DISPOSITIVO DE PRENSADO PARA PIEZAS TUBULARES.
Dispositivo de prensado para piezas tubulares (10) con un bucle de prensado (8) al menos en dos partes,
cuyos componentes (9,21) están conectados entre sí de manera articulada y que presenta una zona de abertura (12) para la inserción de las piezas (10), y con una pinza de transmisión con dos brazos dobles (1) para la conexión del bucle de prensado (8) con una unidad de accionamiento, en donde se encuentran dispuestos elementos de acoplamiento (K1, K2) entre el bucle de prensado (8) y la pinza de transmisión (1), a cada lado de la zona de abertura (12), caracterizados porque el cambio de la posición angular del bucle de prensado (8) relativo a la pinza de transmisión (1) puede realizarse cambiando la posición del bucle de prensado (8) con la pinza de transmisión (1) abierta, pero mientras el movimiento de cierre y prensado del bucle de prensado (8) esté bloqueado por al menos un dispositivo de bloqueo asociado a los elementos de acoplamiento (K1, K2)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08004038.
Solicitante: ROTHENBERGER AG.
Nacionalidad solicitante: Alemania.
Dirección: INDUSTRIESTRASSE 7,65779 KELKHEIM / TS.
Inventor/es: ROTHENBERGER,DR.JUR. HELMUT, GEISPERGER,STEFAN.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Marzo de 2008.
Fecha Concesión Europea: 7 de Abril de 2010.
Clasificación Internacional de Patentes:
- B21D39/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de tubos con tubos; de tubos con barras.
- B25B27/10 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25B HERRAMIENTAS O UTILLAJE DE BANCO NO PREVISTOS EN OTRO LUGAR, PARA FIJAR, UNIR, DESENGANCHAR O MANTENER. › B25B 27/00 Herramientas manuales o utillaje de banco, especialmente concebidas para ensamblar o separar piezas u objetos, causando o no cierta deformación, no previstos en otro lugar (máquinas limitadas al montaje o separación de piezas u objetos metálicos B23P 19/00). › para revestir racores en tubos flexibles o mangos.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo de prensado para piezas tubulares.
El presente invento trata de un dispositivo de prensado para piezas tubulares con un bucle de prensado compuesto de al menos dos componentes, los cuales están conectados entre sí de manera articulada y que presenta una zona de abertura para la inserción de las piezas, y con una pinza de transmisión con dos brazos dobles para la conexión del bucle de prensado a una unidad de accionamiento, en donde se encuentran dispuestos elementos de acoplamiento entre el bucle de prensado y la pinza de transmisión, a cada lado de la zona de abertura.
Mediante el documento DE 297 21 759 U1 se conoce la provisión de acoplamientos de superficies cilíndricas entre los extremos libres del bucle de prensado y la pinza de transmisión, que posibilita la contracción del bucle de prensado mediante la pinza de transmisión. Aunque este diseño de los puntos de acoplamiento es muy resistente, el plano en el que se encuentra el bucle de prensado no puede sin embargo pivotarse, de manera enfrentada con la pinza de transmisión y la unidad de accionamiento, por lo cual los mismos quedan siempre dispuestos verticalmente respecto al eje de la pieza. Esto puede causar dificultades cuando se trabaja en espacios confinados.
Mediante el documento EP 1 201 371 B1 y de la DE 20018321 U correspondiente, se conoce, que dichos puntos de acoplamiento pueden sustituirse por superficies esféricas compatibles, para que el plano en el que se encuentra el bucle de prensado, opuesto a la pinza de transmisión y a la unidad de accionamiento pueda pivotar. Cuando los puntos entran en contacto durante el funcionamiento, este acoplamiento de fricción produce sin embargo, cargas muy altas en la superficie que, conjuntamente con los movimientos oscilantes de la unidad de accionamiento con carga, tienen como consecuencia un desgaste muy significativo. Debe recordarse aquí, que cuando el bucle de prensado se contrae, su plano toma una dirección radial hacia el eje del tubo y que también el operador puede realizar movimientos oscilantes de la unidad de accionamiento. Durante el proceso de prensado, la fuerza dentro de los puntos de acoplamiento aumenta desde cero hasta un valor muy alto, y los procesos de fricción son posibles hasta el punto en el que la fuerza de fricción predomina sobre las fuerzas externas.
