DISPOSICIÓN PARA RECUBRIR PIEZAS DE TRABAJO.
Disposición para recubrir piezas (92) de trabajo con una cabina de lacado,
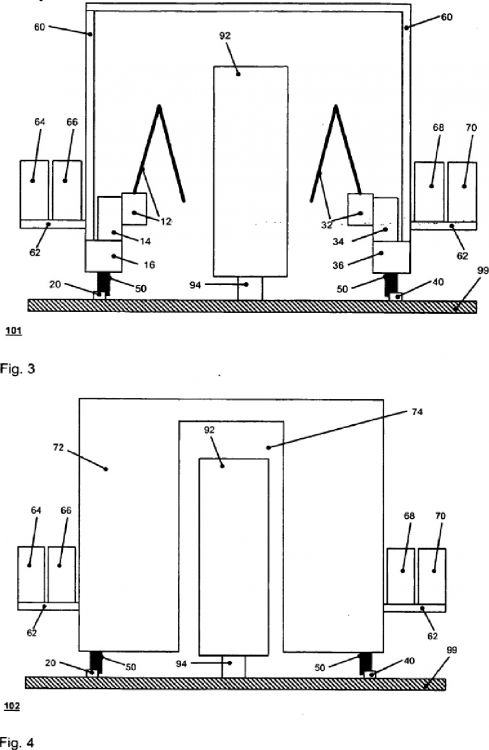
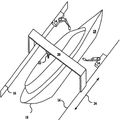
que presenta dos aberturas (74) similares a un bastidor opuestas entre sí, entre las que se prevé una zona de trabajo, y está soportada en al menos dos chasis (16, 18, 26, 38) dispuestos de manera paralela uno con respecto al otro y que puede moverse de manera conjunta con ellos, así como con al menos un dispositivo de lacado para recubrir las piezas (92) de trabajo, caracterizada porque el dispositivo de lacado está formado por al menos dos robots (12, 32) de lacado, que están dispuestos en ambos lados de la zona de trabajo, porque los robots (12, 32) de lacado están dispuestos en una guía (14, 34) de desplazamiento y en ésta pueden moverse a lo largo de una dirección (90) de desplazamiento, estando soportada la guía (14, 34) de desplazamiento por su parte en al menos un chasis (16, 18, 26, 38) y puede moverse con respecto a un punto de referencia estacionario de manera paralela a una superficie (99) de trabajo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09001280.
Solicitante: ABB AG.
Nacionalidad solicitante: Alemania.
Dirección: KALLSTADTER STRASSE 1 68309 MANNHEIM ALEMANIA.
Inventor/es: BORNER,GUNTER,DR.-ING, FROHLICH,GERHARD,DIPL.-ING, KROLL,THOMAS,DIPL.-ING, WINTER,JOHN.
Fecha de Publicación: .
Fecha Solicitud PCT: 30 de Enero de 2009.
Clasificación Internacional de Patentes:
- B05B13/04D
- B05B15/12D
Clasificación PCT:
- B05B13/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05B APARATOS DE PULVERIZACION; APARATOS DE ATOMIZACION; TOBERAS O BOQUILLAS (mezcladores de pulverización con toberas B01F 5/20; procedimientos para aplicar líquidos u otros materiales fluidos a superficies por pulverización B05D). › B05B 13/00 Máquinas o instalaciones para aplicar líquidos u otras materias fluidas sobre la superficie de objetos o de materiales por pulverización, no cubiertas por los grupos B05B 1/00 - B05B 11/00 (procedimientos para aplicar líquidos u otras materias fluidas a las superficies en general B05D; medios para suministrar o refluir un líquido u otro material fluido con este fin, ver el apropiado de entre los grupos B05B 1/00 - B05B 12/00). › las cabezas de pulverización se desplazan en el curso de la operación.
- B05B15/12
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Disposición para recubrir piezas de trabajo.
