APARATO PARA EL MOLDEO POR COMPRESION DE UNA PREFORMA DE CONTENEDOR.
Aparato que comprende una disposición de punzón (12) y una disposición de matriz (13) que tiene una cavidad (55),
dicha disposición de punzón (12) y dicha disposición de matriz (13) estando dispuestas enfrentadas entre sí para el moldeo por compresión de una preforma (1) de contenedor a partir de una dosis (68) de materia plástica, dicha disposición de punzón (12) comprendiendo un punzón (14), dicho aparato además comprendiendo un molde de cuello separado que tiene dos partes recíprocamente móviles (20) cada una con una superficie de moldeado (23) para moldear socavaciones sobre una superficie externa de una porción de cuello (4) de dicha preforma (1), caracterizado por el hecho que dicha disposición de punzón (12) además comprende un elemento anular de moldeado (41) distinto de dicho molde de cuello separado (20) y de dicho punzón (14) para moldear una zona de borde anular (10) de dicha preforma (1), la disposición de punzón (12) y la disposición de matriz (13) siendo móviles en relación recíproca para definir una cámara de moldeado cerrada (70) entre la disposición de matriz (13), el punzón (14), el molde de cuello separado (20) y el elemento anular de moldeado (41) con lo cual la cámara de moldeado (70) pasa a tener un volumen mayor que el volumen de la preforma (1), dicho elemento anular de moldeado (41) y dicho punzón (14) pudiéndose mover ulteriormente entre sí después que la cámara de moldeado (70) ha sido cerrada hasta darle forma a dicha preforma (1)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/055664.
Solicitante: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA.
Nacionalidad solicitante: Italia.
Dirección: VIA SELICE PROVINCIALE, 17/A,40026 IMOLA (BO).
Inventor/es: ZUFFA, ZENO, PARRINELLO, FIORENZO.
Fecha de Publicación: .
Fecha Concesión Europea: 10 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B29C43/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › con un movimiento circular.
- B29C43/38 B29C 43/00 […] › con medios para evitar las rebabas.
- B29C43/42 B29C 43/00 […] › para fabricar objetos con muescas o sesgo.
- B29C43/58 B29C 43/00 […] › Medida, control o regulación.
Clasificación PCT:
Fragmento de la descripción:
Aparato para el moldeo por compresión de una preforma de contenedor.
La presente invención se refiere a un aparato para el moldeo de una preforma de contenedor, mediante moldeo por compresión. Las preformas que se obtienen utilizando un aparato de conformidad con la presente invención, sucesivamente pueden ser transformadas en contenedores, por ejemplo botellas, a través de un proceso de moldeo por estiramiento-insuflación.
Las preformas para obtener contenedores comprenden un cuerpo hueco substancialmente cilíndrico que se extiende a lo largo de un eje longitudinal, que tiene una extremidad cerrada por una pared transversal generalmente configurada tipo cúpula. El cuerpo hueco además posee una extremidad abierta en la cual se obtiene una boca que comprende medios de fijación, por ejemplo una zona roscada, adecuados para vincular una tapa de contenedor. La extremidad abierta de la preforma está delimitada por una zona de borde que se extiende circunferencialmente alrededor del eje longitudinal.
Se conocen aparatos para moldear preformas mediante moldeo por compresión de dosis de materia plástica. Tales aparatos comprenden una pluralidad de moldes, que están instalados en una región periférica de un carrusel rotativo. Cada molde comprende un punzón para configurar internamente la preforma y una matriz provista de una cavidad en la cual se puede formar una parte de la superficie externa de la preforma. El molde, además, está provisto de al menos dos partes móviles que permiten configurar externamente la boca. Las partes móviles pueden distanciarse recíprocamente para extraer la preforma del molde incluso si la boca posee socavaciones, tales como, por ejemplo, zonas roscadas.
Durante el funcionamiento, el molde al inicio está en una posición abierta en la cual la matriz está alejada con respecto al punzón con lo cual es posible introducir una dosis de materia plástica dentro de la cavidad. En esta posición, las dos partes móviles pueden ser asociadas alternativamente con la matriz o con el punzón.