Mediante el documento WO 03/106111 A 1 se conoce igualmente, la posibilidad de que el plano de bucles de prensado para el prensado de tubos, pueda hacerse pivotar en una pinza de prensado de dos brazos, a la que se le han asignado al menos dos zonas de almacenamiento con un primer eje basculante y al menos un segundo eje basculante, que forman, en conjunto, una especie de articulación de cardán. Esto debería servir para ayudar a ampliar las superficies de contacto. Resulta muy importante aquí, que los bucles de prensado sean estos componentes intercambiables, cuyos componentes están conectados entre sí mediante articulaciones cilíndricas propias, de modo que todos los componentes estén fijados y puedan moverse en un plano común. Por lo tanto, la inserción de piezas sólo es posible mediante el desacoplamiento de ambas conexiones articuladas entre el bucle de prensado y la pinza de prensado. Lo mismo es válido para el caso del cambio de los bucles de prensado. Estas conexiones articuladas no poseen de todos modos, ningún dispositivo de retención y pueden por lo tanto hacerse pivotar la una contra la otra durante el prensado con carga, mediante las fuerzas de prensado.
De herramientas de prensado con bucles de prensado se diferencian de tales herramientas, en las cuales el prensado mediante las mandíbulas de la pinza se produce en la boca de la pinza con superficies de prensado rígidas, en donde las superficies de prensado, a colocar sobre la conexión de los tubos, pueden pivotarse alrededor de ejes, depositados por la boca de la pinza. En la EP 1 559 513 A2, punto [0009] se indica especialmente, que la herramienta debe manejarse sin un bucle de prensado, es decir, sin una articulación antes de la boca de la pinza, con lo que se mantiene alejado al técnico, de una combinación con bucles de prensado.
Mediante el documento EP 1 559 513 A2 se conoce precisamente una herramienta de prensado con una pinza de prensado provista de dos brazos, cuyos extremos circundan una boca de prensado, que puede cerrarse mediante un movimiento de abertura de los otros extremos. Los extremos que circundan la boca de prensado, de abertura unidireccional, están ubicados en un plano cuando la boca de la pinza está cerrada y pueden pivotarse sincrónicamente en un eje común alrededor de un ángulo de desplazamiento y bloquearse en el mismo mediante una unión continua. Si la boca de la pinza se abre en la posición pivotada, entonces las superficies de la boca de la pinza son llevadas desde una posición paralela a una posición inclinada en forma de embudo oval, sobre la que pueden deslizarse a través de una conexión de tubos. Sin embargo, esto tiene como consecuencia, que la posición paralela se alcance recién nuevamente al final del movimiento de cierre y prensado, de modo que durante el movimiento de prensado, importantes componentes axiales de las fuerzas radiales de prensado influyan en el proceso de prensado y en la conexión de los tubos. Por lo tanto, se indica expresamente, que la herramienta debe manejarse sin un bucle de prensado, es decir, sin una articulación antes de la boca de prensado.
Por consiguiente, el objetivo fundamental del invento, conforme al estado de la técnica mencionado inicialmente, consiste en prever superficies altamente resistentes dentro de los puntos de acoplamiento y permitir no obstante, un cambio de posición del plano, en el que se encuentra el bucle de prensado, respecto a la pinza de transmisión y a la unidad de accionamiento, sin tener que asumir un gran desgaste.
Dicho objetivo se consigue, de conformidad al invento, gracias a que el cambio de la posición angular del bucle de prensado relativo a la pinza de transmisión puede realizarse por medio de un cambio de posición del bucle de prensado con la pinza de transmisión abierta, mientras que el movimiento de cierre y prensado del bucle de prensado está sin embargo bloqueado mediante al menos un dispositivo de bloqueo, asignado a los elementos de acoplamiento.
De este modo, dicho objetivo se logra de manera completa, permitiendo justamente un cambio de posición del plano, en el que se encuentra el bucle de prensado, frente a la pinza de transmisión y a la unidad de accionamiento, sin tener que asumir un gran desgaste. Durante el cierre del bucle de prensado y del proceso de prensado, la posición angular previamente seleccionada del bucle de prensado permanece frente a la pinza de transmisión, de modo que sólo aparecen aquellas fricciones que surgen aquí como producto del movimiento de cierre, pero no a través de las fuerzas transversales.
En el transcurso de otras ejecuciones del invento resulta particularmente favorable cuando, de manera individual o combinada:
* los elementos de acoplamiento del bucle de prensado presentan cada uno una cavidad, que comprende dos superficies de acoplamiento laterales paralelas, así como una superficie de acoplamiento que las une y que forma la superficie de fondo, y cuando los elementos de acoplamiento de la pinza de transmisión poseen cada uno un cuerpo de prensado que está delimitado por un conjunto cerrado en el contorno por un número entero de superficies de acoplamiento cilíndricas idénticas, cuyas líneas de intersección están ubicadas al menos ampliamente en una superficie esférica, en donde la distancia diametral de estas superficies de acoplamiento se ha seleccionado de tal modo que estas superficies tocan las superficies de acoplamiento laterales de la cavidad en el bucle de prensado,
* las superficies de acoplamiento cilíndricas del cuerpo de prensado circunscriben un polígono similar a una esfera y encierran un casquete polar de forma esférica como otra superficie de acoplamiento, que al cerrar la pinza de transmisión puede colocarse sobre la superficie de acoplamiento en el fondo de la cavidad en el bucle de prensado.
