orificios de agarre aún antes de la creación de las costuras de soldadura transversales. Además, el material tubular se puede proveer de soldaduras diagonales, antes o después de la formación de los orificios de agarre, y dichas soldaduras forman en las bolsas posteriores las denominadas soldaduras angulares que incrementan la estabilidad de las bolsas.
En un perfeccionamiento ventajoso de la presente invención, se prevé que las bolsas también sean llenadas en 25 el dispositivo para la fabricación de bolsas. Una pieza tubular, que se retiene mediante medios de sujeción para la creación de costuras de soldadura transversales y orificios de agarre, puede ser suministrada a un dispositivo de llenado mediante dichos medios de sujeción u otros. De esta manera, se suprime el depósito, el almacenamiento y la recogida de las piezas tubulares que requieren de mucho tiempo. Del transporte a través del dispositivo para la fabricación de bolsas, se encargan, de manera ventajosa,... [Seguir leyendo]
Reivindicaciones:
1. Método para la fabricación y el llenado de bolsas con orificios de agarre (43) que se conforman de material tubular (4),
- en el que el material tubular (4) es desenrollado por un dispositivo de desenrollado (2, 3, 5) y es alimentado a un dispositivo para la fabricación de bolsas (1), 5
- en el que el material tubular (4) desenrollado o las bolsas (27) se proveen con orificios de agarre (43) en el dispositivo para la fabricación de bolsas (1),
- en el que del material tubular se separa una pieza tubular y, al mismo tiempo, se provee con orificios de agarre,
caracterizado porque el material tubular (4) desenrollado o las piezas tubulares (18) se proveen con orificios de agarre 10 (43) en el dispositivo para la fabricación de bolsas (1), antes de que las piezas tubulares (18) sean llenadas, en donde se separa la pieza tubular (18), que en el ciclo de trabajo precedente se provee con soldaduras transversales y orificios de agarre (43).
2. Método de acuerdo con la reivindicación 1, caracterizado porque la fabricación de bolsas en el dispositivo para la fabricación de bolsas (1) se realiza en tanto que un extremo de la bolsa se conforma mediante soldaduras 15 transversales (42, 45) en el material tubular (4).
3. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la fabricación de bolsas en el dispositivo para la fabricación de bolsas (1) se realiza mediante la separación del material tubular (4) en piezas tubulares (18), después de que el material tubular (4) se haya provisto de orificios de agarre (43).
4. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado porque también el llenado 20 de las bolsas (27) se realiza en el dispositivo para la fabricación de bolsas (1).
5. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado porque las piezas tubulares (18) o bolsas (27), al menos, durante una parte de su recorrido en el dispositivo para la fabricación de bolsas (1), se transportan mediante pinzas (17, 19, 25).
6. Método de acuerdo con la reivindicación precedente, caracterizado porque las pinzas (17,19,25) sujetan de 25 forma envolvente las piezas tubulares (18) o las bolsas (27) en la zona de sus bordes exteriores (31), en donde la pieza tubular (18) o la bolsa (27) se encuentra suspendida hacia abajo.
7. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado porque las piezas tubulares (18) o bolsas (27) se transportan horizontalmente, al menos, durante la mitad del recorrido.
8. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el material tubular 30 (4) se provee con orificios de agarre (43), en el dispositivo para la fabricación de bolsas (1), durante las fases de detención del transporte discontinuo.
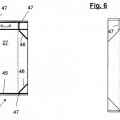
9. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el material tubular (4) se provee con soldaduras diagonales (46).
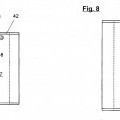
10. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el material tubular 35 (4) se provee con soldaduras de contorno (48), en donde se forman curvas cerradas (48) que rodean los orificios de agarre (43).
11. Método de acuerdo con una de las reivindicaciones 2 a 8, caracterizado porque el material tubular (4) se provee, dentro de un ciclo de trabajo, al menos, con soldaduras transversales (42) y orificios de agarre (43).
12. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado porque como material 40 tubular (4) se utiliza un tubo con plegado lateral.
