PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR EL AVANCE DE UN MATERIAL EN BANDA Y PRODUCTO INFORMATICO CORRESPONDIENTE.
Un procedimiento para controlar el avance de un material en banda (11) que tiene características de extensibilidad y que comprende tramos sucesivos (12) de material en banda para la producción de artículos respectivos,
en el que en el pasaje desde un conjunto de entrega (21, 22) a una estación de tratamiento (50) que funciona cíclicamente, el citado material en banda (11) es sometido a extensión y en el que los tramos de material en banda (12) se alimentan en la condición extendida a la estación de tratamiento (50) en una relación de fase dada con respecto a una posición de operación de la estación de tratamiento (50) en el marco del ciclo de funcionamiento de la misma estación de tratamiento (50), comprendiendo el procedimiento las operaciones de: - identificar una posición de operación de la estación de tratamiento (50) para ser utilizada como referencia (αid) para la citada relación de fase dada; - detectar (110), para cada tramo de material en banda (12), la posición real de operación (αr) de la estación de tratamiento (50) utilizada para alimentar el tramo de la misma banda en la estación de tratamiento (50) con la citada relación de fase dada; - detectar (130) el error de posición (Δα) entre la citada posición real de la operación (αr) y la citada la posición de referencia (αid); y - controlar (140) el funcionamiento del citado conjunto de entrega (21, 22) con el fin de minimizar el citado error de posición, el citado procedimiento se caracteriza porque comprende la operación de ajustar la citada posición de referencia (αid) adaptativamente con el fin de compensar las variaciones de las características de extensibilidad del citado material en banda (11) por las operaciones adicionales de: - detectar (240, 250, 260, 265), para una primera pluralidad de tramos sucesivos del citado material en banda, un primer valor medio (α') de las posiciones reales de operación (αi) de la estación de tratamiento (50), utilizado para alimentar los tramos de banda de la citada primera pluralidad a la estación de tratamiento (50) con la citada relación de fase dada; - detectar (305, 308, 310, 315) en al menos una pluralidad adicional de tramos sucesivos del citado material en banda, al menos un valor medio adicional (α'') de las posiciones reales de operación (αi) de la estación de tratamiento (50) utilizado para alimentar los tramos de banda de la citada al menos una pluralidad adicional a la estación de tratamiento (50) con la citada la relación de fase dada; - detectar (340) la desviación (Δα ) entre el citado primer valor medio (α')y el citado al menos un valor medio adicional (α''), indicando la citada desviación un error de acoplamiento del citado material en banda (11) con la citada estación de tratamiento (50), y - ajustar adaptativamente (360) la citada la posición de referencia (αid) en función del citado error de acoplamiento, incluyendo la citada operación de detección (110, 240, 305), para cada tramo de banda (12), la posición real de la operación (αr, αi): - detectar la posición real de operación (αr) de la estación de tratamiento (50) bajo el control de una señal de detección enviada por un primer sensor (S1) que opera en una porción no extendida del tramo (12) de la banda en el tránsito de una marca de referencia (13) para calcular la citada posición del error (Δα), y - detectar posiciones reales adicionales de operación (αi) de la estación de tratamiento (50) bajo el control de una señal de detección enviada por un segundo sensor (S2) que opera en una porción extendida del tramo de la banda en el tránsito de una marca de referencia (13) para calcular el citado primer y adicional valores medios
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07425530.
Solicitante: FAMECCANICA. DATA S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA ATERNO, 136 66020 SAMBUCETO DI S. GIOVANNI TEATINO (CHIETI) ITALIA.
Inventor/es: SIMONE,GIAMBATTISTA.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Agosto de 2007.
Clasificación Internacional de Patentes:
- A61F13/15M9
- B65H23/188A4
Clasificación PCT:
- A61F13/15 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Compresas absorbentes, p. ej. paños higiénicos, torundas o tampones para aplicación externa o interna al cuerpo (receptáculos catameniales no absorbentes A61F 5/44 ); Medios para mantenerlos en su sitio o para fijarlos; Aplicadores de tampones.
