DISPOSITIVO Y PROCEDIMIENTO PARA CALENTAR PIEZAS DE TRABAJO.
Dispositivo para calentar piezas de trabajo (20; 20'; 20") que comprende un medio transportador (30) con el que las piezas de trabajo (20;
20'; 20") pueden transportarse pasando por un dispositivo de calentamiento (10) unas detrás y/o al lado de otras, y varias boquillas de quemador (40; 50) para el calentamiento de las piezas de trabajo (20; 20'; 20") en su trayecto de transporte por el dispositivo de calentamiento (10), pudiendo conectarse y desconectarse las boquillas de quemador (40; 50) independientemente entre sí por una unidad de control, caracterizado porque las boquillas de quemador (40; 50) pueden conectarse y desconectarse por separado por la unidad de control en función de los contornos aproximados y de una posición de las piezas de trabajo (20; 20'; 20") en el dispositivo de calentamiento.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09000089.
C21D1/52QUIMICA; METALURGIA. › C21METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › con llamas.
C21D11/00C21D […] › Control o regulación del proceso durante los tratamientos térmicos.
C21D9/00J
F27B9/36MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 9/00 Hornos en los cuales la carga se desplaza mecánicamente, p. ej. de tipo túnel (F27B 7/14 tiene prioridad ); Hornos similares en los cuales la carga se desplaza por gravedad. › Disposición de los dispositivos de calentamiento.
F27B9/40F27B 9/00 […] › Disposición de los dispositivos de control o de vigilancia.
F27D19/00F27 […] › F27D PARTES CONSTITUTIVAS O ACCESORIOS DE LOS HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN LA MEDIDA EN QUE SON COMUNES A MAS DE UN TIPO DE HORNO (aparatos de combustión F23; calefacción eléctrica H05B). › Disposición de los dispositivos de control.
C21D11/00C21D […] › Control o regulación del proceso durante los tratamientos térmicos.
C21D9/00C21D […] › Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos.
F27B9/00F27B […] › Hornos en los cuales la carga se desplaza mecánicamente, p. ej. de tipo túnel (F27B 7/14 tiene prioridad ); Hornos similares en los cuales la carga se desplaza por gravedad.
F27B9/36F27B 9/00 […] › Disposición de los dispositivos de calentamiento.
F27B9/40F27B 9/00 […] › Disposición de los dispositivos de control o de vigilancia.
F27D19/00F27D […] › Disposición de los dispositivos de control.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
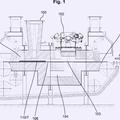
Dispositivo y procedimiento para calentar piezas de trabajo La invención se refiere a un dispositivo para calentar piezas de trabajo, que comprende un medio transportador con el que las piezas de trabajo pueden transportarse pasando por un dispositivo de calentamiento unas detrás y/o al lado de otras. Además, el dispositivo prevé varias boquillas de quemador para el calentamiento de las piezas de trabajo en su trayecto de transporte por el dispositivo de calentamiento. Además, la invención se refiere a un procedimiento para calentar piezas de trabajo con el dispositivo mencionado. Para poder someter piezas de trabajo a un tratamiento térmico en un horno, pueden depositarse sobre rodillos de transporte con los que las piezas de trabajo se transportan desde una abertura de alimentación, pasando por un dispositivo de calentamiento, hasta una abertura de extracción. En este trayecto de transporte, las piezas de trabajo se calientan a una temperatura deseada predefinida. Las piezas de trabajo pueden ser, por ejemplo, objetos de metal, placas de vidrio o piezas de cerámica. Frecuentemente, para estos objetos se usan hornos con solera de rodillos. En este tipo de calentamiento tienen importancia creciente el grado de utilización del combustible, así como el espacio necesario para la instalación. En los hornos, para el calentamiento de las piezas de trabajo se aplica principalmente radiación infrarroja o convección, quedando limitadas las posibilidades de uso de los hornos. En piezas bruñidas, el calor infrarrojo se puede transmitir sólo muy lentamente debido a su reflexión, lo que requiere hornos largos con la necesidad de espacio correspondiente. En cambio, si se usa calor de convección, por