APARATO PARA MOLDEAR UN TAPÓN DE PLÁSTICO CON EXPULSIÓN ASISTIDA POR GAS.
Un aparato para moldear un tapón de plástico (C) con una parte de pared superior (W) y una parte de faldón anular (S) con un elemento de retención (T) y un borde libre,
cuyo aparato comprende: un conjunto de molde macho (12) que incluye una espiga formadora central (14), un manguito de espiga exterior (16) dentro del que está situada dicha espiga formadora (14) y un manguito expulsor (18), un molde hembra (20) que coopera con dicho conjunto de molde macho (12) para definir una cavidad de molde (22) para formar el tapón de plástico (C), siendo dicho conjunto de molde macho (12) y dicho molde hembra (20) movibles relativamente para abrir dicha cavidad de molde (22) para retirar dicho tapón de plástico (C) moldeado de un extremo libre de dicha espiga formadora central (14), comprendiendo dicho manguito expulsor (18) una superficie para aplicarse en relación de obturación con el borde libre durante la retirada del tapón de plástico (C) moldeado, definiendo dicho conjunto de molde macho (12) al menos un paso (34, 36, 36', 42) para gas que está en comunicación de fluido con la citada cavidad de molde (22) para permitir que gas comprimido sea dirigido a dicho tapón de plástico (C) moldeado después de retirarlo de dicho molde hembra (20) para facilitar la retirada del citado tapón (C) respecto de dicha espiga formadora central (14), siendo dicho al menos un paso (34, 36, 36', 42) para gas adaptable para dirigir el gas comprimido en una región comprendida entre el elemento de retención (T) y el borde libre de la parte de faldón anular (S), caracterizado porque dicho al menos un paso (34, 36, 36', 42) para gas se extiende axialmente entre dicha espiga formadora central (14) y el manguito de espiga exterior (16)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2004/001956.
Solicitante: Closure Systems International, Inc.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 7702 Woodland Drive, Suite 200 Indianapolis, IN 46278 ESTADOS UNIDOS DE AMERICA.
Inventor/es: CEMY,David,L, KAMATH,Ramesh, POWELL,Mark, MISHLER,Gregory,L, SADIIQ,Sohail, OLES,David,K, ABNEY,Lindsey,N.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Enero de 2004.
Clasificación Internacional de Patentes:
- B29C33/46 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › utilizando presión de fluido.
- B29C43/42 B29C […] › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › para fabricar objetos con muescas o sesgo.
- B29C43/50 B29C 43/00 […] › Desmoldeo de objetos moldeados.
Clasificación PCT:
- B29C43/50 B29C 43/00 […] › Desmoldeo de objetos moldeados.
Clasificación antigua:
- B29C49/70 B29C […] › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Desmoldeo o eyección de objetos soplados desde el molde.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362483_T3.pdf
Fragmento de la descripción:
Campo de la técnica
El presente invento se refiere, en general, a un aparato y a un método para moldear por compresión un tapón de plástico y, más particularmente, a un aparato y un método para efectuar la expulsión, asistida por gas, de un tapón moldeado desde un utillaje de molde asociado, facilitando por tanto la fabricación de tapones a alta velocidad al tiempo que se evita la deformación inaceptable de los tapones.
Antecedentes del invento
15 Los tapones de plástico moldeados por compresión han encontrado una muy amplia aceptación en el mercado, siendo particularmente adecuados dichos tapones para uso con bebidas carbónicas, así como en otras aplicaciones que requieran las deseables características de resistencia mecánica y capacidad de cierre que pueden ofrecer tales tapones. Además, estos tipos de tapones pueden configurarse fácilmente para proporcionar una indicación de manipulación indebida, garantizando así a los consumidores la calidad deseada del producto.
Las patentes norteamericanas núms. 4.378.893; 4.407.422; 4.418.828 y 4.978.017 ilustran construcciones de tapón de plástico, incluyendo tapones que pueden configurarse para ofrecer una indicación de manipulación indebida, que pueden formarse de manera eficaz y económica mediante moldeo por compresión. Las patentes norteamericanas núms. 4.343.754; 4.497.765; 5.554.327; 5.670.100 y 5.866.177 describen métodos y aparatos mediante los cuales pueden formarse tapones de plástico por moldeo por compresión.
