CONTROLADOR DE DOBLE JUNTA.
Aparato para el control de un proceso de doble junta durante la producción o el relleno de una lata,
comprendiendo el aparato: un mecanismo de levantamiento para levantar el cuerpo de la lata (1); herramienta para trabajar en primer lugar la junta (20); y herramienta para trabajar en segundo lugar la junta (30); caracterizado por un dispositivo (41) para la medición de la tensión y/o fuerza aplicada a un mecanismo de levantamiento (10) por una leva elevadora (50); y por el medio que lleva a cabo un análisis de datos a partir del dispositivo de medición (41) lo que proporciona datos sobre los cambios en la carga de base y cambios en la fuerza medida, el gancho del cuerpo (6) y el solapamiento de la junta, el deslizamiento y detalles sobre la variación en el proceso de formación de la junta
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/050238.
Solicitante: CROWN PACKAGING TECHNOLOGY, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 11535 SOUTH CENTRAL AVENUE ALSIP, IL 60803-2599 ESTADOS UNIDOS DE AMERICA.
Inventor/es: DAVIES, MARK.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Enero de 2006.
Clasificación Internacional de Patentes:
- B21D51/26D
- B21D51/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Doblado de la junta anular.
- B21D51/32 B21D 51/00 […] › por laminado.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2356043_T3.pdf


Fragmento de la descripción:
Controlador de doble junta.
Campo técnico
Esta invención se refiere a un aparato para el control de una doble junta en el proceso, según el preámbulo de la reivindicación 1, que proporciona no sólo detalles sobre la hermeticidad de la junta sino también predice los parámetros críticos de la doble junta y defectos graves de la junta grandes y proporciona información tal como la condición de la máquina.
Estado de la técnica
Una lata para productos de embalaje tales como alimentos o bebidas comprenden una cuerpo de lata al que un extremo de lata es fijado por un proceso conocido como doble junta. Este proceso primero requiere la formación de un gancho en el borde del extremo abierto del cuerpo de la lata (el "gancho del cuerpo"). El borde rizado del extremo de la lata es después plegado bajo el gancho del cuerpo y los dos son laminados juntos. Esto forma la así denominada junta de la "primera operación". La junta es luego completada en una "segunda operación de junta" en la que la junta enganchada formada en la primera operación es planchada de forma hermética para sellar el extremo de la lata con el cuerpo.
Controladores de hermeticidad de la doble junta doble se conocen de US-4600347, por ejemplo, donde parte de la segunda curva motriz operativa de una leva de un aparato de doble junta es deformable. Medidores de fuerza controlan la deformación de esta parte de la curva motriz de la leva y la señal a partir de los medidores se procesa para identificar condiciones anormales junto con detalles de la fuerza específica, máquina pertinente y fecha/tiempo de cada condición anormal.
Aunque US-4600347 proporciona detalles de la fuerza aplicada durante la junta para determinar la hermeticidad de la junta, éste se limita al segundo ciclo operativo del proceso de junta en el que la junta se estrecha para el sellado final.
US 6623230 B (PNEUMATIC SCALE CORPORATION) divulga un aparato para formación de doble junta según el preámbulo de la reivindicación 1.
Esta invención busca proporcionar un controlador global de doble junta que controle el proceso total de la junta entera de formación del gancho de cuerpo de lata a través de la formación de la geometría de doble junta por la primera lámina operativa, para la hermeticidad de la doble junta durante la segunda operación.
Según la presente invención se proporciona un aparato para el control de un proceso de doble junta durante la producción de la lata o el llenado de la lata, según la reivindicación 1.
Las primera herramienta operativa de junta incluye además una primera leva operativa de la juntura. Las levas levantan el ensamblaje elevador inferior a la posición de junta, para aplicar la carga deseada en las latas durante el entero ciclo de la junta. Por medición de la deformación y/o fuerza aplicada a la leva elevadora, el aparato proporciona otra información sobre parámetros de junta críticos.