- B65H23/188 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 23/00 Posicionado, tensión, supresión de tirones o guiado de bandas (posicionado de artículos B65H 9/00; en conexión con el empalme B65H 21/00; dispositivos generales de tensión en unión con la manipulación de bandas, cintas o materiales filiformes B65H 77/00). › en unión con la banda que corre.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359945_T3.pdf
Fragmento de la descripción:
Campo de la invención
La invención se refiere, en general, a técnicas para controlar el avance de materiales en banda.
La invención se ha desarrollado prestando una atención particular a su posible aplicación en procesos en los que un material en banda (o banda) preimpreso que se desenrolla de un carrete es arrastrado por medio de elementos de movimiento a una estación de proceso, en la cual elementos adicionales son aplicados a la banda.
Descripción de la técnica correspondiente
Un contexto típico de aplicación en el que se producen condiciones tales como las que se han descrito con anterioridad es la producción de artículos sanitarios absorbentes desechables con el uso de materiales en banda que tienen características de extensibilidad.
La expresión "extensibilidad" (o "elasticidad") significa, en general, el hecho de que el material puede ser sometido a una fuerza de tracción y extenderse (alargarse), incluso en una extensión significativa, por ejemplo, el 100% de su dimensión inicial en reposo, es decir, con un alargamiento del 100%, por lo que el material es llevado a una longitud igual a dos veces su longitud en reposo. Con mucha frecuencia, los materiales que se van a incorporar elásticamente en los productos sanitarios son materiales compuestos por un número de capas, por ejemplo, dos capas o láminas de tela no tejida, entre las cuales se dispone y se ancla una lámina o banda de un material elástico.
Por otra parte, la extensibilidad de la banda puede producir dificultades durante el tratamiento del material, sobre todo si se tiene en cuenta el hecho de que la banda enrollada en el carrete por lo general no presenta características físico -mecánicas (por ejemplo, el módulo de elasticidad o en general las características que determinan, cuando se aplica una y misma fuerza de tracción o "tirón", el alargamiento y / o "curvado", con los valores correspondientes de deformación) que son absolutamente constantes; las citadas características están sometidas, de hecho, a un cierto grado de variabilidad también dentro de uno y mismo carrete.
En una posible aplicación, la banda en el carrete es una banda de polietileno (pre) impreso sobre la cual hay patrones y decoraciones. La banda impresa se introduce a través de varios elementos de movimiento y de tensión (tales como rodillos, puntos de estrechamiento, barras de transmisión o "plumas") hasta que alcanza una estación de tratamiento o procesamiento que funciona de una manera cíclica, que aplica elementos adicionales a la banda, tales como, por ejemplo, capas absorbentes, etiquetas, y otros similares. Los citados elementos se aplican a la banda en intervalos regulares separados espacialmente y, desde este punto de vista, la banda se puede ver como formada por tramos sucesivos, cada uno de los cuales corresponde a un único artículo que se desea obtener de la banda. Por lo tanto, es importante que los tramos de banda se alimenten a la estación de proceso en una relación de fase determinada con respecto al ciclo de funcionamiento de la estación de tratamiento. De esta manera, se asegura que los elementos aplicados en la banda están "en fase" con los patrones y / o decoraciones presentes en la banda con el fin de evitar que ésta se “descentre " o quede "desalineada" con respecto al artículo individual producido.
En general, es posible controlar el avance de banda a la estación de tratamiento de tal manera que la alimentación de la banda a la estación de tratamiento sea constante.
Este resultado puede ser conseguido aplicando, por ejemplo, un modelo de flujo de masa constante. Sin embargo, la variabilidad de las características de la banda, en particular las variaciones en el módulo de elasticidad, afectan al citado modelo, por lo que se produce un desplazamiento de fase en la transmisión de la banda tal que puede conducir a una mala alineación del patrón en el momento de aplicación del componente.
