CUERPO HUECO DE PLÁSTICO.
Cuerpo hueco de plástico con por lo menos una pieza incorporada o adosada (1) que durante la fabricación del cuerpo hueco se unió con este,
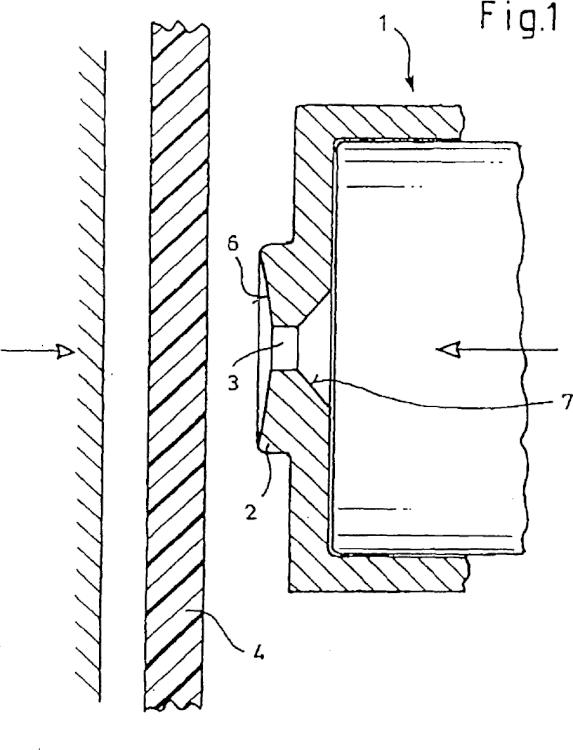
estando el cuerpo hueco y la pieza incorporada o adosada (1) unidos entre sí con un acoplamiento positivo, de tal modo que la pieza incorporada o adosada (1) presenta en la zona de una superficie de contacto (6) con la pared (4) del cuerpo hueco por lo menos un orificio de paso (3) que es atravesado por el plástico de la pared (4) del cuerpo hueco y sujeto por detrás caracterizado porque la superficie de contacto (6) es una depresión realizada de forma cóncava o cónica en el lado de la pieza incorporada o adosada (1) orientada hacia la pared (4), y porque el orificio de paso (3) forma aproximadamente el punto más bajo de la depresión
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09013838.
Solicitante: KAUTEX TEXTRON GMBH & CO. KG..
Nacionalidad solicitante: Alemania.
Dirección: KAUTEXSTRASSE 52 53229 BONN ALEMANIA.
Inventor/es: EULITZ, DIRK, BORCHERT,MATTHIAS, WOLTER,GERD, Bienhüls,Deniz, Gebert,Klaus, Kraemer,Timo, Lorenz,Harald, Löwer,Robert, Mehren,Christoph.
Fecha de Publicación: .
Fecha Solicitud PCT: 16 de Diciembre de 2006.
Clasificación Internacional de Patentes:
- B29C37/00K2B
- B29C49/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › de objetos que tienen elementos insertos o refuerzos.
- B29C51/00 B29C […] › Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto.
- B29C51/12 B29C […] › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › de objetos que tienen elementos insertos o refuerzos.
- B29C65/02T10
- B29C65/60 B29C […] › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › Ribeteado.
- B29C69/00D2
- B60K15/03P
Clasificación PCT:
- B29C49/00 B29C […] › Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
- B29C49/20 B29C 49/00 […] › de objetos que tienen elementos insertos o refuerzos.
- B29C51/00 B29C […] › Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto.
- B29C51/12 B29C 51/00 […] › de objetos que tienen elementos insertos o refuerzos.
- B29C69/00 B29C […] › Combinaciones de técnicas de conformación no previstas en un solo grupo principal B29C 39/00 - B29C 67/00, p. ej. asociaciones de técnicas de moldeo y ensamblaje; Aparatos a este efecto.