ejemplo, mediante la conducción a un horno de aire caliente y acelerado por ventiladores, el calor de convección puede transmitirse de forma rentable sólo hasta 750ºC, aproximadamente. Los tamaños de construcción de estos hornos y por tanto también los costes son relativamente grandes. También se conoce el calentamiento por boquillas de chorro, por boquillas de impacto o por impacto de chorros con una mezcla de aire y gas o también oxifuel. Por ejemplo, la memoria de patente alemana DE102004028236B3 da a conocer un procedimiento para el calentamiento de piezas de trabajo antes de la conformación, en el que en un campo de boquillas se usan chorros de impacto para calentar una pieza de trabajo por convección con un fluido. Por la solicitud de patente europea EP1816219A1 se conoce además un procedimiento para el tratamiento térmico con flejes de acero mediante calefacción directa por llamas. El calentamiento de un fleje de acero se realiza por varios quemadores Booster dispuestos perpendicularmente con respecto a la superficie del fleje, envolviendo las llamas producidas por los quemadores la sección transversal completa del fleje de acero. Dentro de las llamas se define la estequiometría en función de la temperatura de partida y la temperatura deseada. De esta forma, mediante las llamas envolventes se consigue un calentamiento uniforme y definido del fleje de acero que se hace pasar por el horno de forma continua. Según el documento DE3202476A1 están previstos medios para detectar si sobre el órgano de transporte en el horno existe material que se ha de quemar, medios para la emisión de señales temporizadoras proporcional a la velocidad de transporte por el horno, y medios par abrir y cerrar una o varias válvulas de gas bajo el control de los medios de detección y de las señales temporizadoras. Sin embargo, generalmente, los procedimientos conocidos y sus hornos pertenecientes tienen la ventaja de que no es posible tener en cuenta de forma selectiva la respectiva forma de una pieza de trabajo. Por lo tanto, las boquillas, en gran parte, emiten las llamas a zonas del horno en las que no se encuentra ninguna pieza de trabajo, de modo que se queda sin aprovechar hasta el 80% de la energía generada por los quemadores. Por lo tanto, la invención tiene el objetivo de proporcionar un dispositivo de calentamiento y un procedimiento de calentamiento correspondiente con el que piezas con cualquier forma puedan calentarse uniformemente de forma económica y en un pequeño espacio de construcción. Según la invención, este objetivo se consigue mediante un dispositivo de calentamiento con las características de la reivindicación independiente 1. Algunas variantes ventajosas del dispositivo resultan de las reivindicaciones subordinadas 2 a 10. Además, el objetivo se consigue mediante un procedimiento según la reivindicación 11. Algunas formas de realización ventajosas del procedimiento resultan de las reivindicaciones subordinadas 12 a 16. La invención prevé un dispositivo para calentar piezas de trabajo que comprende un medio transportador con el con el que las piezas de trabajo pueden transportarse pasando por un dispositivo de calentamiento unas detrás y/o al lado de otras. Además, el dispositivo comprende varias boquillas de quemador para el calentamiento de las piezas de trabajo en su trayecto de transporte por el dispositivo de calentamiento. Según la invención, las boquillas de quemador pueden ser desconectadas por una unidad de control independientemente entre ellas. El dispositivo de calentamiento en su conjunto puede estar realizado de forma aislada, o bien, estar posicionado por ejemplo delante 2 o detrás de otro horno. Preferentemente, el dispositivo presenta medios de detección para determinar los contornos aproximados y la posición de las piezas de trabajo en el dispositivo de calentamiento, estando los medios de detección conectados con la unidad de control de las boquillas de quemador. Los medios de detección pueden ser, por ejemplo, varias barreas de luz, sensores inductivos y/o un dispositivo de detección por imágenes. Además, el dispositivo presenta medios para determinar la velocidad de transporte