Con el fin de controlar la fase de la banda, en general se conoce proporcionar marcas de referencia en la banda, que tienen el propósito de permitir la identificación de los tramos individuales de la banda y la detección de las citadas marcas de referencia por medio de un sensor provisto con este propósito. Por ejemplo, la patente norteamericana número US – A -5 766 389 describe un procedimiento para la producción de artículos absorbentes desechables, que prevé el uso de componentes de soporte de la capa y una capa que posee marcas de referencia. Tales capas están diseñadas para ser montadas juntas, y se prevé detectar la distancia entre dos marcas de referencia sucesivas con el fin de controlar la velocidad de la capa con las marcas de referencia. Procedimientos similares son también conocidos por las patentes norteamericanas números US-A-5 930.139, US-A-5 932 039, US-A-5 964 970, y US-A-6 033 502.
Sin embargo, las soluciones anteriores no permiten un control óptimo del desplazamiento de fase que podrá tener en cuenta las variaciones de las características de extensibilidad del material en banda tratado.
Objeto y sumario de la presente invención
El propósito de la presente invención es proporcionar una solución capaz de superar las desventajas intrínsecas de las soluciones que se han descrito con anterioridad, teniendo en cuenta, en particular, el desplazamiento de fase producido por la variabilidad en los parámetros físico -mecánicos de la banda, cuyo avance está siendo controlado.
“El documento WO/0156525 desvela un sistema de registro, que dispone en fase simultáneamente las bandas que tienen una longitud de paso diferentes, incluyendo un bucle de velocidad."
El documento WO/0045767 desvela un aparato para registrar una pluralidad de componentes de una capa en movimiento, que compara las distancias entre las marcas de referencia sobre la capa y los componentes correspondientes y sincroniza la velocidad de avance de los componentes con una velocidad de avance de la capa.
De acuerdo con la presente invención, el citado objeto se alcanza gracias a un procedimiento que tiene las características que se citan específicamente en las reivindicaciones posteriores.