- B60K15/03 B […] › B60 VEHICULOS EN GENERAL. › B60K DISPOSICIONES O MONTAJE DE CONJUNTOS DE PROPULSION O DE TRANSMISIONES SOBRE VEHICULOS; DISPOSICIONES O MONTAJE DE VARIOS MOTORES PRINCIPALES DIFERENTES EN VEHÍCULOS; ACCIONAMIENTOS AUXILIARES PARA VEHICULOS; INSTRUMENTACION O TABLEROS DE A BORDO DE VEHICULOS; DISPOSICIONES DE CONJUNTOS DE PROPULSION SOBRE VEHICULOS, RELATIVAS A LA REFRIGERACION, A LA ADMISION DE AIRE, AL ESCAPE DE GASES O A LA ALIMENTACION DE CARBURANTE. › B60K 15/00 Disposiciones de motores de combustión relativas a la alimentación de carburante; Montaje o estructura de los depósitos de carburante (depósitos en general B65D, F17C; alimentación de motores de combustión con mezclas combustibles o con componentes de estas mezclas F02M). › Depósitos de carburante (chasis que comporta compartimentos de almacenaje de fluido B62D 21/16).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359610_T3.pdf
Fragmento de la descripción:
La invención se refiere a un cuerpo hueco de plástico conforme al preámbulo de la reivindicación 1.
Para la fabricación de cuerpos huecos de material termoplástico se conocen los más diversos procesos de fabricación, por ejemplo moldeado por extrusión y soplado, embutición profunda o moldeado por inyección. En el procedimiento de moldeado por extrusión y soplado se puede fabricar el cuerpo hueco por ejemplo a partir de una única preforma de forma tubular sin costura. Ahora bien, también existe la posibilidad de subdividir una preforma de forma tubular a lo largo en bandas, colocar las bandas por separado en una herramienta de dos o más partes y ensancharlo o conformarlo dentro de la herramienta mediante vacío o aplicando una presión de gas.
Especialmente para la fabricación de componentes técnicos tales como depósitos de carburante, que se fabrican de la forma antes descrita de una o varias partes de un material termoplástico, es necesario fijar en el cuerpo hueco diversas piezas incorporadas o piezas adosadas. Esto se puede realizar en el primer calor durante el proceso de fabricación o también posteriormente. Si el cuerpo hueco ha de alojar en su interior las piezas incorporadas, es necesario a menudo, debido al tamaño de las piezas incorporadas, tener que introducirlas en el cuerpo hueco durante la fabricación de este. Las piezas incorporadas y adosadas que se han de incorporar o adosar, se pueden unir a presión con el cuerpo hueco o soldar con este, pudiendo realizarse la soldadura durante la fabricación del cuerpo hueco durante el primer calor, o posteriormente durante el segundo calor por ejemplo mediante soldadura por fricción o soldadura a tope con reflectores térmicos.
Los anclajes con acoplamiento positivo de una pieza incorporada en el interior del cuerpo hueco están limitados a menudo por el proceso de fabricación de éste. Por ejemplo, durante la fabricación de cuerpos huecos por el procedimiento de moldeado por extrusión y soplado solamente hay posibilidades limitadas de preveer destalonados en el contorno del cuerpo hueco que permitan un bloqueo con acoplamiento positivo de las piezas incorporadas con la pared del cuerpo hueco. Por este motivo se recurre a menudo a la soldadura como técnica de unión.
La soldadura de los componentes entre sí adolece sin embargo del inconveniente de que los plásticos que se trata de unir han de formar una pareja de materiales que puedan soldarse entre sí. Por este motivo queda limitada la elección de las piezas incorporadas o adosadas para el cuerpo hueco.
Por ejemplo en la fabricación de depósitos de carburante de plástico, esto puede suponer una limitación considerable, ya que determinados plásticos se esponjan en presencia de los carburantes o son permeables a los hidrocarburos. Por este motivo es necesario efectuar una selección de materiales para determinadas conducciones y válvulas, que excluye de antemano la posibilidad de efectuar la soldadura con el depósito o con el cuerpo hueco.
Un cuerpo hueco de plástico según el preámbulo de la reivindicación 1 se conoce por ejemplo por el documento EP 0 103 832 y por el documento US-A-2005 284872. Allí se oprime contra la preforma todavía plástica un bote de estabilización de un depósito de carburante durante su fabricación por moldeado por extrusión y soplado mediante un mandril de sujeción. La superficie de unión del bote de estabilización, esencialmente plana, está dotada de una ranura anular destalonada periférica, por medio de la cual se consigue un anclaje de ajuste positivo del bote de estabilización con la futura pared del depósito. La geometría del bote de estabilización en la zona de la unión con la pared del depósito está realizada de tal modo que se necesitan unas fuerzas de apriete considerables para lograr un anclaje seguro del bote de estabilización. Además de esto, la ranura de la geometría prevista en el fondo del bote de estabilización está elegida de tal modo que el depósito de estabilización teóricamente se pueda retirar de la pared del depósito mediante la deformación del cuello de plástico formado con este.