Preferiblemente, el aparato incluye uno o más sensores en la parte de la leva elevadora que corresponde al valor máximo de la primera operación de la operación de la junta tal y como se define por el valor máximo de la primera leva de la operación de la junta. En una forma de realización, los sensores se montan sobre una parte preparada de la leva elevadora. Una pieza de puente que es equivalente a más de una rotación de la lata se corta de la leva elevadora y parte del metal subyacente es eliminado. El sensor, que puede comprender una o más células de carga, se instala en esta parte preparada de la leva elevadora.
En una forma de realización preferida, el sensor puede comprender un medidor de deformación como un medidor de deformación tipo pasador longitudinal o transversal. En esta forma de realización, la leva elevadora incluye un agujero en el que el sensor se instala. La desviación de la leva sobre la deformación durante esta parte del ciclo puede después ser medida por el medidor de deformación. El sensor luego convierte el valor de desviación en una medición de deformación que puede luego ser analizada para dar otra información tal como fuerza aplicada. Los medidores de deformación son particularmente fáciles de montar en una variedad de posiciones, no simplemente en el valor máximo de la primera operación como se muestra aquí, y la información a partir de la lectura de deformación se puede utilizar para controlar el proceso de la junta entera. Por ejemplo, cuando los sensores se colocan en la parte de la leva elevadora que se corresponde con wl valor máximo del primer ciclo operativo, la carga aplicada durante el primer ciclo operativo proporciona información detallada sobre la geometría de doble junta.
Aunque el análisis de la carga de base puede utilizarse para predecir la calidad de la doble junta en cuanto a los parámetros críticos, comúnmente referidos como recubrimiento real, la cabeza del gancho del cuerpo y espacio de la junta, el aparato puede incluir además uno o más sensores en la curva motriz de la leva de la junta para proporcionar una indicación de la hermeticidad de la doble junta. Estos sensores se pueden montar sobre una parte del espesor de pared reducido de la leva, como en US-4600347, o el sensor puede estar en un inserto en la curva motriz de la leva que es lateralmente desplazable por el rodillo de leva.
Breve descripción de los dibujos
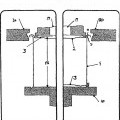
Figura 1 es una sección lateral esquemática de diseño de junta básico;
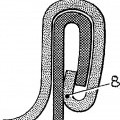
Figura 2 es una sección lateral de una junta ideal después de la primera operación de junta;
Figuras 3 y 4 son secciones laterales de los primeros defectos de la operación de la junta;
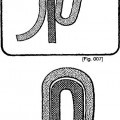
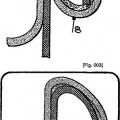
Figura 5 es una sección lateral de una juntura ideal después de la segunda operación de la junta;
Figuras 6 a 8 son secciones laterales de los segundos defectos de la operación de la junta;
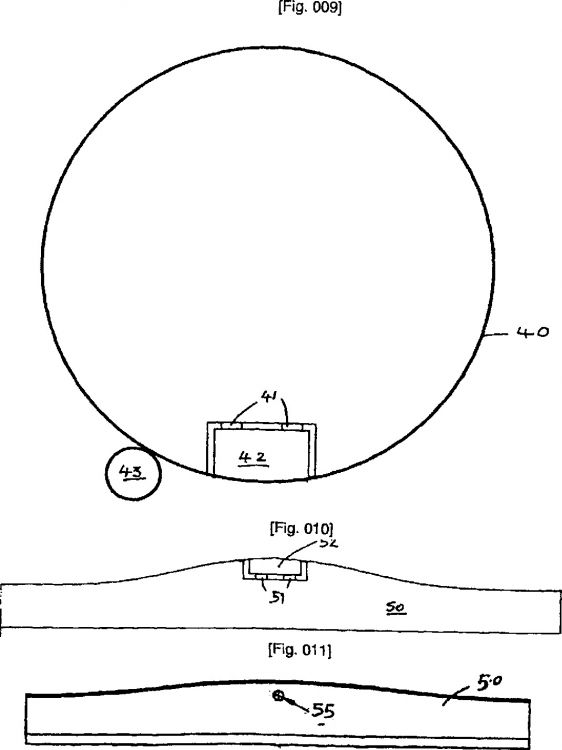
Figura 9 es la leva de junta modificada con sensor de presión;
Figura 10 es una vista lateral de una leva elevadora modificada con sensor de carga de base; y
Figura 11 es una disposición alternativa para la leva elevadora, usando un sensor de control de deformación.