Para aplicaciones típicas, un tapón moldeado por compresión incluye un elemento de retención, típicamente a modo de formación de rosca helicoidal, en una superficie interior de una parte de faldón del tapón. El molde macho del utillaje de moldeo por compresión, denominado algunas veces espiga formadora, incluye una superficie de molde exterior que está configurada adecuadamente para conseguir la formación de la rosca del tapón. Con el fin de facilitar la fabricación a gran velocidad de tales tapones, la práctica ha consistido, típicamente, en "desprender" mecánicamente el tapón de plástico moldeado de la espiga formadora, sin llevar a cabo rotación relativa alguna para "desenroscar" el tapón de la espiga formadora. El desprendimiento mecánico del ajuste de interferencia entre el tapón moldeado y la espiga formadora requiere que la parte de faldón del tapón sea reformada hacia fuera cuando los hilos de rosca del tapón son empujados fuera de las gargantas u otras características de la espiga formadora en la que son moldeados.
La experiencia ha demostrado que la deformación que puede producirse en la configuración roscada debido a esta acción de desprendimiento, tiene como consecuencia, en general, limitar las velocidades con las que pueden formarse los tapones de plástico. Si bien las máquinas giratorias típicas de moldeo por compresión incluyen pasos de refrigeración con agua dentro de los componentes del utillaje de molde, las velocidades de funcionamiento están limitadas, típicamente, por el tiempo requerido para que la formación de rosca moldeada sea lo bastante sólida como para permitir el desprendimiento mecánico de cada tapón de su respectiva espiga formadora, sin que se produzca una deformación inaceptable de la formación de rosca ni de otras partes del tapón.
45 Hasta ahora, se han realizado esfuerzos para facilitar este desprendimiento mecánico de un tapón de plástico roscado de un utillaje de molde macho asociado. El uso de gas comprimido, dirigido hacia un tapón de plástico moldeado durante la retirada del utillaje asociado, ha sido puesto en práctica en conexión con el moldeo de tapones por inyección. También se han realizado esfuerzos para incorporar tales disposiciones de expulsión de aire en un equipo de moldeo por compresión, tal como se ilustra a modo de ejemplo en la patente norteamericana núm. 5.786.079 y en la solicitud de patente PCT publicada núm. WO 01/32390. Sin embargo, estas disposiciones previamente conocidas han incrementado en forma indeseable la complejidad del utillaje y, en una construcción, requerían la provisión de un paso de aire que, en general, tiende a reducir las dimensiones de los pasos para refrigerante dentro del utillaje. Tales disposiciones también han estado, en general, limitadas en cuanto al tamaño de los pasos previstos para diri
55 gir aire hacia un tapón moldeado, y han sido configuradas de manera que, indeseablemente, pueden tener como consecuencia la existencia de partes metálicas delgadas en el utillaje con la consiguiente pérdida de duración.
El documento US 5.786.079 es la base del preámbulo de las reivindicaciones 1 y 12.
El presente invento se refiere a un aparato mejorado para el moldeo por compresión de tapones de plástico y a un método de funcionamiento del mismo, que facilite la fabricación de tapones a alta velocidad por introducción de gas comprimido, típicamente aire, en un tapón moldeado durante su retirada de la espiga formadora de molde macho asociada, estando el sistema configurado, deseablemente, para mantener la integridad del utillaje asociado y permitiendo un uso efectivo desde el punto de vista económico, en un equipo de moldeo por compresión.
Sumario del invento
El presente invento se define en las reivindicaciones independientes 1 y 12, mientras que en las reivindicaciones dependientes se reivindican realizaciones preferidas.
Dicho de otro modo, el presente invento se refiere a un aparato para moldear un tapón de plástico y a un método de funcionamiento del mismo, que facilite la fabricación a alta velocidad por introducción de un gas comprimido (aire) en un tapón de plástico moldeado durante la parte del ciclo de moldeo en la que el tapón de plástico es "desprendido" mecánicamente de una espiga formadora de molde macho asociada. En la realización ilustrada, en la que el aparato está configurado para moldear un tapón de plástico que incluye un elemento de retención, típicamente a modo de formación de rosca helicoidal para asegurar el tapón sobre un recipiente asociado, el aparato está configurado de manera que dirija aire comprimido al tapón en una región comprendida entre el elemento de retención y un borde libre del tapón. Se ha encontrado que esto genera, deseablemente, fuerzas en el interior del tapón, en particular en la región del elemento de retención (formación roscada) que facilitan enormemente la retirada, a alta velocidad, del tapón de la espiga formadora de molde macho asociada.