La invención también se refiere a un sistema correspondiente, así como a un producto de programa informático correspondiente que se puede cargar en la memoria de al menos un procesador y que comprende porciones de código de software para ejecutar los pasos del procedimiento cuando el producto se ejecuta en al menos un procesador. De la manera que se utiliza en la presente memoria descriptiva, la referencia a un "producto de programa informático" se entiende como siendo equivalente a la referencia a un medio legible por ordenador que contiene las instrucciones para controlar el sistema de proceso con el fin de coordinar la implementación del procedimiento de acuerdo con la invención. La referencia a "al menos un procesador" se debe entender, evidentemente, como destacar la posibilidad de que la invención sea implementada en un sistema modular y / o en forma distribuida.
Breve descripción de los dibujos adjuntos
La invención se describirá a continuación, únicamente a título de ejemplo no limitativo, con referencia a los dibujos adjuntos, en los que:
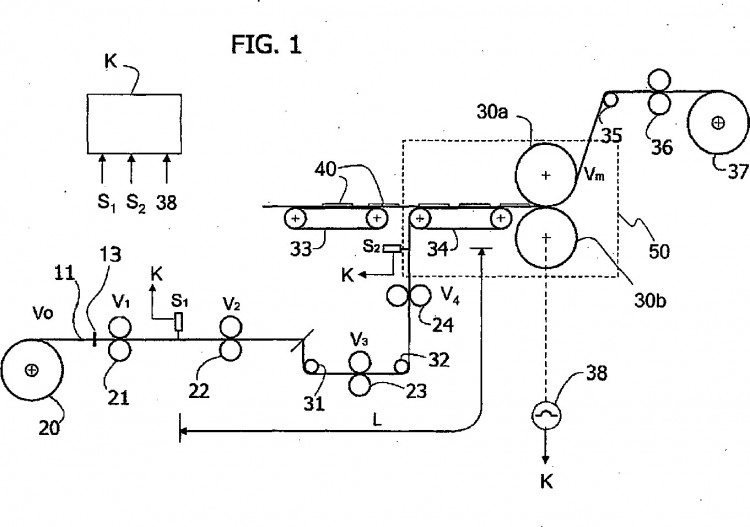
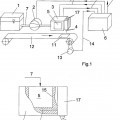
la figura 1 es un diagrama de trabajo del sistema de transporte que funciona de acuerdo con la solución que se describe en la presente memoria descriptiva;
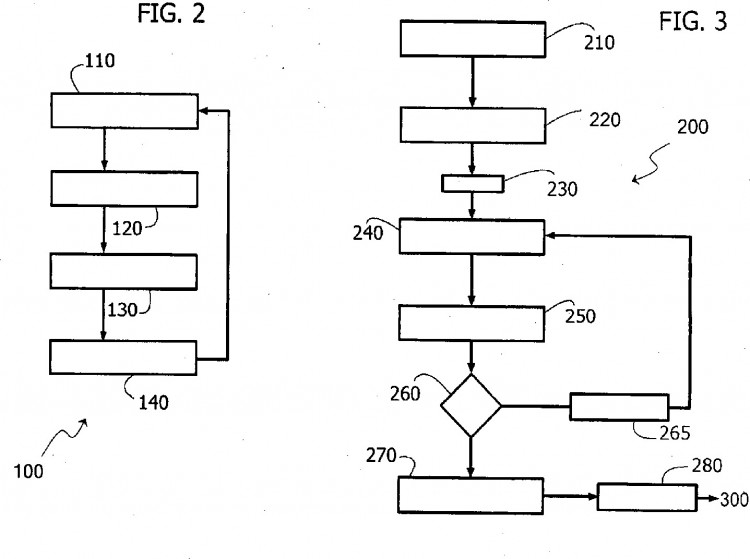
la figura 2 es un primer diagrama de flujo que ilustra los criterios de funcionamiento de la solución que se describe en la presente memoria descriptiva, y
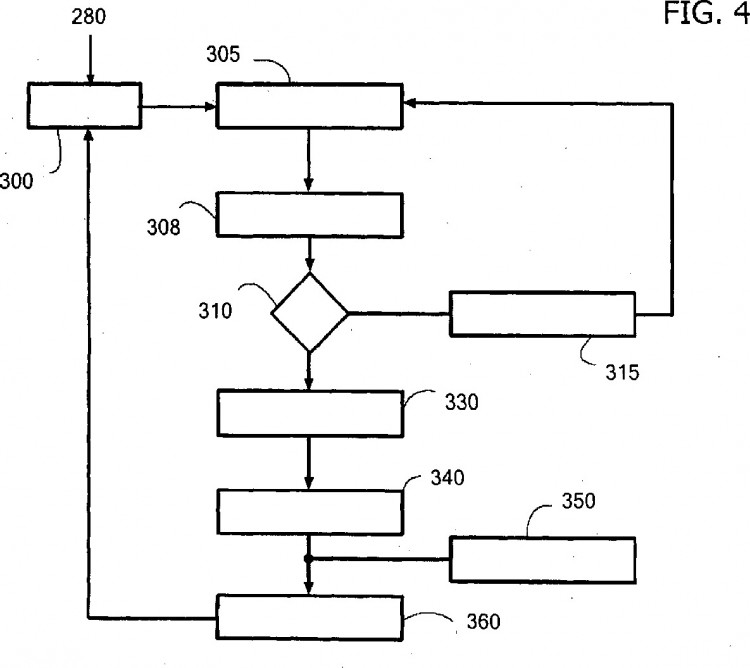
las figuras 3 y 4 ilustran las porciones posteriores de un diagrama de flujo adicional que ilustra los criterios de funcionamiento de la solución que se describe en la presente memoria descriptiva.
Descripción detallada de las realizaciones
La descripción detallada que sigue se refiere, a título de ejemplo, al uso de una banda de material extensible, que puede ser utilizada, por ejemplo, para la producción de artículos higiénicos desechables.
La figura 1 representa un esquema de trabajo esquemático de un sistema para transportar la banda de acuerdo con la solución que se describe en la presente memoria descriptiva.
Designado por el número de referencia 20 hay un carrete diseñado para funcionar como fuente de una banda 11, que en una realización, es una banda de polietileno.
El... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para controlar el avance de un material en banda (11) que tiene características de extensibilidad y que comprende tramos sucesivos (12) de material en banda para la producción de artículos respectivos, en el que en el pasaje desde un conjunto de entrega (21, 22) a una estación de tratamiento (50) que funciona cíclicamente, el citado material en banda (11) es sometido a extensión y en el que los tramos de material en banda (12) se alimentan en la condición extendida a la estación de tratamiento (50) en una relación de fase dada con respecto a una posición de operación de la estación de tratamiento (50) en el marco del ciclo de funcionamiento de la misma estación de tratamiento (50), comprendiendo el procedimiento las operaciones de:
- identificar una posición de operación de la estación de tratamiento (50) para ser utilizada como referencia (αid) para la citada relación de fase dada;
- detectar (110), para cada tramo de material en banda (12), la posición real de operación (αr) de la estación de tratamiento (50) utilizada para alimentar el tramo de la misma banda en la estación de tratamiento (50) con la citada relación de fase dada;
- detectar (130) el error de posición (∆α) entre la citada posición real de la operación (αr) y la citada la posición de referencia (αid); y
- controlar (140) el funcionamiento del citado conjunto de entrega (21, 22) con el fin de minimizar el citado error de posición,
el citado procedimiento se caracteriza porque comprende la operación de ajustar la citada posición de referencia (αid) adaptativamente con el fin de compensar las variaciones de las características de extensibilidad del citado material en banda (11) por las operaciones adicionales de:
- detectar (240, 250, 260, 265), para una primera pluralidad de tramos sucesivos del citado material en
banda, un primer valor medio
**(Ver fórmula)**
de las posiciones reales de operación (αi) de la estación de tratamiento (50), utilizado para alimentar los tramos de banda de la citada primera pluralidad a la estación de tratamiento (50) con la citada relación de fase dada;- detectar (305, 308, 310, 315) en al menos una pluralidad adicional de tramos sucesivos del citado
**(Ver fórmula)**
material en banda, al menos un valor medio adicional de las posiciones reales de operación (αi) de la estación de tratamiento (50) utilizado para alimentar los tramos de banda de la citada al menos una pluralidad adicional a la estación de tratamiento (50) con la citada la relación de fase dada;
- detectar (340) la desviación (Δα ) entre el citado primer valor medio
**(Ver fórmula)**
y el citado al menos unvalor medio adicional
**(Ver fórmula)**
, indicando la citada desviación un error de acoplamiento del citado material en banda (11) con la citada estación de tratamiento (50), y- ajustar adaptativamente (360) la citada la posición de referencia (αid) en función del citado error de acoplamiento,
incluyendo la citada operación de detección (110, 240, 305), para cada tramo de banda (12), la posición real de la operación (αr, αi):
- detectar la posición real de operación (αr) de la estación de tratamiento (50) bajo el control de una señal de detección enviada por un primer sensor (S1) que opera en una porción no extendida del tramo
(12) de la banda en el tránsito de una marca de referencia (13) para calcular la citada posición del error (∆α), y
- detectar posiciones reales adicionales de operación (αi) de la estación de tratamiento (50) bajo el control de una señal de detección enviada por un segundo sensor (S2) que opera en una porción extendida del tramo de la banda en el tránsito de una marca de referencia (13) para calcular el citado
**(Ver fórmula)**
primer y adicional valores medios
2. El procedimiento de acuerdo con la reivindicación 1, que comprende la repetición de las citadas operaciones de
detección de al menos un valor medio adicional
**(Ver fórmula)**
detectando la citada desviación que indica el citado errorde acoplamiento y ajustando adaptativamente la citada posición de referencia (αi) en función del citado error de
acoplamiento para un conjunto de una pluralidad adicional de tramos sucesivos del citado material en banda
(11) durante el avance del material en banda (11).
3. El procedimiento de acuerdo con la reivindicación 2, en el que la citada operación de ajuste adaptativo incluye adaptar la citada posición de referencia (αid) proporcionalmente (kp) al citado error de acoplamiento.