Sucesivamente, el molde pasa a una posición cerrada en la cual entre la matriz, el punzón y las partes móviles queda definida una cámara de moldeado con una geometría correspondiente a la de la preforma que se desea obtener. Mientras el molde se mueve desde la posición abierta a la posición cerrada, la materia plástica se distribuye dentro de la cámara de moldeado, en la cual la materia plástica se queda por un período de tiempo suficiente para asegurar su estabilización y un inicial y parcial enfriamiento de la preforma. Al final de esta etapa el molde se vuelve a abrir, con lo cual es posible quitar la preforma.
Un inconveniente de los aparatos conocidos es que, durante algunas etapas transicionales que se producen mientras el molde va de la posición abierta a la posición cerrada, es posible que se produzcan pérdidas no deseadas de materia plástica entre las partes móviles y el punzón, que interactúan para formar la zona de borde que delimita la extremidad abierta de la preforma. En efecto, las dosis de materia plástica que se utilizan para moldear preformas normalmente tienen una masa relativamente grande tal de ocupar un volumen significativo de la cavidad de la matriz. Cuando el molde comienza a cerrarse y el punzón comienza a interactuar con la dosis, esta última es empujada hacia arriba y puede salir por el intersticio definido entre las partes móviles y el punzón, que todavía se hallan en una fase de movimiento recíproco.
Si se producen pérdidas macroscópicas de materia plástica dentro del intersticio definido entre las partes móviles y el punzón, sobre la preforma terminada se pueden formar rebabas visibles. Además, dentro de algunas zonas que se comunican con la cámara de moldeado pueden fluir pequeñas cantidades de materia plástica durante el llenado de la cámara de moldeado y las mismas posteriormente pueden volver a la cámara de moldeado. Esas pequeñas cantidades se enfrían con mucha rapidez y, cuando vuelven a la cámara de moldeado, tienen una temperatura que es notablemente inferior a aquella de la materia plástica circunstante, con la cual esas pequeñas cantidades se mezclan con dificultad. En la preforma terminada, de este modo, se forman regiones defectuosas en las cuales existen microfisuras no determinables con facilidad, que pueden generar defectos en la botella obtenida a partir de la preforma.
El documento US 2004/0.166.193 describe un método y un sistema para moldear artículos de material sintético mediante moldeo por compresión. El método y el sistema son muy adecuados para moldear artículos de grandes espesores o artículos que comprenden al menos dos materiales distintos que pueden tener diferentes características técnicas.
El documento US 2005/0.158.421 describe una prensa de moldeo por compresión para moldear contenedores de plástico, que se compone de una cavidad de moldeo formada mediante un émbolo, un molde hembra y dos labios separables. Un cilindro se desliza dentro de una guía de deslizamiento para mantener los labios cerrados. El émbolo se desliza dentro del cilindro con respecto tanto al cilindro como a la guía de deslizamiento, a la hora del moldeo de los contenedores.
Un objetivo de la presente invención es el de mejorar los aparatos para moldear preformas de contenedores, especialmente para obtener preformas mediante moldeo por compresión.
Otro objetivo de la presente invención es el de proporcionar aparatos para moldear preformas de contenedores mediante moldeo por compresión de una dosis de materia plástica, en los cuales los riesgos de una pérdida no deseada de materia plástica desde el molde antes de que este último llegue a su posición cerrada son reducidos.
De conformidad con la presente invención, se ha proporcionado un aparato de conformidad con las características de la anexa reivindicación 1.
Debido al elemento anular de moldeado, la cámara de moldeado puede ser cerrada en una etapa adelantada, en la cual entre la disposición de punzón, la disposición de matriz y las partes móviles, que pueden ser asociadas con la disposición de punzón o con la disposición de matriz, se ha definido una cámara de moldeado que tiene un volumen significativamente mayor que el volumen de la dosis. Sucesivamente, mientras el punzón y el elemento anular de moldeado se mueven en relación recíproca, es posible reducir gradualmente el volumen de la cámara de moldeado hasta configurar en su totalidad la preforma.
Lo anterior permite reducir el riesgo de pérdidas de materia plástica mientras esta última está llenando la cámara de moldeado. De este modo se impide la formación de rebabas que podrían verse claramente en la preforma producida. Además, puesto que la cámara de moldeado viene cerrada en un momento en el cual es mucho mayor que la dosis, la materia plástica no puede fluir dentro de pequeñas zonas desde las cuales posteriormente la misma materia plástica podría volver a la cámara de moldeado, lo cual permite reducir en la preforma terminada los defectos microscópicos, tales como por ejemplo fisuras.