La invención se refiere a una disposición para recubrir piezas de trabajo según el preámbulo de la reivindicación 1, así como a un procedimiento para recubrir una pieza de trabajo según el preámbulo de la reivindicación 8. 5
Se conoce en general que para recubrir piezas de trabajo, especialmente con pintura o lacas, se emplean los denominados dispositivos de lacado. Dispositivos de lacado adecuados son por ejemplo robots de lacado que están dotados de un difusor de laca. Además se considera como dispositivo de lacado por ejemplo también varios difusores de laca dispuestos en forma de un bastidor de manera inmóvil uno frente al otro, bastidor mediante el cual puede moverse un objeto que va a lacarse. 10
Un robot de lacado conduce el difusor de laca durante el proceso de recubrimiento según el programa a lo largo de un trayecto de movimiento predeterminado a una velocidad predeterminada alrededor de la pieza que va a recubrirse, predeterminándose parámetros de difusor correspondientes al difusor de laca de manera habitual para distintas secciones de la trayectoria de movimiento.
Habitualmente se dispone un robot de lacado de seis grados de libertad de movimiento y está limitado en su 15 zona de trabajo en aproximadamente una zona de desde 2 m hasta 3 m por su base. Con un robot de este tipo pueden lacarse por ejemplo piezas de trabajo pequeñas tales como elemento parachoques de carrocerías de automóviles sin un movimiento relativo de la base del robot con respecto a la pieza de trabajo.
Para el lacado de piezas de trabajo más grandes, tales como por ejemplo carrocerías de automóviles es habitual dotar un robot de este tipo de un séptimo grado de libertad del movimiento fijándose éste a una guía de 20 desplazamiento asignada al mismo, teniéndose en cuenta en la mayoría de los casos los siete grados de libertad de movimiento de manera completa en el caso de control del robot. Un robot de este tipo puede desplazarse hasta el momento a lo largo de su guía de desplazamiento, que presenta en el campo del automóvil normalmente una longitud de desde 4 m hasta 10 m, a lo largo del objeto que va a lacarse.
En particular en el caso de piezas alargadas se obtiene como resultado una correspondiente longitud de 25 una guía de desplazamiento de un robot o un dispositivo de lacado.
En caso de recubrimiento de piezas alargadas, tales como por ejemplo palas de la hélice de turbinas eólicas, debe impedirse en lo posible el movimiento de desplazamiento de la pieza de trabajo muy larga durante el proceso de recubrimiento para impedir de manera segura por lo demás fallos de lacado que se producen. En el proceso de acabado, la pala de la hélice se fija por un lado al reborde de la hélice concretamente en la mayoría de 30 los casos en posición horizontal, de modo que cualquier clase de movimiento de desplazamiento de la pala de la hélice traslada éste en oscilaciones, por ejemplo con una amplitud superior a +/- 250 mm al extremo libre no sujeto, lo que hace casi imposible un proceso de recubrimiento.
Son desfavorables en una longitud grande de una guía de desplazamiento de un dispositivo de lacado de por ejemplo 40 m tanto el alto gasto técnico para la construcción de una cabina de lacado larga de manera 35 correspondiente con guía de desplazamiento como el gasto que resulta de la longitud de la cabina para su aireación. En caso de una velocidad de corriente descendente generalmente habitual de 0,3 m/s y una forma en planta de la cabina de lacado de 50 m x 6 m se obtiene como resultado por ejemplo una demanda de aproximadamente 320000 m3 de aire por hora que para ello también debe filtrarse y acondicionarse.
El documento GB 706 600 da a conocer una disposición según el tipo para recubrir piezas de trabajo. 40
El documento EP 1 506 819 da a conocer un dispositivo para recubrir piezas de trabajo.
Partiendo de este estado de la técnica es objetivo de la invención especificar una disposición de la técnica mencionada anteriormente que permite el recubrimiento de manera lo más fácil posible también de piezas de trabajo alargadas sin pérdida de calidad.
Además es objetivo de la invención especificar para ello un procedimiento de recubrimiento 45 correspondiente.
Este objetivo se soluciona mediante las características de la reivindicación 1.