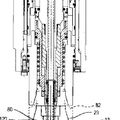
De manera notable, la incorporación del sistema de expulsión de aire en el utillaje de moldeo por compresión se facilita dirigiendo el aire hacia el tapón moldeado por uno o más pasos formados entre la espiga formadora macho y un manguito de espiga exterior asociado. Pueden formarse fácilmente pasos que tengan el área de flujo deseada al tiempo que se conserva la integridad del utillaje de molde y sin que ello requiera ninguna reducción significativa del tamaño ni del número de pasos de refrigerante que, típicamente, están previstos en el utillaje de moldeo por compresión para facilitar la solidificación del plástico fundido una vez moldeado por compresión.
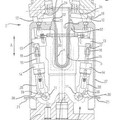
De acuerdo con la realización ilustrada, un aparato para moldear un tapón de plástico comprende un conjunto de molde macho que incluye una espiga formadora central y un manguito de espiga exterior en cuyo interior está posicionada la espiga formadora. El aparato incluye, además, un molde hembra que coopera con el molde macho para definir una cavidad de molde generalmente en forma de receptáculo para formar el tapón de plástico con una parte de pared superior y una parte de faldón anular. El conjunto de molde macho y el molde hembra son movibles relativamente para abrir la cavidad del molde a fin de retirar el tapón de plástico moldeado del extremo libre de la espiga formadora central.
En la realización ilustrada, el conjunto de molde macho incluye un manguito de expulsión posicionado alrededor del manguito de espiga exterior, pudiendo ser movidos relativamente la espiga formadora y el manguito de expulsión de modo que la aplicación del manguito de expulsión con la parte de faldón del tapón de plástico moldeado, mueva al tapón de plástico separándolo de la espiga formadora. Cuando el tapón de plástico se forma con un elemento de retención, tal como a modo de formación de rosca helicoidal, en la superficie interior de la parte de faldón, la acción del manguito de expulsión sirve para "desprender" el tapón de plástico moldeado de la espiga formadora... [Seguir leyendo]
Reivindicaciones:
1. Un aparato para moldear un tapón de plástico (C) con una parte de pared superior (W) y una parte de faldón anular (S) con un elemento de retención (T) y un borde libre, cuyo aparato comprende:
un conjunto de molde macho (12) que incluye una espiga formadora central (14), un manguito de espiga exterior (16) dentro del que está situada dicha espiga formadora (14) y un manguito expulsor (18),
un molde hembra (20) que coopera con dicho conjunto de molde macho (12) para definir una cavidad de molde (22) para formar el tapón de plástico (C),
siendo dicho conjunto de molde macho (12) y dicho molde hembra (20) movibles relativamente para abrir dicha cavidad de molde (22) para retirar dicho tapón de plástico (C) moldeado de un extremo libre de dicha espiga formadora central (14),
comprendiendo dicho manguito expulsor (18) una superficie para aplicarse en relación de obturación con el borde libre durante la retirada del tapón de plástico (C) moldeado,
definiendo dicho conjunto de molde macho (12) al menos un paso (34, 36, 36', 42) para gas que está en comunicación de fluido con la citada cavidad de molde (22) para permitir que gas comprimido sea dirigido a dicho tapón de plástico (C) moldeado después de retirarlo de dicho molde hembra (20) para facilitar la retirada del citado tapón (C) respecto de dicha espiga formadora central (14), siendo dicho al menos un paso (34, 36, 36', 42) para gas adaptable para dirigir el gas comprimido en una región comprendida entre el elemento de retención (T) y el borde libre de la parte de faldón anular (S),
caracterizado porque dicho al menos un paso (34, 36, 36', 42) para gas se extiende axialmente entre dicha espiga formadora central (14) y el manguito de espiga exterior (16).
2. El aparato para moldear un tapón de plástico (C) de acuerdo con la reivindicación 1, que incluye: una pluralidad de pasos (34, 36, 36', 42) para gas que se extienden axialmente entre dicha espiga formadora central (14) y dicho manguito de espiga exterior (16).
3. El aparato para moldear un tapón de plástico (C) de acuerdo con la reivindicación 2, que incluye: al menos un canal circunferencial (38, 40) que se extiende entre dicha espiga formadora (14) y dicho manguito (16) de espiga, uniendo la citada pluralidad de pasos (34, 36, 36', 42) para gas en comunicación de fluido.
4. El aparato para moldear un tapón de plástico (C) de acuerdo con la reivindicación 1, en el que dicho conjunto de molde macho (12) está configurado para formar al menos un elemento de retención (T) en la superficie interior de la mencionada parte de faldón (S) de un tapón (C) en él moldeado.