de las piezas de trabajo, estando dichos medios igualmente conectados con la unidad de control de las boquillas de quemador. En un ejemplo de realización de la invención, el dispositivo de calentamiento presenta al menos una caja de quemador en la que se encuentran respectivamente varias boquillas de quemador alimentadas por un quemador. Un quemador se hace funcionar, preferentemente, con un combustible gaseiforme y con enriquecimiento en oxígeno. El enriquecimiento en oxígeno puede realizarse según el procedimiento de cambio de presión. Un quemador puede encenderse, por ejemplo, con una llama piloto o con una barra de encendido de alta tensión. La vigilancia de un quemador puede realizarse con una célula UV o con una barra de ionización. La invención comprende además un procedimiento para calentar piezas de trabajo, en el que las piezas de trabajo se transportan con un medio transportador pasando por un dispositivo de calentamiento unas detrás y/o al lado de otras, siendo calentadas las piezas de trabajo por varias boquillas de quemador en su trayecto de transporte por el dispositivo de calentamiento. El procedimiento según la invención se caracteriza porque durante el transporte de las piezas de trabajo por el dispositivo de calentamiento, las boquillas de quemador se conectan y desconectan independientemente entre ellas por una unidad de control, conectándose aquellas boquillas de quemador que en el trayecto de transporte de las piezas de trabajo se encuentran en la zona de los contornos de las piezas de trabajo, mientras que se desconectan aquellas boquillas de quemador que en el trayecto de transporte de las piezas de trabajo se encuentran fuera de los contornos de las piezas de trabajo. Preferentemente, los medios de detección del dispositivo de calentamiento determinan los contornos aproximados y la posición de las piezas de trabajo en el dispositivo de calentamiento, y esta información se transfiere por los medios de detección a la unidad de control de las boquillas de quemador. Además, se determina la velocidad de transporte de las piezas de trabajo, y esta información relativa a la velocidad de transporte asimismo se transfiere a la unidad de control de las boquillas de quemador. En este caso, el procedimiento prevé que la unidad de control conecta y desconecta las boquillas de quemador según las necesidades a base de la información relativa a los contornos aproximados y/o la posición de las piezas de trabajo en el dispositivo de calentamiento (10) y a base de la información relativa de la velocidad de transporte de las piezas de trabajo. Alternativamente, la unidad de control también puede conectar y desconectar las boquillas de quemador según un esquema depositado en la unidad de control. La invención consigue el objetivo de la invención de manera ventajosa, ya que puede adaptar el funcionamiento de los quemadores de un dispositivo de calentamiento de forma selectiva a la forma y la posición de las piezas de trabajo que se han de calentar.... [Seguir leyendo]
Reivindicaciones:
1.- Dispositivo para calentar piezas de trabajo (20; 20'; 20") que comprende un medio transportador (30) con el que las piezas de trabajo (20; 20'; 20") pueden transportarse pasando por un dispositivo de calentamiento (10) unas detrás y/o al lado de otras, y varias boquillas de quemador (40; 50) para el calentamiento de las piezas de trabajo (20; 20'; 20") en su trayecto de transporte por el dispositivo de calentamiento (10), pudiendo conectarse y desconectarse las boquillas de quemador (40; 50) independientemente entre sí por una unidad de control, caracterizado porque las boquillas de quemador (40; 50) pueden conectarse y desconectarse por separado por la unidad de control en función de los contornos aproximados y de una posición de las piezas de trabajo (20; 20'; 20") en el dispositivo de calentamiento. 2.- Dispositivo según la reivindicación 1, caracterizado porque el dispositivo (10) presenta medios de detección para determinar los contornos aproximados y la posición de las piezas de trabajo (20; 20'; 20") en el dispositivo de calentamiento (10), estando los medios de detección conectados con la unidad de control de las boquillas de quemador (40; 50). 