Por consiguiente es completamente suficiente una longitud de la guía de desplazamiento que puede moverse de desde 5 m hasta 10 m también en caso de piezas de trabajo muy largas que van a lacarse con por ejemplo de 20 m a por encima de 70 m de longitud. Simultáneamente, el robot de lacado presenta a lo largo de la 50 guía de desplazamiento una muy buena accesibilidad de una pieza de trabajo que se encuentra paralela con respecto a la guía de desplazamiento de modo que ésta puede recubrirse completamente.
Como consecuencia de la capacidad de movimiento proporcionada según la invención de la guía de desplazamiento por su parte puede ésta tomar junto con el dispositivo de lacado distintas posiciones de trabajo con respecto a la pieza de trabajo que va a recubrirse, de modo que pueden recubrirse piezas de trabajo de una longitud 55 deseada que por ejemplo es claramente mayor que la longitud de la guía de desplazamiento.
Por consiguiente, de manera ventajosa se reduce de manera drástica el alto gasto de acabado que se produce desde entonces en el recubrimiento con guía de desplazamiento estacionaria y simultáneamente se mejora considerablemente la calidad de acabado.
Según una configuración preferida de la disposición según la invención, la guía de desplazamiento está unida con al menos un chasis que permite un movimiento de desplazamiento uniforme de la guía de desplazamiento. Mediante esta construcción modular de la disposición se reduce esencialmente de manera favorable el gasto de construcción para la realización de la capacidad de movimiento de la guía de desplazamiento. 5
Según una variante adicional de la disposición según la invención, el chasis presenta al menos dos ejes dispuestos de manera paralela uno con respecto al otro que están dotados respectivamente al menos de una rueda conducida en guías. Mediante el uso de ruedas, se proporciona una capacidad de movimiento especialmente sin rozamiento del chasis. La conducción de las ruedas del chasis por medio de una guía predetermina el trayecto de desplazamiento de la guía de desplazamiento por su parte, que transcurre incluso preferiblemente de manera 10 paralela con respecto al trayecto de movimiento del robot de lacado en la guía de desplazamiento.
De esta manera puede compensarse de manera ventajosa la limitación de la libertad de movimiento del robot de lacado debido a una guía de desplazamiento más corta mediante un movimiento sencillo de la guía de desplazamiento incluso en la misma dirección.
Según una forma de configuración especialmente preferida adicional de la disposición están dispuestas 15 guías de desplazamiento de manera paralela una con respecto a la otra y están acopladas de manera fija entre sí en una distancia estable una con respecto a la otra.
Preferiblemente, el acoplamiento de manera fija de las guías de desplazamiento tiene lugar de modo que el agente de acoplamiento, por ejemplo un travesaño, en caso de cambio de una posición de trabajo del dispositivo no colisiona con un alojamiento eventual de la pieza de trabajo, por ejemplo un soporte que elimina la carga de la pieza 20 de trabajo hacia abajo.
Un acoplamiento fijo de las guías de desplazamiento reduce además el gasto para pasar la disposición hacia otra posición de trabajo.
En caso de disposición paralela de dos guías de desplazamiento preferiblemente opuestas, sobre las que están dispuestas de manera móvil respectivos dispositivos de lacado, se permite un lacado de ambos lados de una 25 pieza de trabajo.
Según una forma de realización alternativa puede moverse un chasis que soporta la guía de desplazamiento por medio de un accionamiento. Debido a esto se simplifica además un cambio de la posición de trabajo de una disposición según la invención.
Una cabina de lacado según la invención está dotada en general de una pared protectora y dado el caso de 30 una cubierta que encierra completamente el dispositivo de lacado y su zona de trabajo.
Esta pared protectora está dotada preferiblemente en sus...