En una realización, el elemento anular de moldeado está intercalado entre el punzón y las partes móviles.
Esto, además, permite mejorar la evacuación de los gases generados cuando viene moldeada la dosis, puesto que esos gases pueden salir de la cámara de moldeado tanto a través de una primera zona de interfaz definida entre el elemento anular de moldeado y el punzón como a través de una segunda zona de interfaz definida entre el elemento anular de moldeado y las partes móviles.
El elemento anular de moldeado facilita las operaciones para quitar la preforma terminada desde el aparato según la presente invención, en particular si esta preforma, después del moldeo, se queda asociada con el punzón. En efecto, puesto que el elemento anular de moldeado puede moverse con respecto al punzón, este elemento puede ser de ayuda cuando la preforma terminada tiene que ser separada del punzón.
La presente invención se puede implementar y entender mejor haciendo referencia a los dibujos anexos que exhiben algunas de sus realizaciones ejemplificadoras y no limitativas, en los cuales:
- la figura 1 es una vista esquemática en perspectiva de una preforma para obtener una botella;
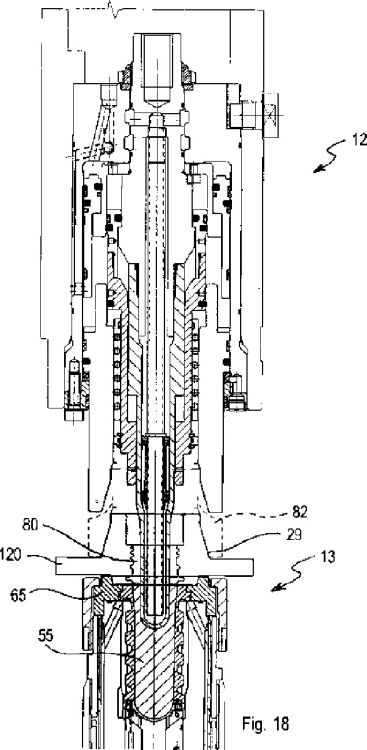
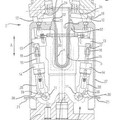
- la figura 2 es una vista longitudinal parcialmente en corte transversal de una unidad de moldeo para moldeo por compresión de una dosis de materia plástica para obtener la preforma de la figura 1, en una posición abierta;
- la figura 3 es una vista...
Reivindicaciones:
1. Aparato que comprende una disposición de punzón (12) y una disposición de matriz (13) que tiene una cavidad (55), dicha disposición de punzón (12) y dicha disposición de matriz (13) estando dispuestas enfrentadas entre sí para el moldeo por compresión de una preforma (1) de contenedor a partir de una dosis (68) de materia plástica, dicha disposición de punzón (12) comprendiendo un punzón (14), dicho aparato además comprendiendo un molde de cuello separado que tiene dos partes recíprocamente móviles (20) cada una con una superficie de moldeado (23) para moldear socavaciones sobre una superficie externa de una porción de cuello (4) de dicha preforma (1), caracterizado por el hecho que dicha disposición de punzón (12) además comprende un elemento anular de moldeado (41) distinto de dicho molde de cuello separado (20) y de dicho punzón (14) para moldear una zona de borde anular (10) de dicha preforma (1), la disposición de punzón (12) y la disposición de matriz (13) siendo móviles en relación recíproca para definir una cámara de moldeado cerrada (70) entre la disposición de matriz (13), el punzón (14), el molde de cuello separado (20) y el elemento anular de moldeado (41) con lo cual la cámara de moldeado (70) pasa a tener un volumen mayor que el volumen de la preforma (1), dicho elemento anular de moldeado (41) y dicho punzón (14) pudiéndose mover ulteriormente entre sí después que la cámara de moldeado (70) ha sido cerrada hasta darle forma a dicha preforma (1).
2. Aparato según la reivindicación 1, donde dicho elemento anular de moldeado (41) circunda a dicho punzón (14).
3. Aparato según la reivindicación 1 o 2, donde dicho elemento anular de moldeado (41) está dispuesto substancialmente coaxial con respecto a dicho punzón (14).
4. Aparato según una cualquiera de las precedentes reivindicaciones, donde dicho elemento anular de moldeado (41) tiene una forma tubular abierta en correspondencia de sus extremidades.