* dos cuerpos de prensado (13) enfrentados el uno contra el otro están insertados en los extremos de la pinza de transmisión (1),
* las superficies de acoplamiento en el fondo de las cavidades en el bucle de prensado poseen forma plana,
* las superficies de acoplamiento en el fondo de las cavidades en el bucle de prensado poseen forma cónica,
* el número de superficies de acoplamiento cilíndricas de los cuerpos de prensado está comprendido entre 6 y 16,
Reivindicaciones:
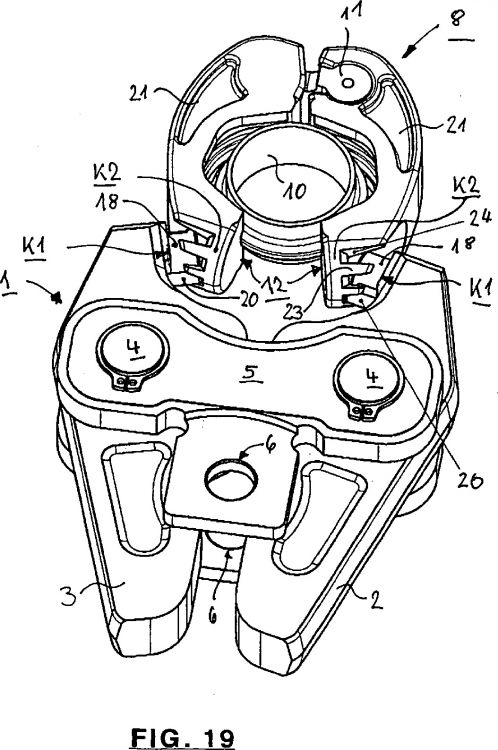
1. Dispositivo de prensado para piezas tubulares (10) con un bucle de prensado (8) al menos en dos partes, cuyos componentes (9,21) están conectados entre sí de manera articulada y que presenta una zona de abertura (12) para la inserción de las piezas (10), y con una pinza de transmisión con dos brazos dobles (1) para la conexión del bucle de prensado (8) con una unidad de accionamiento, en donde se encuentran dispuestos elementos de acoplamiento (K1, K2) entre el bucle de prensado (8) y la pinza de transmisión (1), a cada lado de la zona de abertura (12), caracterizados porque el cambio de la posición angular del bucle de prensado (8) relativo a la pinza de transmisión (1) puede realizarse cambiando la posición del bucle de prensado (8) con la pinza de transmisión (1) abierta, pero mientras el movimiento de cierre y prensado del bucle de prensado (8) esté bloqueado por al menos un dispositivo de bloqueo asociado a los elementos de acoplamiento (K1, K2).
2. Dispositivo de prensado según la reivindicación 1, caracterizado porque los elementos de acoplamiento (K2) del bucle de prensado (8) presentan cada uno una cavidad (16), que comprende dos superficies de acoplamiento laterales paralelas (16a), así como una superficie de acoplamiento (16b) que las une y que forma la superficie de fondo, y porque los elementos de acoplamiento (K1) de la pinza de transmisión (1) poseen cada uno un cuerpo de prensado (13), que está delimitado por un conjunto cerrado en el contorno por un número entero de superficies de acoplamiento cilíndricas (14) idénticas, cuyas líneas de intersección (14a) están ubicadas al menos en gran parte en una superficie esférica, en donde la distancia diametral de estas superficies de acoplamiento (14) se ha seleccionado de tal modo que estas superficies tocan las superficies de acoplamiento laterales (16a) de la cavidad (16) en el bucle de prensado (8).
3. Dispositivo de prensado según la reivindicación 2, caracterizado porque las superficies de acoplamiento cilíndricas (14) del cuerpo de prensado (13) circunscriben un polígono similar a una esfera y encierran un casquete polar de forma esférica como otra superficie de acoplamiento (15), que al cerrar la pinza de transmisión (1) puede colocarse sobre la superficie de acoplamiento (16 b) en el fondo de la cavidad (16) en el bucle de prensado (8).
4. Dispositivo de prensado según la reivindicación 2, caracterizado porque dos cuerpos de prensado (13) enfrentados el uno contra el otro están insertados en los extremos de la pinza de transmisión (1).
5. Dispositivo de prensado según la reivindicación 2, caracterizado porque las superficies de acoplamiento (16b) en el fondo de las cavidades (16) en el bucle de prensado (8) son de configuración plana.