Reivindicaciones:
1. Disposición para recubrir piezas (92) de trabajo con una cabina de lacado, que presenta dos aberturas (74) similares a un bastidor opuestas entre sí, entre las que se prevé una zona de trabajo, y está soportada en al menos dos chasis (16, 18, 26, 38) dispuestos de manera paralela uno con respecto al otro y que puede moverse de manera conjunta con ellos, así como con al menos un dispositivo de lacado para recubrir las piezas (92) de trabajo, 5 caracterizada porque el dispositivo de lacado está formado por al menos dos robots (12, 32) de lacado, que están dispuestos en ambos lados de la zona de trabajo, porque los robots (12, 32) de lacado están dispuestos en una guía (14, 34) de desplazamiento y en ésta pueden moverse a lo largo de una dirección (90) de desplazamiento, estando soportada la guía (14, 34) de desplazamiento por su parte en al menos un chasis (16, 18, 26, 38) y puede moverse con respecto a un punto de referencia estacionario de manera paralela a una superficie (99) de trabajo. 10
2. Disposición según la reivindicación 1, caracterizada porque la guía (14, 34) de desplazamiento está unida con al menos un chasis (16, 18, 26, 38), que permite un movimiento de desplazamiento de la guía (14, 34) de desplazamiento.
3. Disposición según la reivindicación 2, caracterizada porque el chasis (16, 18, 26, 38) presenta al menos dos ejes dispuestos de manera paralela uno con respecto al otro, que están dotados respectivamente en al menos un 15 extremo de ruedas (50) conducidas en guías (20, 40).
4. Disposición según una de las reivindicaciones anteriores, caracterizada porque las guías (14, 34) de desplazamiento están dispuestas de manera paralela una con respecto a la otra y están acopladas entre sí de manera fija.
5. Disposición según una de las reivindicaciones anteriores, caracterizada porque el chasis (16, 18, 26, 38) 20 que soporta a la guía (14, 34) de desplazamiento puede moverse por medio de un accionamiento.
6. Disposición según una de las reivindicaciones anteriores, caracterizada porque la cabina de lacado está dotada de un dispositivo para la alimentación y/o descarga y/o purificación del aire.
7. Disposición según una de las reivindicaciones anteriores, caracterizada porque la cabina de lacado está dotada de recipientes para medios (64, 66, 68, 70) líquidos, por ejemplo depósitos y/o recipientes colectores para 25 laca y/o disolvente.
8. Procedimiento para recubrir una pieza de trabajo en una cabina de lacado según una de las reivindicaciones anteriores, en el que la pieza (92) de trabajo es más larga que la zona de trabajo limitada por la cabina de lacado, en el que el recubrimiento de la pieza (92) de trabajo tiene lugar de manera secuencial y para ello se divide la pieza (92) de trabajo en varias secciones que se limitan entre sí de manera axial, en el que además la 30 cabina de lacado para recubrir una sección correspondiente se desplaza en una posición, en la que la sección de la pieza (92) de trabajo prevista para el recubrimiento está dispuesta en la zona de trabajo y por consiguiente está rodeada por la cabina de lacado y puede recubrirse por medio del dispositivo (12, 32) de lacado, caracterizado porque durante el proceso de recubrimiento de una sección se fijan uno contra otro la cabina de lacado y la pieza (92) de trabajo. 35
9. Procedimiento según la reivindicación 8, caracterizado porque están presentes cualquier cantidad de secciones y cualquier cantidad de posiciones y durante el proceso de recubrimiento de varias secciones se desplaza la cabina de lacado casi continuamente.
10. Procedimiento según una de las reivindicaciones 8 ó 9, caracterizado porque el movimiento de desplazamiento de la cabina de lacado se predetermina por un sistema de control de robot. 40
11. Procedimiento según una de las reivindicaciones 9 a 10, caracterizado porque el movimiento de desplazamiento de la cabina de lacado se determina mediante una superficie de la pieza de trabajo que va a lacarse en una sección que va a lacarse.