5. El aparato para moldear un tapón de plástico (C) de acuerdo con la reivindicación 1, en el que dicha espiga formadora central (14) y dicho manguito de espiga exterior (16) son movibles relativamente y definen entre ellos una superficie formadora anular (44) adyacente a un borde libre de dicha parte de faldón (S) del mencionado tapón de plástico (C), incluyendo dicha parte de faldón (S) del citado tapón de plástico (C) al menos un elemento (E) indicador de una manipulación indebida, formado contra dicha superficie formadora anular (44).
6. El aparato para moldear un tapón de plástico (C) de acuerdo con la reivindicación 1, en el que dicha espiga formadora central (14) y dicho manguito de espiga exterior (16) son movibles relativamente y definen superficies anulares (44) cooperantes para controlar el flujo de gas comprimido dirigido contra dicha superficie interna de la citada parte de faldón (S) de un tapón (C) en él moldeado.
7. El aparato de la reivindicación 4, en el que al menos uno de dichos pasos (34, 36, 36', 42) para gas está en comunicación de fluido con, al menos, parte de la superficie interna del citado faldón (S) comprendida entre dicho elemento de retención y un extremo libre de dicha parte de faldón (S) de un tapón (C) moldeado sobre dicho conjunto de molde macho (12).
8. El aparato de la reivindicación 7, asociado con un aparato de moldeo por compresión y ajustado para expulsar un tapón (C) moldeado sobre dicho conjunto de molde macho (12) antes de la solidificación completa del plástico que forma el mencionado tapón (C).
9. El aparato de la reivindicación 4, en el que dicha espiga formadora (14) y dicho manguito de espiga exterior (16) definen superficies anulares cooperantes (44) para controlar el flujo de gas comprimido a dicho tapón de plástico (C) moldeado.
10. El aparato para moldear un tapón de plástico (C) de acuerdo con la reivindicación 9, en el que dicha parte de
faldón (S) del citado tapón de plástico (C) incluye, al menos, un elemento (E) indicador de manipulaciones indebidas, formado contra dicha superficie anular (44) de dicha espiga formadora central (14).
11. El aparato para moldear un tapón de plástico (C) de acuerdo con la reivindicación 9, en el que dichas superficies anulares (44) cooperantes de dicha espiga formadora central (14) y dicho manguito de espiga exterior (16) proporcionan un camino de ventilación para el gas contenido en dicha cavidad de molde (22) durante el moldeo del citado tapón de plástico (C).
12. Un método para moldear un tapón de plástico (C) con una parte de pared superior (W) y una parte de faldón anular (S) con un elemento de retención (T) y un borde libre, cuyo método comprende los pasos de:
proporcionar un conjunto de molde macho (12) que incluye una espiga formadora central, un manguito de espiga exterior (16) en cuyo interior está posicionada dicha espiga formadora (14) y un manguito expulsor (18),
proporcionar un molde hembra (20),
proporcionar al menos un paso (34, 36, 36', 42) para gas definido por dicho conjunto de molde macho (12),
formar el tapón de plástico (C) moldeando material plástico en una cavidad de molde (22) definida entre dicho molde hembra (20) y dicho conjunto de molde macho (12),
abrir dicha cavidad de molde (22) para retirar dicho tapón de plástico (C) moldeado de un extremo libre de dicha espiga formadora central (14) merced a un movimiento relativo de dicho conjunto de molde macho (12) y dicho molde hembra (20),
comprendiendo el citado manguito expulsor (18) una superficie para aplicación, en relación de obturación, con el borde libre durante la retirada del tapón de plástico (C) moldeado,
dirigir gas comprimido a dicho tapón de plástico (C) moldeado tras la retirada del citado molde hembra (20) para facilitar la retirada del mencionado tapón (C) de dicha espiga formadora central (14) permitida por dicho, al menos, un paso (34, 36, 36', 42) para gas que está en comunicación de fluido con la citada cavidad de molde (22),
pudiendo adaptarse dicho al menos un paso (34, 36, 36', 42) para gas para dirigir el gas comprimido en una región comprendida entre el elemento de retención (T) y el borde libre de la parte de faldón anular (S),
caracterizado porque dicho al menos un paso (34, 36, 36', 42) para gas se extiende axialmente entre dicha espiga formadora central (14) y dicho manguito de espiga exterior (16).
13. El método de la reivindicación 12, que comprende los pasos de: formar dicho tapón de plástico (C) con, al menos, un elemento de retención (T) en una superficie interior de dicha parte de faldón anular (S), y dirigir gas comprimido a dicho tapón de plástico (C) moldeado en una región comprendida entre dicho elemento de retención (T) y un borde libre de la citada parte de faldón mientras se aplica en relación de obturación un borde libre de dicha parte de faldón (S) de dicho tapón de plástico (C) para evitar la pérdida de presión de gas a fin de facilitar la retirada de dicho tapón (C) de dicho conjunto de molde macho (12).