4. Un sistema para controlar el avance de un material en banda (11) que tienen características de extensibilidad y que comprende tramos sucesivos (12) de material en banda para la producción de artículos respectivos, en el que, en el pasaje desde un conjunto de entrega (21, 22) a una estación de tratamiento (50) que funciona cíclicamente, el citado material en banda (11) es sometido a extensión y en el que los tramos de material en banda (12) se alimentan en la condición extendida a la estación de tratamiento (50) en una relación de fase dada con respecto a una posición de operación de la estación de tratamiento (50) en el marco del ciclo de funcionamiento de la misma estación de tratamiento (50), comprendiendo el sistema:
- un sensor de posición. (38), que puede detectar, en cada tramo de material en banda (12), la posición real de operación (αr, αi) de la estación de tratamiento (50) usada para alimentar el mismo tramo de banda a la estación de tratamiento (50) con la citada relación de fase dada;
- un módulo de control (K), que comunica con el citado sensor de posición (38) y que puede detectar un error de posición (∆α) entre la citada posición real de operación (αr) y una posición de operación de la estación de tratamiento (50) que se utilizará como referencia (αid) para la citada relación de fase dada, estando configurado el citado módulo de control (K) para controlar la operación (v1, v2) del citado conjunto de entrega (20, 21, 22) con el fin de minimizar el citado error de posición;
el citado sistema se caracteriza porque incluye:
- un primer sensor (S1) que opera en una porción no extendida del tramo de banda, que envía una señal de detección en el tránsito de las marcas de referencia (13) al citado módulo de control (K) para controlar la detección de la posición real de operación (αr) de la estación de tratamiento (50) con el fin de calcular el error de posición (∆α);
- un segundo sensor (S2), que opera en una porción extendida del tramo de banda, que envía una señal de detección en el tránsito de las marcas de referencia (13) al citado módulo de control (K) para controlar la detección de posiciones reales de operación (αi) adicionales de la estación de tratamiento (50) con el fin de
calcular los valores medios primero y adicional
**(Ver fórmula)**
estando configurado además el citado módulo de control (K) para ajustar adaptativamente la citada posición de referencia (αid) de manera que compense las variaciones de las características de extensibilidad del citado material en banda (11) por medio de
- calcular (240, 250, 260, 265), para una primera pluralidad de tramos sucesivos del citado material en banda,
un primer valor medio
**(Ver fórmula)**
de las posiciones reales de operación (αi) de la estación de tratamiento (50) que se utiliza para alimentar los tramos de banda de la citada primera pluralidad a la estación de tratamiento (50) con la citada relación de fase dada;- calcular (305, 308, 310, 315), para al menos una pluralidad adicional de tramos sucesivos del citado
material en banda, al menos un valor medio adicional
**(Ver fórmula)**
de las posiciones reales de operación (αi) de la estación de tratamiento (50) que se utiliza para alimentar los tramos de banda de la citada al menos una pluralidad adicional a la estación de tratamiento (50) con la citada relación de fase dada;- calcular (340) la desviación (
**(Ver fórmula)**
∆α) entre el citado primer valor medio**(Ver fórmula)**
y el citado al menos un valormedio adicional indicando la citada desviación un error de acoplamiento del citado material en banda,
(11) con la citada estación de tratamiento (50), y
- ajustar adaptativamente (360) la citada posición de referencia (αid) en función del citado error de acoplamiento.
5. El sistema, de acuerdo con la reivindicación 4, en el que el citado módulo de control (K) está configurado para
**(Ver fórmula)**
repetir las citadas operaciones de detección de al menos un valor medio adicional para detectar la citada
desviación que indica el citado error de acoplamiento y ajustar adaptativamente la citada posición de referencia (αid) en función del citado error de acoplamiento para un conjunto de pluralidades adicionales de tramos sucesivos del citado material en banda (11) durante el avance del material en banda (11).
6. El sistema, de acuerdo con la reivindicación 4 o con la reivindicación 5, en el que, para realizar la citada operación de ajuste adaptativo, el citado módulo de control (K) está configurado para adaptar la citada posición de referencia (αid) proporcionalmente (kp) al citado error de acoplamiento.
7. El sistema de acuerdo con cualquiera de las reivindicaciones anteriores 4 a 6, en el que el citado primer sensor (S1) y el citado segundo sensor (S2) están separados por una distancia (L), referida al citado material en banda (11), que corresponde a un múltiplo (n) de la longitud de los citados tramos de material en banda (11).