Modo(s) para la realización de la invención
Figura 1 muestra el diseño del cerrador básico para la laminación del extremo inferior o superior sobre un cuerpo de lata que está abierto en ambos extremos para formar un sello hermético. Un gancho del cuerpo de lata se forma primero y el cuerpo de lata 1 y extremo 2 son agarrados juntos por una carga aplicada verticalmente al levantador 10. En la primera operación de formación de la junta, la primera lamina operativa de formación de la junta 20, el panel final de formación de la junta 4 y la brida del cuerpo de la lata 5 son engranados y laminados juntos. La segunda lámina operativa 30 finaliza la operación hermetizando la junta.
En la figura 1, la primera operación de formación de junta operativa se muestra esquemáticamente en el lado de la mano derecha como parte de la doble junta del envasador, que se forma después del llenado de la lata. La segunda juntura operativa se muestra como parte de la operación del fabricante en el lado de la mano izquierda de la figura 1, que es, antes del llenado.
Idealmente, la primera junta operativa se forma como se muestra en la figura 2 con el gancho del cuerpo de la lata 6 firmemente introducido en el compuesto de sellado 7. El compuesto de acero se extiende alrededor del gancho final 8 para insertarse en la junta final. Si ha habido formación insuficiente en el primera junta operativa estará demasiado suelto como se muestra en la figura 3. Esto podría suponer un gancho final corto 8, longitud de juntura demasiada o pliegues de gancho finales. Si la primera juntura operativa es demasiado apretado, la juntura podría ser fuera de especificación debido al gancho de cuerpo corto 6, gancho final largo 8, o longitud de junta insuficiente.
La sección lateral de la segunda junta operativa debería idealmente tener el aspecto que se muestra en la figura 5, en el que el componente de sellado 7 ha sido omitido para claridad. Las figuras 6 a 8 muestran varios fallos que pueden surgir durante la segunda junta operativa. Por ejemplo, el gancho del cuerpo 6 de la figura 6 es demasiado corto y que el de la figura 7 es demasiado largo. El gancho final 8 de la figura 8 es demasiado corto. La longitud del gancho del cuerpo depende de carga de base, altura del alfiler (véase característica 15 de la figura 1) y/o hermeticidad de las laminas... [Seguir leyendo]
Reivindicaciones:
1. Aparato para el control de un proceso de doble junta durante la producción o el relleno de una lata, comprendiendo el aparato:
un mecanismo de levantamiento para levantar el cuerpo de la lata (1); herramienta para trabajar en primer lugar la junta (20); y herramienta para trabajar en segundo lugar la junta (30);
caracterizado por un dispositivo (41) para la medición de la tensión y/o fuerza aplicada a un mecanismo de levantamiento (10) por una leva elevadora (50); y por el medio que lleva a cabo un análisis de datos a partir del dispositivo de medición (41) lo que proporciona datos sobre los cambios en la carga de base y cambios en la fuerza medida, el gancho del cuerpo (6) y el solapamiento de la junta, el deslizamiento y detalles sobre la variación en el proceso de formación de la junta.
2. Un aparato según la reivindicación 1, que incluye uno o más sensores en la parte de la leva inferior que se corresponde con el valor máximo del primer ciclo operativo.
3. Un aparato según la reivindicación 2, en el que uno o más sensores se montan sobre una sección preparada de la leva elevadora.
