RUGOSIMETRO.
Rugosímetro para la medición de la rugosidad de una superficie,
caracterizado porque comprende un sensor láser para medición de una distancia del rugosímetro a la superficie a medir
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200701598.
Solicitante: UNIVERSITAT RAMON LLULL FUNDACIO PRIVADA
JOAQUIN RIERA TUEBOLS, S.A.
FUNDACION PRIVADA UNIVERSITAT I TECNOLOGIA.
Nacionalidad solicitante: España.
Provincia: BARCELONA.
Inventor/es: ESCUDERO COSTA,FRANCESC, LUENGO ALVAREZ,SONIA, ALSINA CLARET,MARIA, MARGALEF MARRUGAT,JORDI.
Fecha de Solicitud: 11 de Junio de 2007.
Fecha de Publicación: .
Fecha de Concesión: 28 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- G01B11/30 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 11/00 Disposiciones de medida caracterizadas por la utilización de medios ópticos (instrumentos de los tipos cubiertos por el grupo G01B 9/00 en sí G01B 9/00). › para la medida de la rugosidad o la irregularidad de superficies.
Clasificación PCT:
- G01B11/30 G01B 11/00 […] › para la medida de la rugosidad o la irregularidad de superficies.
Fragmento de la descripción:
Rugosímetro.
La presente invención hace referencia a un dispositivo para la medición de la rugosidad o rugosímetro.
Actualmente, en el campo de la medida di perfil de rugosidad de las chapas de acero, no existen métodos y/o dispositivos que generen un grado de satisfacción suficiente en los usuarios.
Sin embargo, la eficacia de los revestimientos protectores de pinturas y productos afines, aplicados sobre acero, se ve afectada significativamente por el estado de la superficie del acero en el momento de aplicación de la pintura. Factores importantes que influyen en la citada eficacia son:
a) la presencia de óxido y calamina
b) la presencia de agentes contaminantes, tales como sales, aceites y grasas
c) el perfil de la superficie
Dada la importancia del problema, la comunidad internacional ha elaborado las normas ISO8501, ISO8502 e ISO8503 a fin de proporcionar métodos fiables para evaluar estos factores. Sin embargo, estas normas no contienen recomendaciones en cuanto a revestimientos protectores, los cuales quedan bajo la responsabilidad única de los usuarios.
En el caso de la aplicación que nos ocupa, debe destacarse el contenido de la norma ISO8503, por cuanto ésta contiene indicaciones sobre cómo medir y catalogar las superficies de acero según su rugosidad. Las partes 3 y 4 están orientadas a algoritmos de cálculo para evaluación de la rugosidad de la superficie en función de las mediciones realizadas según las dos posibilidades conocidas por la técnica actual, es decir, en función de que la medición haya sido realizada mediante microscopio óptico (ISO8503-3) o mediante un palpador (ISO8503-4).
Sin embargo, tal y como se ha indicado anteriormente, dichas técnicas de medición no resultan totalmente satisfactorias.
Las técnicas basadas en microscopios ópticos comprenden métodos puramente visuales, por lo que implica que la medición debe ser llevada a cabo por expertos. Por lo tanto, la medición no puede ser llevada por simples operarios mediante métodos automáticos. Además, el proceso de medición es largo y pesado que realizado en un entorno industrial resulta poco amigable.
Por otro lado, existe una amplia oferta de palpadores comerciales basados en puntas de diamante, de tipo portátil y con comunicación con PC. Estos aparatos están basados en métodos inductivos con una frecuencia portadora de alrededor de 10 kHz. Dado que un palpador se caracteriza por la existencia de contacto entre el palpador y la superficie a medir, la medición se ve afectada por las condiciones de la superficie. Además, el contacto provoca la constante descalibración del palpador, lo que es un grave inconveniente para aplicaciones in-situ. En estos casos, el palpador debe ser movido por la superficie de manera manual por el usuario, por lo que los resultados de una medición según esta técnica son muy poco reproducibles.
Las técnicas actualmente conocidas presentan tales inconvenientes que los usuarios aún recurren a expertos que, tocando la superficie con las yemas de los dedos el acero a evaluar, "deciden" "in-situ" el grado de rugosidad de la superficie.
Esto justifica la necesidad de búsqueda de nuevas técnicas alternativas para medir la rugosidad que impliquen una mayor fiabilidad de la medida.
En definitiva, los usuarios demandan un rugosímetro, preferentemente portátil, que sea fiable y cuyas mediciones presenten un alto grado de repetitividad, además su precisión debería ser lo suficientemente grande como para trabajar en un orden de magnitud de micrómetros. La preferente portabilidad del aparato debería venir preferentemente acompañada de una posibilidad de conexión a ordenador.
La presente invención comprende la utilización novedosa de sensores láser, preferentemente sensores láser del tipo basado en triangulación, en la medición de la rugosidad de una superficie.