Patentes similares o relacionadas:
 APARATO CONTROLADO POR ORDENADOR PARA EL ACABADO DE SUPERFÍCIES DE EMBARCACIONES MARÍTIMAS, del 12 de Enero de 2011, de VISIONS EAST, INC.: Un aparato controlado por ordenador para el acabado de superficies de embarcaciones y para pintar las superficies del casco y de la superestructura […]
APARATO CONTROLADO POR ORDENADOR PARA EL ACABADO DE SUPERFÍCIES DE EMBARCACIONES MARÍTIMAS, del 12 de Enero de 2011, de VISIONS EAST, INC.: Un aparato controlado por ordenador para el acabado de superficies de embarcaciones y para pintar las superficies del casco y de la superestructura […]
 PROCEDIMIENTO Y APARATO CONTROLADO POR ORDENADOR PARA ALISAR FORMAS Y PINTAR SUPERFICIES DE EMBARCACIONES MARINAS, del 1 de Diciembre de 2007, de VISIONS EAST, INC.: Un método realizado por ordenador para el carenado y pintado del casco y/o superestructura de un buque marino, utilizando un sistema robotizado […]
PROCEDIMIENTO Y APARATO CONTROLADO POR ORDENADOR PARA ALISAR FORMAS Y PINTAR SUPERFICIES DE EMBARCACIONES MARINAS, del 1 de Diciembre de 2007, de VISIONS EAST, INC.: Un método realizado por ordenador para el carenado y pintado del casco y/o superestructura de un buque marino, utilizando un sistema robotizado […]
 SISTEMA DE CONFINAMIENTO PARA AGENTES TÓXICOS QUE SE DERIVAN DE PROCESOS DE BARNIZADO, APLICACIÓN DE RESINAS Y PROCESOS SIMILARES, CONSTITUIDO POR UN TÚNEL EXTENSIBLE DOTADO DE UN SISTEMA DE ASPIRACIÓN Y DE FILTRADO, del 21 de Febrero de 2011, de HPM DIVISIONE NAUTICA S.R.L: Sistema de confinamiento de agentes tóxicos que comprende una pared de aspiración , capaz de generar un flujo de aire y una cubierta extensible adaptada […]
SISTEMA DE CONFINAMIENTO PARA AGENTES TÓXICOS QUE SE DERIVAN DE PROCESOS DE BARNIZADO, APLICACIÓN DE RESINAS Y PROCESOS SIMILARES, CONSTITUIDO POR UN TÚNEL EXTENSIBLE DOTADO DE UN SISTEMA DE ASPIRACIÓN Y DE FILTRADO, del 21 de Febrero de 2011, de HPM DIVISIONE NAUTICA S.R.L: Sistema de confinamiento de agentes tóxicos que comprende una pared de aspiración , capaz de generar un flujo de aire y una cubierta extensible adaptada […]
Instalación de revestimiento y procedimiento de funcionamiento correspondiente, del 17 de Mayo de 2017, de Dürr Systems AG: Instalación de revestimiento para el revestimiento de componentes, en particular para pintar componentes de aeroplano, con a) una primera […]
Instalación de pintura para la pintura de objetos a ser pintados, del 15 de Febrero de 2017, de Dürr Systems AG: Instalación de pintura para el pintura de objetos a ser pintados en forma de carrocerías de vehículos y/o de partes de carrocerías de vehículo, que comprende: […]
Disposición de electrodos para un pulverizador electrostático, del 21 de Diciembre de 2016, de Dürr Systems AG: Disposición de electrodos para un pulverizador electrostático, en particular para un pulverizador giratorio, y para la carga externa de agente […]
Dispositivo, procedimiento y sistema para recibir y/o descargar un producto residual, del 30 de Noviembre de 2016, de Dürr Systems AG: Dispositivo para recibir y/o descargar un producto residual (E) de procesos de limpieza y/o de enjuagado de un aparato de aplicación (AG), con un dispositivo de separación […]
Procedimiento de metalización de una superficie de una pieza para vehículo automóvil, del 12 de Octubre de 2016, de COMPAGNIE PLASTIC OMNIUM: Procedimiento de metalización de una superficie de una pieza para vehículo automóvil, siendo la metalización no electrolítica, poniéndose el procedimiento […]