Una unión de dos piezas de plástico, en la cual una pieza de plástico atraviesa al menos en parte la pieza de plástico que le sirve de alojamiento, a través de un orificio de este, se conoce por ejemplo por el documento EP 1 484 173. El material de la pieza de plástico que se trata de aplicar o de la banda de plástico que se trata de aplicar se introduce mediante vacío, en estado de temperatura de fusión, a través del orificio correspondiente y mediante una herramienta se conforma formando una cabeza de remache.
La invención tiene como objetivo proporcionar un cuerpo hueco de plástico con una pieza incorporada o adosada que se había unido con el cuerpo hueco durante la fabricación de este, debiendo estar realizada la unión de tal modo que quede garantizado un anclaje con acoplamiento positivo especialmente seguro y sencillo.
Este objetivo se resuelve por medio de las características de la reivindicación 1, pudiendo deducirse unas realizaciones ventajosas de las reivindicaciones subordinadas.
El orificio de paso está realizado convenientemente como orificio circular. Alternativamente, el orificio de paso puede estar perfilado, lo cual resulta especialmente ventajoso si la pieza incorporada presenta un único orificio pasante y se desea obtener una orientación unívoca de la pieza incorporada con respecto a la pared del cuerpo hueco. El plástico que atraviesa el orificio de paso forma preferentemente en la pieza incorporada o adosada una cabeza ensanchada que provoca el anclaje de acoplamiento positivo de los dos componentes.
De acuerdo con una variante preferente del cuerpo hueco de plástico conforme a la invención está prevista que la pieza incorporada presente por lo menos un elemento de pie, que forme una superficie de contacto escalonada o retranqueada con la pared del cuerpo hueco. De este modo se incrementa la presión por unidad de superficie ejercida sobre la pared del cuerpo hueco en la zona de la superficie de contacto, a igualdad de fuerza de prensado. El o los elementos de pie producen un efecto a modo de punzón que intensifica la afluencia del material termoplástico de la pared del cuerpo hueco en el orificio de paso. El orificio de paso atraviesa convenientemente la superficie de contacto del elemento de pie.
En el cuerpo hueco de plástico conforme a la invención está previsto que la superficie de contacto del elemento de pie esté realizada de forma cóncava o cónica, y que el orificio de paso forme aproximadamente el punto más bajo de la concavidad, con lo cual se influye positivamente en el movimiento de fluencia del plástico de la pared del cuerpo hueco a través de y detrás del orificio de paso.
En otra realización conveniente del cuerpo hueco de plástico está previsto que el orificio de paso esté destalonado por su extremo alejado de la pared del cuerpo hueco. El destalonado forma el apoyo contrario para la cabeza ensanchada de la espiga fundida enfriada.
Si el cuerpo hueco de plástico está realizado conforme a la invención, por ejemplo como depósito de carburante, entonces las piezas incorporadas del depósito de carburante pueden estar dotadas de varios elementos de pie en la forma antes descrita. Al incrementar el número y la distribución de los puntos de unión se puede conseguir con ello, para cada estado de funcionamiento del vehículo, una unión o anclaje seguro de las piezas incorporadas en el interior del depósito de carburante.
La invención se explica a continuación sirviéndose de un ejemplo de realización representado en los dibujos.
Estos muestran en:
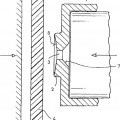
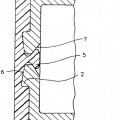
las figuras 1 y 2: una vista esquemática de la unión de una pieza incorporada con la pared del cuerpo hueco y,
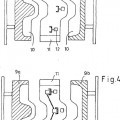
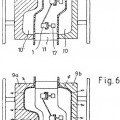
las figuras 3 a 12: una presentación esquemática del proceso de fabricación de un depósito de carburante de plástico según la invención.
Tal como está representado de forma muy simplificada en las figuras 1 y 2, la pieza incorporada 1 representada en sección presenta un elemento de pie 2, con un orificio de paso 3.
Tal como ya se ha mencionado anteriormente, el procedimiento conforme a la invención se explica a continuación a título de ejemplo sirviéndose de la fabricación de un depósito de carburante de plástico. Ahora bien, la invención debe entenderse de tal modo que se pueda fabricar cualquier clase de cuerpo hueco. La unión se puede realizar tanto en el interior como... [Seguir leyendo]
Reivindicaciones:
1.Cuerpo hueco de plástico con por lo menos una pieza incorporada o adosada (1) que durante la fabricación del cuerpo hueco se unió con este, estando el cuerpo hueco y la pieza incorporada o adosada (1) unidos entre sí con un acoplamiento positivo, de tal modo que la pieza incorporada o adosada (1) presenta en la zona de una superficie de contacto (6) con la pared (4) del cuerpo hueco por lo menos un orificio de paso (3) que es atravesado por el plástico de la pared (4) del cuerpo hueco y sujeto por detrás
caracterizado porque
la superficie de contacto (6) es una depresión realizada de forma cóncava o cónica en el lado de la pieza incorporada o adosada (1) orientada hacia la pared (4), y porque el orificio de paso (3) forma aproximadamente el punto más bajo de la depresión.