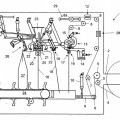
13. Dispositivo (1) para la fabricación y el llenado de bolsas (27) con orificios de agarre (43) que se pueden fabricar con material tubular (4),
- con un dispositivo de desenrollado (2, 3, 5), desde el cual se suministra al dispositivo el material (4) del que se componen las bolsas (27), en forma de material tubular (4), 45
- con medios (37) para la separación de una pieza tubular del material tubular, que para la separación dichos medios se pueden desplazar relativamente hacia el material tubular, y
- con medios (34, 35, 36) para proveer de orificios de agarre (43) al material tubular (4) o a las bolsas (27), que se pueden desplazar simultáneamente con los medios para la separación de la pieza tubular,
- con una estación de llenado, en la que se puede llenar la pieza tubular,
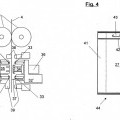
caracterizado porque los medios (34, 35, 36) para proveer de orificios de agarre al material tubular (4) se anteponen a la estación de llenado, en donde se provee, al menos, un portaherramientas (32, 32') que porta, al menos, los medios (34, 35, 36) para proveer de orificios de agarre (43) al material tubular (4) o a las bolsas (27), y que dicho portaherramientas (32, 32') se puede desplazar en dirección al material tubular (4), acercándose y alejándose de dicho 5 material, en donde el portaherramientas (32, 32') soporta adicionalmente medios de soldadura (33) para la producción de costuras de soldadura transversales (42) y medios de corte (37) para la separación del material tubular (4) en piezas tubulares (18).
14. Dispositivo (1) de acuerdo con la reivindicación precedente, caracterizado porque los medios (34, 35, 36) para proveer de orificios de agarre (43) al material tubular (4) o a las bolsas (27), presentan una cuchilla de contorno 10 (34).
15. Dispositivo de acuerdo con la reivindicación precedente, caracterizado porque el contorno de la cuchilla de contorno (34) describe una curva abierta.
“Siguen 5 páginas de dibujos”
Patentes similares o relacionadas:
Máquina de recubrimiento con dispositivo de almacenamiento de película, del 1 de Enero de 2020, de MESSERSI' PACKAGING S.R.L.: Una máquina de recubrimiento que comprende un almacén para alimentar una tira de película para enrollarla en un paquete que está dispuesto […]
 Procedimiento para el funcionamiento de una máquina de bolsas tubulares para la fabricación de bolsas con una soldadura transversal de fondo y una soldadura transversal de cabeza distinta a esta, del 25 de Septiembre de 2019, de Rovema GmbH: Procedimiento para el funcionamiento de una máquina de bolsas tubulares con un dispositivo de sellado transversal accionable biaxialmente para […]
Procedimiento para el funcionamiento de una máquina de bolsas tubulares para la fabricación de bolsas con una soldadura transversal de fondo y una soldadura transversal de cabeza distinta a esta, del 25 de Septiembre de 2019, de Rovema GmbH: Procedimiento para el funcionamiento de una máquina de bolsas tubulares con un dispositivo de sellado transversal accionable biaxialmente para […]
DISPOSITIVO PARA LA COLOCACIÓN DE CUBIERTAS PROTECTORAS SOBRE PRODUCTOS PALETIZADOS, del 4 de Junio de 2019, de CONTROLPACK SYSTEMS, S.L: Dispositivo para la colocación de cubiertas protectoras sobre productos paletizados; que comprende: una carcasa-bastidor , un dispensador […]
Máquina encapuchadora con estructura mejorada, del 15 de Mayo de 2019, de MESSERSI' PACKAGING S.R.L.: Máquina encapuchadora que comprende un sistema para formar una capucha a partir de un tubo de película que está en un estado plegado aplanado […]
 Una máquina para el embalaje de palés, del 31 de Octubre de 2018, de Officina Bocedi S.R.L: Una máquina para el embalaje de palés (P) por medio de una funda de película estirable, que comprende: un bastidor principal, que comprende dos pares de montantes (1b) y […]
Una máquina para el embalaje de palés, del 31 de Octubre de 2018, de Officina Bocedi S.R.L: Una máquina para el embalaje de palés (P) por medio de una funda de película estirable, que comprende: un bastidor principal, que comprende dos pares de montantes (1b) y […]
Procedimiento para fabricar una unidad de envasado sin palés y unidad de envasado fabricada según el procedimiento, del 25 de Abril de 2018, de Maschinenfabrik Möllers GmbH (100.0%): Procedimiento para fabricar una unidad de envasado sin palés, que comprende varios objetos de envasado apilados hasta formar una […]
Dispositivo para envolver una pila de productos con una cubierta de tubo flexible y procedimiento para cambiar la reserva de tubo flexible en un dispositivo correspondiente, del 14 de Febrero de 2018, de Maschinenfabrik Möllers GmbH (100.0%): Dispositivo para envolver una pila de productos sueltos formada por una pluralidad de piezas de productos sueltos dispuestas unas sobre otras con una […]
Paquete para provisiones, del 20 de Diciembre de 2017, de Heynen Systems B.V: Uso de un paquete para provisiones de una cantidad de material de punto tubular circular elástico y tricotado, constituido por un paquete […]