Más en particular, para dar una solución a las carencias comentadas en aplicaciones concretas, la presente invención comprende un rugosímetro para medición de la rugosidad de una superficie que comprende un sensor láser para medición de una distancia a la superficie a medir. Mediante la medición de la distancia entre el sensor y la superficie a lo largo de un recorrido puede determinarse el perfil de rugosidad de la superficie. Para, preferentemente, el rugosímetro dispondrá de un motor para proporcionar al rugosímetro un movimiento con una componente perpendicular a la dirección del haz láser emitido por el sensor láser.
Gracias a la utilización de un sensor láser, evitando el contacto con la superficie, es posible dotar al dispositivo de un motor que permita dotar de una fiabilidad mejorada a las medidas de rugosidad. Esto es posible gracias a que los sensores láser comercialmente disponibles disponen de una precisión adecuada, del orden de micrómetros.
Como ya se ha citado, el sensor láser será preferentemente del tipo basado en triangulación, comprendiendo preferentemente un generador de haz láser y un detector sensible de posición del haz láser reflejado que genera dos corrientes eléctricas proporcionales a la distancia del punto de incidencia haz reflejado en el detector respecto de los extremos del detector.
El motor, preferentemente, dotará al sensor láser de un movimiento según una dirección perpendicular al haz láser. Debido a las características de la aplicación de medición de rugosidad (necesidad de una buena precisión de movimientos, toma de mediciones a intervalos preferentemente constantes) el motor será preferentemente de tipo "paso a paso", disponiendo aún más preferentemente de una mecánica de conversión para obtener la precisión requerida.
El movimiento automático, y no manual, como en los palpadores existentes, proporcionado por el motor del rugosímetro según la presente invención asegura que el movimiento sea uniforme y que el resultado de la medida no depende de la persona que utiliza el medidor. Asimismo, se asegura con precisión que la medición se realiza a la velocidad que indica la norma.
Esta fiabilidad que nos asegura el movimiento aportado por el motor permite adquirir con una alta seguridad un mayor número de muestras (acortando la longitud de evaluación) con los que los datos que se infieran de la mediciones directas presentarán, debido a una mejor adecuación estadística, una mayor exactitud.
Mediante la adición de un dispositivo de control computacional adecuado, la presente invención permite, por ejemplo, la evaluación electrónica y de forma automática de las características de rugosidad de substratos de acero chorreados mediante granallado, midiendo el perfil de rugosidad y calculando computacionalmente de manera automática los parámetros establecidos por la norma ISO8503 para evaluar su uniformidad.
Gracias a la fiabilidad y repetitividad de medida que proporciona la presente invención, permite hacer una corrección de las medidas realizadas en función del perfil (curvatura) o irregularidades de la superficie.
Para una mejor comprensión de la invención, se adjunta a título de ejemplo explicativo pero no limitativo, unos ejemplos de realización de la presente invención y pruebas realizadas.
La figura 1 es un esquema general de un rugosímetro según una técnica conocida, en disposición de medida.
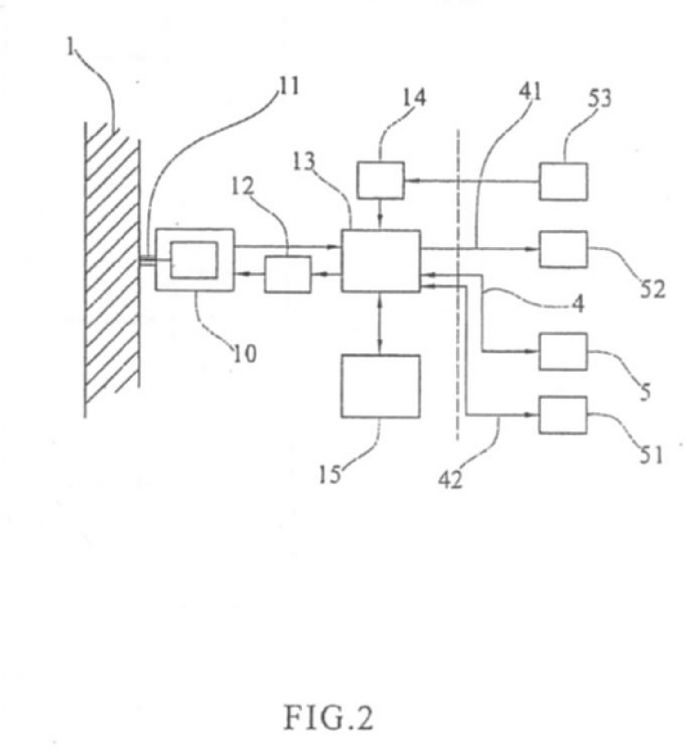
La figura 2 es un esquema general de una posible realización de un rugosímetro según la presente invención.
La figura 3 es un esquema de mayor detalle de una parte del rugosímetro de la figura 2, en disposición de medida.
La figura 4 es un esquema más detallado de los componentes del rugosímetro de la figura 3.
La figura 5 es un esquema de una posible realización del sensor láser de un rugosímetro según la presente invención.