14. El método de moldear un tapón de plástico (C) de acuerdo con la reivindicación 12, en el que dicho paso de dirigir incluye controlar el flujo de gas comprimido a dicho tapón de plástico (C) moldeado mediante el movimiento axial relativo de dicha espiga formadora central (14) y dicho manguito de espiga exterior (16).
15. El método de moldear un tapón de plástico (C) de acuerdo con la reivindicación 12, que incluye dotar a dicho conjunto de molde macho (12) de una pluralidad de los citados pasos (34, 36, 36', 42) para gas.
Patentes similares o relacionadas:
Un aparato y un método formar dispositivos de apertura en un material de envasado de lámina para envasar productos alimenticios que se pueden verter, del 14 de Marzo de 2018, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un aparato (10, 10', 10'') para formar un dispositivo de apertura en cada una de varias porciones receptoras previstas sobre un material de […]
Aparato para formar dispositivos de apertura en un material de envase de lámina para envasar productos alimenticios vertibles, del 31 de Enero de 2018, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un aparato (10, 10', 10") para formar dispositivos de apertura sobre un material de envase de lámina para envasar productos alimenticios vertibles; comprendiendo dicho […]
 Aparato para conformar objetos con rebajes, del 30 de Abril de 2013, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Aparato que comprende medios de conformación dispuestos para funcionarsegún tecnología de moldeo por […]
Aparato para conformar objetos con rebajes, del 30 de Abril de 2013, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Aparato que comprende medios de conformación dispuestos para funcionarsegún tecnología de moldeo por […]
 Procedimiento y aparato para formar tapones de plástico mediante moldeo por compresión, del 25 de Abril de 2012, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Procedimiento para la formación de tapones de material sintético mediante moldeado por compresión, quecomprende la inserción de un punzón en la cavidad de formación […]
Procedimiento y aparato para formar tapones de plástico mediante moldeo por compresión, del 25 de Abril de 2012, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Procedimiento para la formación de tapones de material sintético mediante moldeado por compresión, quecomprende la inserción de un punzón en la cavidad de formación […]
 APARATO PARA EL MOLDEO POR COMPRESION DE UNA PREFORMA DE CONTENEDOR, del 20 de Mayo de 2010, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Aparato que comprende una disposición de punzón y una disposición de matriz que tiene una cavidad , dicha disposición de punzón […]
APARATO PARA EL MOLDEO POR COMPRESION DE UNA PREFORMA DE CONTENEDOR, del 20 de Mayo de 2010, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Aparato que comprende una disposición de punzón y una disposición de matriz que tiene una cavidad , dicha disposición de punzón […]
MOLDE PARA CONFORMAR EL CABEZAL DE RECIPIENTES DE PLASTICO TUBULARES DEFORMABLES., del 1 de Febrero de 2007, de SACMI COOPERATIVA MECCANICI IMOLA SOC. COOP. A R.L.: Molde para conformar la parte superior de recipientes de plástico tubulares deformables que comprende un cuerpo tubular y un cabezal de material de plástico unido a […]
PROCEDIMIENTO PARA REALIZAR CONJUNTOS CAPSULA DE PLASTICO PARA CONTENEDORES., del , de BORMIOLI ROCCO & FIGLIO S.P.A.: EL PROCESO PARA CONFECCIONAR CONJUNTOS DE TAPAS DE PLASTICO COMPRENDE: UNA PRIMERA ETAPA DE FORMACION EN LA QUE UN MATERIAL PLASTICO ES COMPRIMIDO CON OBJETO DE OBTENER […]
 APARATO PARA MOLDEAR Y APLICAR REVESTIMIENTOS EN TAPONES, del 16 de Abril de 2009, de SACMI COOPERATIVA MECCANICI IMOLA S.C.R.L.: Aparato para moldear e insertar, en unos tapones , unos revestimientos hechos del material plástico suministrados mediante un extrusor , que comprende un carrusel […]
APARATO PARA MOLDEAR Y APLICAR REVESTIMIENTOS EN TAPONES, del 16 de Abril de 2009, de SACMI COOPERATIVA MECCANICI IMOLA S.C.R.L.: Aparato para moldear e insertar, en unos tapones , unos revestimientos hechos del material plástico suministrados mediante un extrusor , que comprende un carrusel […]