2. Cuerpo hueco de plástico según la reivindicación 1,
caracterizado porque
la pieza incorporada o adosada presenta por lo menos un elemento de pie (2), que forma una superficie de contacto distanciada o escalonada (6) con la pared interior (4) del cuerpo hueco.
3. Cuerpo hueco de plástico según la reivindicación 2,
caracterizado porque
el orificio de paso (3) atraviesa la superficie de contacto (6) del elemento de pie (2).
4. Cuerpo hueco de plástico según las reivindicaciones 1 a 3,
caracterizado porque
el orificio de paso (3) está destalonado en su extremo alejado de la pared (4) del cuerpo hueco.
Patentes similares o relacionadas:
Procedimiento de realización de preformas tridimensionales mediante el conformado de preformas iniciales con velos, del 26 de Febrero de 2020, de Coriolis Group: Procedimiento de realización de una preforma tridimensional que comprende - la realización de una preforma inicial que comprende varias capas superpuestas, […]
 Procedimiento de conformado por estampado de un material compuesto termoplástico con refuerzo de fibras continuo, del 30 de Octubre de 2019, de DAHER AEROSPACE: Procedimiento para la realización de una pieza en forma de extrusión constituida por un material compuesto con refuerzo de fibras continuo, […]
Procedimiento de conformado por estampado de un material compuesto termoplástico con refuerzo de fibras continuo, del 30 de Octubre de 2019, de DAHER AEROSPACE: Procedimiento para la realización de una pieza en forma de extrusión constituida por un material compuesto con refuerzo de fibras continuo, […]
Procedimiento para la fabricación de un marco de cajón y marco de cajón, del 7 de Agosto de 2019, de GRASS GMBH: Procedimiento para la fabricación de un marco de cajón individual para un cajón, siendo el marco de cajón adecuado para delimitar lateralmente […]
 Ortesis semi-rígidas termo-deformables, del 31 de Julio de 2019, de MILLET INNOVATION: Ortesis para la sujeción de un miembro o de una articulación de un ser humano o de un animal vertebrado, que incluye:
un manguito formado con un tejido […]
Ortesis semi-rígidas termo-deformables, del 31 de Julio de 2019, de MILLET INNOVATION: Ortesis para la sujeción de un miembro o de una articulación de un ser humano o de un animal vertebrado, que incluye:
un manguito formado con un tejido […]
Polipropileno para la producción de artículos termoformados, artículos grandes, profundos, complejos y/o gruesos, proceso de termoformado de polipropileno modificado en artículos grandes, profundos, complejos y/o gruesos y uso del polipropileno, del 13 de Mayo de 2019, de BRASKEM S.A: Un polipropileno de copolímero heterofásico modificado para la preparación de artículos termoformados, obtenidos mediante la modificación por medio de extrusión […]
Copas de sostén que incorporan conjuntos de aros acolchados y un método para fabricar las mismas, del 25 de Febrero de 2019, de Mast Industries (Far East) Limited: Copa de sostén con aros que comprende: un conjunto de aro que comprende un alambre arqueado y al menos una almohadilla de gel unida a dicho […]
PROCEDIMIENTO DE TERMO-CONFORMADO DE UNA SUPERFICIE SÓLIDA, del 22 de Agosto de 2018, de INDUTEC SOLID, S.L: Procedimiento de termo-conformado de una superficie sólida o "solid surface" que se basa en la combinación de las propiedades elastoplásticas […]
Hilo híbrido, procedimiento para la producción de preformas de fibras para componentes compuestos de fibras, en particular componentes compuestos de fibras de alto rendimiento, mediante el uso del mismo, así como procedimiento para la producción de componentes compuestos de fibras, en particular componentes compuestos de fibras de alto rendimiento, del 11 de Enero de 2017, de Faserinstitut Bremen E.V: Hilo híbrido , en particular adecuado para la fijación térmica de preformas de fibras para componentes compuestos de fibras, preferiblemente […]