5. Aparato según una cualquiera de las precedentes reivindicaciones, donde dicho punzón (14) comprende una región delimitada por una superficie de moldeado (21) adecuada para moldear una superficie interna de dicha preforma (1), dicha región sobresaliendo de dicho elemento anular de moldeado (41) hacia dicha disposición de matriz (13).
6. Aparato según una cualquiera de las precedentes reivindicaciones, donde dicho punzón (14) comprende un espaldón (22) sobre el cual otro espaldón (49) de dicho elemento anular de moldeado (41) puede apoyarse en una posición de final de carrera de dicho elemento anular de moldeado (41).
7. Aparato según una cualquiera de las precedentes reivindicaciones, donde dicho elemento anular de moldeado (41) se puede mover con respecto a dicho punzón (14) debido a una fuerza ejercida por dicha disposición de matriz (13).
8. Aparato según la reivindicación 7, donde dicho elemento anular de moldeado (41) comprende una superficie de interacción (47) sobre la cual otra superficie de interacción (25) de dichas partes móviles (20) puede apoyarse para mover dicho elemento anular de moldeado (41).
9. Aparato según una cualquiera de las precedentes reivindicaciones, y que además comprende primeros medios elásticos (51) que actúan sobre dicho elemento anular de moldeado (41) para empujar dicho elemento anular de moldeado (41) hacia dicha disposición de matriz (13).
10. Aparato según la reivindicación 9, donde dichos primeros medios elásticos comprenden una primera cámara (51) donde está contenido un primer gas presurizado.
11. Aparato según la reivindicación 9 o 10, y que además comprende segundos medios elásticos (89) que actúan sobre dicho elemento anular de moldeado (41) a través de un componente intercalado (86), de modo de empujar dicho elemento anular de moldeado (41) hacia dicha disposición de matriz (13).
12. Aparato según la reivindicación 11, cuando depende de la reivindicación 10, donde dichos segundos medios elásticos comprenden una segunda cámara (88) en la cual está contenido dicho segundo gas presurizado.
13. Aparato según la reivindicación 12, donde dicha segunda cámara (88) se comunica con dicha primera cámara (51).
14. Aparato según una cualquiera de las precedentes reivindicaciones de 11 a 13, y que además comprende terceros medios elásticos (36) que actúan sobre un manguito de retención (31) adecuado para mantener dichas partes móviles (20) en contacto entre sí, de modo de empujar dicho manguito de retención (31) hacia dicha disposición de matriz (13).
15. Aparato según la reivindicación 14, cuando depende de la reivindicación 12 o 13, donde dichos terceros medios elásticos comprenden una tercera cámara (36) que contiene un tercer gas, dicho tercer gas estando a una presión inferior a la de dicho primer gas.
16. Aparato según una cualquiera de las precedentes reivindicaciones, y que comprende medios de detección (89) para detectar la posición de un dispositivo de accionamiento adecuado para mover dicha disposición de matriz (13) con respecto a dicho punzón (14).
17. Aparato según la reivindicación 16, cuando depende de la reivindicación 14 o 15, donde dichos medios de detección (89) están dispuestos de modo de detectar la posición de dicho manguito de retención (31), dicho manguito de retención (31) siendo móvil por dicho dispositivo de accionamiento al menos por una parte de su carrera.
18. Aparato según la reivindicación 17, donde dichos medios de detección (89) comprenden un sensor inductivo (90) adecuado para detectar la posición de un elemento de referencia (92) fijado a dicho manguito de retención (31).
19. Aparato según una cualquiera de las precedentes reivindicaciones, donde dicho elemento anular de moldeado (41) está intercalado entre dicho punzón (14) y dichas partes móviles (20).
20. Aparato según la reivindicación 19, donde una primera zona de interfaz (76) está definida entre dicho elemento anular de moldeado (41) y dichas partes móviles (20) y una segunda zona de interfaz (77) está definida entre dicho elemento anular de moldeado (41) y dicho punzón (14), dicha primera zona de interfaz (76) y dicha segunda zona de interfaz (77) estando dispuestas para evacuar aire desde dicha cámara de moldeado (70).
21. Aparato según la reivindicación 20, donde dicha primera zona de interfaz (76) y dicha segunda zona de interfaz (77) se comunican con una fuente de gas presurizado, para separar dicha preforma (1) de dicho punzón (14).
22. Aparato según una cualquiera de las precedentes reivindicaciones, donde dichas partes móviles (20) están soportadas por dicha disposición de punzón (12).