3.- Dispositivo según la reivindicación 1, caracterizado porque el dispositivo (10) presenta como medios de detección varias barreras de luz (80), sensores inductivos y/o un dispositivo de detección de imágenes. 4.- Dispositivo según una de las reivindicaciones 2 y 3, caracterizado porque el dispositivo (10) presenta medios para determinar la velocidad de transporte de las piezas de trabajo (20; 20'; 20"), estando dichos medios conectados con la unidad de control de las boquillas de quemador (40; 50). 5.- Dispositivo según una de las reivindicaciones 1 a 4, caracterizado porque el dispositivo de calentamiento (10) presenta al menos una caja de quemador (60; 61; 70; 71) en la que se encuentran respectivamente varias boquillas de quemador (40; 50) que son alimentadas por un quemador. 6.- Dispositivo según la reivindicación 5, caracterizado porque un quemador se hace funcionar con un combustible gaseiforme y con enriquecimiento en oxígeno. 7.- Dispositivo según la reivindicación 6, caracterizado porque el enriquecimiento en oxígeno se realiza según el procedimiento de cambio de presión. 8.- Dispositivo según una de las reivindicaciones 5 a 7, caracterizado porque un quemador puede encenderse con una llama piloto o con una barra de encendido de alta tensión. 9.- Dispositivo según una de las reivindicaciones 5 a 8, caracterizado porque la vigilancia de un quemador se realiza con una célula UV o con una barra de ionización. 10.- Dispositivo según una de las reivindicaciones 1 a 9, caracterizado porque el dispositivo de calentamiento (10) está dispuesto de forma aislada delante o detrás del horno adicional. 11.- Procedimiento para calentar piezas de trabajo (20; 20'; 20") en el que las piezas de trabajo (20; 20'; 20") se transportan con un medio transportador (30) pasando por un dispositivo de calentamiento (10) unas detrás y/o al lado de otras, siendo calentadas las piezas de trabajo (20; 20'; 20") por varias boquillas de quemador (40; 50) en su trayecto de transporte por el dispositivo de calentamiento (10), pudiendo conectarse y desconectarse las boquillas de quemador (40; 50) independientemente entre sí por una unidad de control durante el transporte de las piezas de trabajo (20; 20'; 20") a través del dispositivo de calentamiento (10), caracterizado porque durante el transporte de las piezas de trabajo (20; 20'; 20") por el dispositivo de calentamiento (10), las boquillas de quemador (40; 50) se conectan y desconectan independientemente entre ellas por la unidad de control en función de los contornos aproximados y de una posición de las piezas de trabajo (20; 20'; 20") en el dispositivo de calentamiento, conectándose aquellas boquillas de quemador (40) que en el trayecto de transporte de las piezas de trabajo (20, 20'; 20") se encuentran en la zona de los contornos de las piezas de trabajo (20; 20'; 20"), mientras que se desconectan aquellas boquillas de quemador (50) que en el trayecto de transporte de las piezas de trabajo (20; 20'; 20") se encuentran fuera de los contornos de las piezas de trabajo (20; 20'; 20"). 12.- Procedimiento según la reivindicación 11, caracterizado porque medios de detección determinan los contornos aproximados y la posición de las piezas de trabajo (20; 20'; 20") en el dispositivo de calentamiento (10), y esta información se transfiere de los medios de detección a la unidad de control de las boquillas de quemador (40; 50). 13.- Procedimiento según la reivindicación 12, caracterizado porque los contornos aproximados y/o la posición de las piezas de trabajo (20; 20'; 20") en el dispositivo de calentamiento (10) se determinan mediante varias barreras de luz (80), sensores inductivos y/o un dispositivo de detección de imágenes. 14.- Procedimiento según una de las reivindicaciones 11 a 13, caracterizado porque se determina la velocidad de 7 transporte de las piezas de trabajo (20; 20'; 20"), y esta información relativa a la velocidad de transporte se transfiere a la unidad de control de los boquillas de quemador (40; 50). 15.- Procedimiento según la reivindicación 14, caracterizado porque a partir de la información relativa a los contornos aproximados y/o la posición de las piezas de trabajo (20; 20'; 20") en el dispositivo de calentamiento (10) y la información relativa a la velocidad de transporte de las piezas de trabajo (20; 20'; 20"), la unidad de control conecta y desconecta las boquillas de quemador (40; 50) según las necesidades. 16.- Procedimiento según una de las reivindicaciones 11 a 15, caracterizado porque la unidad de control conecta y desconecta las boquillas de quemador (40; 50) según un esquema depositado en la unidad de control. 8 9 11