La figura 6 es un esquema que muestra el funcionamiento del receptor del haz láser reflejado del sensor de la figura 5.
La figura 7 es una vista en perspectiva de una posible realización física de un rugosímetro según la presente invención.
Las figuras 8 y 9 corresponden a sendas vistas en alzado frontal y posterior de la realización de la figura 7.
En la figura 1 puede observarse un rugosímetro portátil (2) dotado de un palpador (3) según técnicas conocidas, en disposición de medición de la rugosidad de una chapa (1) de un material cualquiera. Este rugosímetro puede conectarse a un PC (5), por ejemplo, a...
Reivindicaciones:
1. Rugosímetro para la medición de la rugosidad de una superficie, caracterizado porque comprende un sensor láser para medición de una distancia del rugosímetro a la superficie a medir.
2. Rugosímetro, según la reivindicación 1, caracterizado porque el sensor láser para medición de una distancia es del tipo basado en triangulación.
3. Rugosímetro, según la reivindicación 2, caracterizado porque el sensor láser comprende un generador de haz láser y un detector sensible de posición del haz láser reflejado, que genera dos corrientes eléctricas proporcionales a la distancia del punto de incidencia del haz reflejado en el detector respecto de los extremos del detector.
4. Rugosímetro, según cualquiera de las reivindicaciones 1 a 3, caracterizado porque comprende, además, un motor para proporcionar al rugosímetro un movimiento esencialmente paralelo a la superficie en el punto de medida.
5. Rugosímetro, según la reivindicación 4, caracterizado porque el motor proporciona al rugosímetro un movimiento según una dirección perpendicular al haz láser emitido.
6. Rugosímetro, según la reivindicación 4 ó 5, caracterizado porque el motor es de tipo "paso a paso".
7. Rugosímetro, según la reivindicación 6, caracterizado porque el motor dispone de una mecánica de conversión.
8. Rugosímetro, según cualquiera de la reivindicación 6, caracterizado porque comprende un dispositivo de control computacional.
9. Rugosímetro, según cualquiera de las reivindicaciones 1 a 8, caracterizado porque el haz láser presenta un diámetro inferior a 60 nanómetros.
Patentes similares o relacionadas:
RUGOSÍMETRO SIN CONTACTO PARA LA MEDICIÓN DE RUGOSIDAD, del 31 de Julio de 2020, de ELEJOSTE GONZÁLEZ, Asier Miguel: 1. Rugosímetro sin contacto sobre una superficie, caracterizado porque dicho rugosímetro comprende: - un emisor configurado para emitir un haz de radiación electromagnética […]
Método y dispositivo de medida de planicidad de un producto metálico, del 3 de Junio de 2020, de Primetals Technologies Austria GmbH: Metodo de medida de planicidad de un producto metalico, en forma o bien de una banda o bien de una placa de una linea de tratamiento metalurgico, dicho producto […]
RUGOSÍMETRO SIN CONTACTO Y MÉTODO PARA LA MEDICIÓN DE RUGOSIDAD, del 23 de Enero de 2020, de ELEJOSTE GONZÁLEZ, Asier Miguel: La invención consiste en un rugosímetro capaz de medir la rugosidad de una superficie sobre la cual no está en contacto, que comprende un emisor configurado […]
RUGOSÍMETRO SIN CONTACTO Y MÉTODO PARA LA MEDICIÓN DE RUGOSIDAD, del 20 de Enero de 2020, de ELEJOSTE GONZÁLEZ, Asier Miguel: Rugosímetro sin contacto y método para la medición de rugosidad. La invención consiste en un rugosímetro capaz de medir la rugosidad de una superficie sobre la cual […]
Método para mecanizado e inspección de piezas de trabajo, del 13 de Noviembre de 2019, de Agie Charmilles SA: Método para mecanizado de piezas de trabajo e inspección de una superficie de pieza de trabajo procesada en una máquina herramienta , comprendiendo el método […]
 Procedimiento y sistema para inspeccionar superficies, del 30 de Octubre de 2019, de ISRA VISION SYSTEMS AG: Procedimiento para inspeccionar superficies de un cuerpo tridimensional , en el que se desplazan al menos una cámara y al menos un dispositivo de […]
Procedimiento y sistema para inspeccionar superficies, del 30 de Octubre de 2019, de ISRA VISION SYSTEMS AG: Procedimiento para inspeccionar superficies de un cuerpo tridimensional , en el que se desplazan al menos una cámara y al menos un dispositivo de […]
Método de inspección de forma, aparato de inspección de forma, y programa, del 21 de Agosto de 2019, de NIPPON STEEL CORPORATION: Un método de inspección de forma que comprende: una etapa de generación de imagen de sección luminosa, en la que se aplica luz de láser lineal […]
Aparato de perfilado de productos automatizado y sistema de rebanado de productos utilizando el mismo, del 11 de Abril de 2019, de FORMAX, INC: Un aparato para adquirir un perfil de un producto alimentario para su uso en un procesamiento posterior del producto alimentario , que comprende: a) un área […]