8. El sistema, de acuerdo con la reivindicación 7, en el que el citado módulo de control (K) está configurado para
detectar el citado primer valor medio
**(Ver fórmula)**
y el citado al menos un valor medio adicional**(Ver fórmula)**
en una primerapluralidad y al menos una pluralidad adicional de tramos sucesivos del citado material en banda (11) que
comprende tramos de banda en un número igual al citado múltiplo (n).
5 9. El sistema, de acuerdo con la reivindicación 7, en el que el citado módulo de control (K) está configurado para
detectar el citado primer valor medio
**(Ver fórmula)**
y el citado al menos un valor medio adicional**(Ver fórmula)**
en una primera pluralidad y al menos una pluralidad adicional de tramos sucesivos del citado material en banda (11) comprende los tramos de banda en un número igual al citado múltiplo (n) que es del orden de decenas, preferentemente de aproximadamente 50.10 10. Un producto de programa informático, que puede ser cargado en la memoria de al menos un procesador y que comprende porciones de código de software para realizar el procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 3.
Patentes similares o relacionadas:
 METODO PARA EL AVANCE DE BANDAS DE MATERIAL FLEXIBLE SUPERPUESTAS, del 16 de Noviembre de 2007, de GIRO GH, S.A.: Método para el avance de bandas de material flexible superpuestas.#Método para el avance de un conjunto de dos bandas de material flexible […]
METODO PARA EL AVANCE DE BANDAS DE MATERIAL FLEXIBLE SUPERPUESTAS, del 16 de Noviembre de 2007, de GIRO GH, S.A.: Método para el avance de bandas de material flexible superpuestas.#Método para el avance de un conjunto de dos bandas de material flexible […]
 DISPOSITIVO PARA LA APLICACIÓN REGULADA DE ADHESIVOS Y/O AGENTES DE ESTANQUEIDAD, del 6 de Junio de 2011, de HENKEL AG & CO. KGAA PRODUKTIONSTECHNIK INDUSTRIESERVICE BORST: Dispositivo para la aplicación regulada de adhesivos y agentes de estanqueidad sobre materiales de base , que consta de los componentes siguientes, a) tanque […]
DISPOSITIVO PARA LA APLICACIÓN REGULADA DE ADHESIVOS Y/O AGENTES DE ESTANQUEIDAD, del 6 de Junio de 2011, de HENKEL AG & CO. KGAA PRODUKTIONSTECHNIK INDUSTRIESERVICE BORST: Dispositivo para la aplicación regulada de adhesivos y agentes de estanqueidad sobre materiales de base , que consta de los componentes siguientes, a) tanque […]
Artículo absorbente con núcleo absorbente plegado de capa múltiple, del 15 de Julio de 2020, de ATTENDS HEALTHCARE PRODUCTS, INC: Un núcleo absorbente que comprende un laminado absorbente de capa múltiple plegado longitudinalmente de al menos tres capas, […]
Método y aparato de aplicación de lengüetas transversales, del 15 de Julio de 2020, de CURT G. JOA, INC.: Un método que comprende las etapas de: proporcionar una pluralidad de lengüetas (211a) a una primera posición de transferencia, desplazándose las lengüetas en una […]
Núcleo absorbente sin pulpa y método de formación del núcleo, del 17 de Junio de 2020, de CURT G. JOA, INC.: Un método para formar un núcleo absorbente, comprendiendo el método: proporcionar una primera capa de material ; acoplar hilos elásticos bajo tensión […]
Método de fabricación de sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, del 27 de Mayo de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para producir sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, en donde se aplica un elemento de fijación […]
Procedimiento para la medición de artículos higiénicos absorbentes, del 27 de Mayo de 2020, de TEWS Elektronik GmbH & Co. KG: Procedimiento para la medición de artículos higiénicos absorbentes, en el que los cuerpos absorbentes, separados entre sí, se colocan sobre una banda continua, detectándose […]
MÉTODO DE FIJACIÓN DE COMPRESAS DESECHABLES Y PROTEGESLIPS, del 23 de Abril de 2020, de TOMAS TEIXIDOR, Marta: Método de fijación de compresas desechables y protegeslips mediante el cual la compresa no tiene adhesivo en toda su parte trasera si no sólo en una franja mucho más reducida […]