Patentes similares o relacionadas:
Procedimiento de fabricación de piezas de acero revestidas y endurecidas por presión, y chapas prerrevestidas que permiten la fabricación de estas piezas, del 1 de Abril de 2020, de Arcelormittal: Chapa laminada en frío y recocida, de grosor comprendido entre 0,5 y 2,6 mm, prerrevestida para la fabricación de piezas endurecidas por templado en prensa, compuesta […]
Horno industrial y proceso de control de la combustión interior, del 10 de Abril de 2019, de TENOVA S.P.A.: Horno industrial que puede utilizarse, por ejemplo, para el tratamiento de productos semiacabados y siderúrgicos, metales y materiales inorgánicos, que comprenden:
[…]
Chapa de acero de alta formabilidad, superresistente, galvanizada en caliente, y método de elaboración de la misma, del 22 de Febrero de 2019, de BAOSHAN IRON & STEEL CO., LTD: Chapa de acero de alta formabilidad, de resistencia superalta, galvanizada en caliente, que consiste en los siguientes componentes químicos, basándose en […]
Horno de recalentamiento de productos siderúrgicos como barras y desbastes, del 16 de Enero de 2019, de FIVES STEIN: Procedimiento de funcionamiento de un horno de recalentamiento de productos siderúrgicos que comprende paredes longitudinales provistas de quemadores […]
Método y dispositivo de tratamiento de productos metálicos continuos o discretos, del 2 de Febrero de 2016, de LINDE AG: Método para calentar un producto metálico alargado continuo , tal como una banda o una varilla, así como alternativamente una chapa discreta, […]
Recocido de banda metálica laminada en frío, del 28 de Enero de 2015, de LINDE AG: Método para recocer bandas de aluminio laminadas en frío, en el que una banda de aluminio laminada en frío es transportada continuamente a lo largo de un trayecto […]
Procedimiento para el temple de guarniciones en dientes de sierra y de todo acero, del 23 de Octubre de 2013, de GRAF + CIE AG: Procedimiento para la obtencion de guarniciones endientes de sierra y de todo acero para el tratamiento de fibrastextiles, particularmente en el marco […]
Método para galvanizar una banda de acero en una línea de galvanización en caliente de templado continuo, del 18 de Octubre de 2013, de Tata Steel UK Limited: Método de galvanización de una banda de acero en una línea de galvanización en caliente de templadocontinuo que comprende una sección de horno de encendido directo o […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Método y dispositivo de tratamiento de productos metálicos continuos o discretos, del 2 de Febrero de 2016, de LINDE AG: Método para calentar un producto metálico alargado continuo , tal como una banda o una varilla, así como alternativamente una chapa discreta, […]
Método y dispositivo de tratamiento de productos metálicos continuos o discretos, del 2 de Febrero de 2016, de LINDE AG: Método para calentar un producto metálico alargado continuo , tal como una banda o una varilla, así como alternativamente una chapa discreta, […] Método para galvanizar una banda de acero en una línea de galvanización en caliente de templado continuo, del 18 de Octubre de 2013, de Tata Steel UK Limited: Método de galvanización de una banda de acero en una línea de galvanización en caliente de templadocontinuo que comprende una sección de horno de encendido directo o […]
Método para galvanizar una banda de acero en una línea de galvanización en caliente de templado continuo, del 18 de Octubre de 2013, de Tata Steel UK Limited: Método de galvanización de una banda de acero en una línea de galvanización en caliente de templadocontinuo que comprende una sección de horno de encendido directo o […]