23. Aparato según una cualquiera de las precedentes reivindicaciones de 1 a 21, donde dichas partes móviles (120) están soportadas por dicha disposición de matriz (13).
24. Aparato según la reivindicación 23, y que además comprende medios de prensado (82) para mantener dichas partes móviles (120) en contacto con dicha disposición de matriz (13) cuando dicha disposición de punzón (12) está alejada de dicha disposición de matriz (13).
25. Aparato según una cualquiera de las precedentes reivindicaciones, donde dicha disposición de punzón (12) y dicha disposición de matriz (13) están incluidas en una unidad de moldeo (11), dicho aparato comprendiendo una pluralidad de unidades de moldeo (11) dispuestas en una región periférica de un carrusel rotativo.
26. Aparato según una cualquiera de las precedentes reivindicaciones, donde dicho punzón (14) está dispuesto en una posición fija.
Patentes similares o relacionadas:
Un aparato y un método formar dispositivos de apertura en un material de envasado de lámina para envasar productos alimenticios que se pueden verter, del 14 de Marzo de 2018, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un aparato (10, 10', 10'') para formar un dispositivo de apertura en cada una de varias porciones receptoras previstas sobre un material de […]
Aparato para formar dispositivos de apertura en un material de envase de lámina para envasar productos alimenticios vertibles, del 31 de Enero de 2018, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un aparato (10, 10', 10") para formar dispositivos de apertura sobre un material de envase de lámina para envasar productos alimenticios vertibles; comprendiendo dicho […]
 Aparato para conformar objetos con rebajes, del 30 de Abril de 2013, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Aparato que comprende medios de conformación dispuestos para funcionarsegún tecnología de moldeo por […]
Aparato para conformar objetos con rebajes, del 30 de Abril de 2013, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Aparato que comprende medios de conformación dispuestos para funcionarsegún tecnología de moldeo por […]
 Procedimiento y aparato para formar tapones de plástico mediante moldeo por compresión, del 25 de Abril de 2012, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Procedimiento para la formación de tapones de material sintético mediante moldeado por compresión, quecomprende la inserción de un punzón en la cavidad de formación […]
Procedimiento y aparato para formar tapones de plástico mediante moldeo por compresión, del 25 de Abril de 2012, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Procedimiento para la formación de tapones de material sintético mediante moldeado por compresión, quecomprende la inserción de un punzón en la cavidad de formación […]
APARATO PARA MOLDEAR UN TAPÓN DE PLÁSTICO CON EXPULSIÓN ASISTIDA POR GAS, del 6 de Julio de 2011, de Closure Systems International, Inc: Un aparato para moldear un tapón de plástico (C) con una parte de pared superior (W) y una parte de faldón anular (S) con un elemento de retención […]
MOLDE PARA CONFORMAR EL CABEZAL DE RECIPIENTES DE PLASTICO TUBULARES DEFORMABLES., del 1 de Febrero de 2007, de SACMI COOPERATIVA MECCANICI IMOLA SOC. COOP. A R.L.: Molde para conformar la parte superior de recipientes de plástico tubulares deformables que comprende un cuerpo tubular y un cabezal de material de plástico unido a […]
PROCEDIMIENTO PARA REALIZAR CONJUNTOS CAPSULA DE PLASTICO PARA CONTENEDORES., del , de BORMIOLI ROCCO & FIGLIO S.P.A.: EL PROCESO PARA CONFECCIONAR CONJUNTOS DE TAPAS DE PLASTICO COMPRENDE: UNA PRIMERA ETAPA DE FORMACION EN LA QUE UN MATERIAL PLASTICO ES COMPRIMIDO CON OBJETO DE OBTENER […]
 APARATO PARA MOLDEAR Y APLICAR REVESTIMIENTOS EN TAPONES, del 16 de Abril de 2009, de SACMI COOPERATIVA MECCANICI IMOLA S.C.R.L.: Aparato para moldear e insertar, en unos tapones , unos revestimientos hechos del material plástico suministrados mediante un extrusor , que comprende un carrusel […]
APARATO PARA MOLDEAR Y APLICAR REVESTIMIENTOS EN TAPONES, del 16 de Abril de 2009, de SACMI COOPERATIVA MECCANICI IMOLA S.C.R.L.: Aparato para moldear e insertar, en unos tapones , unos revestimientos hechos del material plástico suministrados mediante un extrusor , que comprende un carrusel […]