4. Un aparato según la reivindicación 3, en el que el sensor(es) comprende/n una o más células de carga.
5. Un aparato según la reivindicación 4, en el que el sensor(s) se monta/n sobre una parte del espesor de pared reducido de la leva elevadora.
6. Un aparato según la reivindicación 4 o reivindicación 5, en el que el sensor(es) es/son dispuesto/s en un inserto en la curva motriz de la leva que es lateralmente desplazable por el rodillo de la leva.
7. Un aparato según la reivindicación 2, en el que el sensor o sensores comprende/n un medidor de deformación tal como un medidor de deformación transversal tipo alfiler.
8. Un aparato según la reivindicación 5, en el que la leva elevadora incluye un agujero en el que el sensor se instala.
9. Un aparato según cualquiera de las reivindicaciones 1 a 6, que incluye además uno o más sensores en la curva motriz de la leva para la junta.
Patentes similares o relacionadas:
Máquina de formación de costuras giratoria, del 28 de Mayo de 2014, de CFT S.P.A.: Una máquina de formación de costuras giratoria provista de un carrusel y de al menos una estación de formación de costuras asociada con el […]
 Extremo de lata metálica para bebidas con pared de mandril y avellanado mejorados, del 15 de Abril de 2013, de BALL CORPORATION: Cierre de extremo de envase, que comprende:
una pared de extremo circular adaptada para interconectarse a una pared lateral de un envase;
una pared […]
Extremo de lata metálica para bebidas con pared de mandril y avellanado mejorados, del 15 de Abril de 2013, de BALL CORPORATION: Cierre de extremo de envase, que comprende:
una pared de extremo circular adaptada para interconectarse a una pared lateral de un envase;
una pared […]
AJUSTADORES DE ENGASTE., del 16 de Marzo de 2007, de CROWN CORK & SEAL TECHNOLOGIES CORPORATION: Un aparato para ajustar los reglajes del apriete de los engastes en una engastadora de latas para engastar un extremo de lata a un cuerpo de lata, cuyo aparato incluye: una espiga […]
EXTREMO DE BOTE Y METODO PARA FIJARLO A UN CUERPO DE BOTE., del 16 de Diciembre de 2005, de CARNAUDMETALBOX PLC CARNAUDMETALBOX SA: UNA TAPA DE LATA 822) COMPRENDE UN GANCHO DE CUBIERTA PERIFERICO , UNA PARED DE PLATO DEPENDIENTE DEL INTERIOR DEL GANCHO DE CUBIERTA, UN CORDON DE REFUERZO […]
DISPOSITIVO PARA UNIR UNA PARTE INFERIOR DE UN RECIPIENTE DE ENVASADO CON UN ELEMENTO DE CIERRE., del 16 de Diciembre de 2005, de CROWN CORK & SEAL TECHNOLOGIES CORPORATION: Procedimiento de conexión para cerrar un contenedor de embalaje que consiste en una parte inferior y un elemento de cierre de hoja que implica poner el cilindro […]
CIERRE PARA TAPA DE BOTE, Y METODO PARA UNIR UN CIERRE PARA TAPA DE BOTE AL CUERPO DE UN BOTE., del 1 de Septiembre de 2005, de METAL CONTAINER CORPORATION INC.: Una tapa para un cuerpo de bote , que comprende: un panel central , que tiene un eje central que es perpendicular a un diámetro de un borde externo de la […]
EXTREMO DE LATA QUE TIENE LA RESISTENCIA MEJORADA Y APARATO Y METODO DE FABRICACION DE LA MISMA., del 16 de Abril de 2004, de CROWN CORK & SEAL TECHNOLOGIES CORPORATION: Un método de unir un extremo de lata con un cuerpo de lata , definiendo el citado cuerpo de lata un eje central del mismo, que comprende […]
MÁQUINA DE ENGATILLAR ROTATIVA, del 21 de Octubre de 2011, de CFT PACKAGING S.P.A: Máquina de engatillar rotativa provista de un carrusel y de por lo menos una estación de engatillado asociada con el carrusel y que […]