6. Dispositivo de prensado según la reivindicación 2, caracterizado porque las superficies de acoplamiento (16b) en el fondo de las cavidades (16) en el bucle de prensado (8) son de configuración cónica.
7. Dispositivo de prensado según la reivindicación 2, caracterizado porque el número de superficies de acoplamiento cilíndricas (14) del cuerpo de prensado (13) está entre 6 y 16.
8. Dispositivo de prensado según la reivindicación 1, caracterizado porque las superficies de acoplamiento (22) de los elementos de acoplamiento (K2) del bucle de prensado (8) están rodeadas sobre una parte del contorno por protuberancias (23) almenadas con espacios intermedios (24) y porque a la pinza de transmisión (1) se le asocia al menos una protuberancia (20), que al unir bucle de prensado (8) y pinza de transmisión (1) puede insertarse respectivamente en uno de los espacios intermedios (24) de las protuberancias (23) almenadas del bucle de prensado (8).
9. Dispositivo de prensado según la reivindicación 8, caracterizado porque las superficies de acoplamiento (22) del bucle de prensado (8) son de configuración plana y porque las protuberancias almenadas (23) poseen ejes imaginarios, que están orientados perpendicularmente hacia dichas superficies de acoplamiento (22).
10. Dispositivo de prensado según la reivindicación 9, caracterizado porque las secciones transversales de las protuberancias almenadas (23), vistas paralelamente a la superficie de acoplamiento (22) asociada, tienen forma de cono.
11. Dispositivo de prensado según la reivindicación 8, caracterizado porque los espacios intermedios (24) entre las protuberancias almenadas (23) están delimitados en ambos lados por superficies de paredes paralelas.
12. Dispositivo de prensado según la reivindicación 8, caracterizado porque los espacios intermedios (24) entre las protuberancias almenadas (23) están dispuestos de manera repartida sobre un contorno de 180 grados como máximo alrededor de la superficie de acoplamiento (22) asociada.
13. Dispositivo de prensado según la reivindicación 8, caracterizado porque los extremos libres de las protuberancias almenadas (23) están ubicados en una superficie esférica parcial.
14. Dispositivo de prensado según la reivindicación 8, caracterizado porque las protuberancias (20) de la pinza de transmisión (1) están ejecutadas como pasadores cilíndricos.
15. Dispositivo de prensado según la reivindicación 8, caracterizado porque las superficies de acoplamiento (19a) de la pinza de transmisión (1) son superficies planas de segmentos esféricos (19), cuya respectiva superficie esférica está montada de manera pivotable en un niple (18), que está fijado a la respectiva palanca de la pinza (2, 3) de la pinza de transmisión (1).
16. Dispositivo de prensado según las reivindicaciones 14 y 15, caracterizado porque el niple (18) posee un eje roscado, paralelamente al cual se extiende la protuberancia cilíndrica (20).
Patentes similares o relacionadas:
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector, del 15 de Julio de 2020, de HENN GMBH & CO.KG: Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector , presentando el conector un […]
Instalación de manufactura para compresión de conducciones, del 8 de Enero de 2020, de HENN GMBH & CO.KG: Instalación de manufactura para conectar un conducto para medios líquidos o gaseosos a un conector macho , comprendiendo la […]
Método para unir al menos dos partes de pieza de trabajo metálicas una a la otra por medio de un método de soldadura por explosión, del 4 de Diciembre de 2019, de VolkerWessels Intellectuele Eigendom B.V: Método para unir al menos dos partes de pieza de trabajo metálicas de una composición metálica que difiere una de la otra por medio de soldadura […]
Método para la producción de productos de acero revestido, del 17 de Julio de 2019, de Cladinox International Limited: Un lingote que incluye un miembro de revestimiento compuesto por una aleación seleccionado del grupo que comprende acero inoxidable, aleaciones de níquel-cromo, […]
Productos metálicos resistentes a la corrosión, del 12 de Junio de 2019, de Cladinox International Limited: Una palanquilla (B1-B23) que comprende un cuerpo (C, 110, 110a, 122, 62) de acero, un miembro de revestimiento (J) que está compuesto por una aleación seleccionada […]
Procedimiento y aparato para la fabricación de un elemento de tubería con superficie de apoyo, ranura y reborde, del 10 de Junio de 2019, de VICTAULIC COMPANY: Dispositivo para formar los extremos de un elemento de tubería, dispositivo que comprende un primer rodillo y un segundo rodillo para […]
Herramienta de prensar para la unión de piezas mediante conformado, del 22 de Mayo de 2019, de ROTHENBERGER AG: Herramienta de prensar para la unión de piezas mediante el conformado, con al menos dos mordazas de prensar (2, 2'; 3, 3'; 3''), movibles […]