MOLDE Y METODO PARA LA FABRICACION DE UN VENTILADOR QUE TIENE UN CUBO Y UNA PLURALIDAD DE ASPAS HELICOIDALES QUE SE EXTIENDEN DESDE EL CUBO.
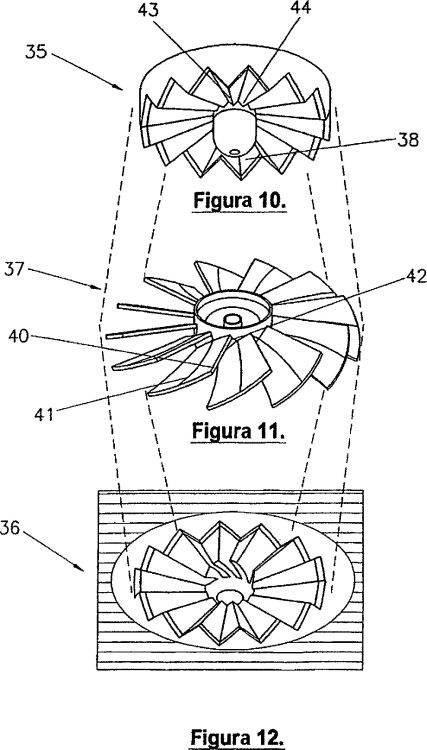
Un molde para la fabricación de un ventilador (37) que tiene un cubo (11) y una pluralidad de aspas helicoidales (12) que se extienden desde el cubo (11),
el molde tiene una primera mitad (35) de molde y una segunda mitad (36) de molde, cada mitad del molde tiene aberturas en ella, cada abertura tiene una superficie delantera y una superficie trasera y está caracterizado porque la superficie trasera de una abertura en la primera mitad de molde está alineada con la superficie delantera de una abertura en la segunda mitad de molde a lo largo de un recorrido helicoidal que forma las cavidades (31) de moldeo de aspa de forma que cualquier línea imaginaria (16a) que se extiende desde el eje giratorio del ventilador para ser formado en el molde y por medio de la cavidad de moldeo de aspa desde una raíz de aspa hasta una punta de aspa corta al eje giratorio con un ángulo idéntico que cualquier otra línea imaginaria (16b) que se extiende de una manera similar en cada cavidad de moldeo de aspa así formada
Tipo: Resumen de patente/invención. Número de Solicitud: W9901155AU.
Solicitante: JETFAN TECHNOLOGY LIMITED.
Nacionalidad solicitante: Australia.
Dirección: 7 TECHNOLOGY DRIVE, TECHNOLOGY PARK,ARUNDEL, QUEENSLAND 4214.
Inventor/es: DAY,TERENCE,ROBERT.
Fecha de Publicación: .
Fecha Concesión Europea: 26 de Agosto de 2009.
Clasificación Internacional de Patentes:
- B29C33/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › con medios para o especialmente concebidos para facilitar el desmoldeo de objetos, p. ej. de objetos con muescas o en sesgo.
Clasificación PCT:
- B29C33/44 B29C 33/00 […] › con medios para o especialmente concebidos para facilitar el desmoldeo de objetos, p. ej. de objetos con muescas o en sesgo.
- F04D29/32 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F04 MAQUINAS DE LIQUIDOS DE DESPLAZAMIENTO POSITIVO; BOMBAS PARA LIQUIDOS O PARA FLUIDOS COMPRESIBLES. › F04D BOMBAS DE DESPLAZAMIENTO NO POSITIVO (bombas de inyección de combustible para motores F02M; bombas iónicas H01J 41/12; bombas electrodinámicas H02K 44/02). › F04D 29/00 Partes constitutivas, detalles o accesorios (elementos de máquinas en general F16). › para bombas de flujo axial.
Clasificación antigua:
- B22C9/22 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas). › Moldes para piezas de forma particular.
- B29C33/42 B29C 33/00 […] › caracterizados por la forma de la superficie del moldeo, p. ej. de nervios o de ranuras.
- B29C33/44 B29C 33/00 […] › con medios para o especialmente concebidos para facilitar el desmoldeo de objetos, p. ej. de objetos con muescas o en sesgo.
Fragmento de la descripción:
Molde y método para la fabricación de un ventilador que tiene un cubo y una pluralidad de aspas helicoidales que se extienden desde el cubo.
Ámbito de la invención
Esta invención se refiere a un molde que permite una fabricación fácil de un ventilador que tiene un cubo y una pluralidad de aspas helicoidales que se extienden desde el cubo. El molde es un molde de dos partes y es capaz de formar un ventilador que puede tener varias aspas solapadas. De esta manera, los ventiladores pueden ser moldeados fácilmente de cualquier material de moldeo adecuado, por ejemplo plásticos o metal.
Técnica anterior
Los ventiladores de flujo axial convencionales son relativamente fáciles de moldear. Se puede emplear un molde de dos partes y cada parte del molde se aleja directamente de su complementaria para expulsar el ventilador recién formado. Estos ventiladores pueden tener un diámetro comprendido entre 20 mm y 500 mm. Por ejemplo, los ventiladores de refrigeración pequeños para refrigerar chips de ordenador pueden ser formados de esta manera como lo pueden ser ventiladores de diámetro más grande.
Los ventiladores que tienen aspas que se solapan entre sí cuando se ven en planta no se pueden moldear fácilmente usando un molde de dos partes como el descrito antes.
Es decir, no es posible girar simplemente las dos partes del molde para liberar las partes del molde de las aspas del ventilador. Se encuentra también que los ventiladores que tienen aspas helicoidales no pueden ser moldeados de la manera que se usa para ventiladores convencionales de flujo axial.
Se sabe cómo moldear ventiladores que tienen un perfil y forma de aspa más complejos. Estos moldes no se pueden abrir separando simplemente las dos partes entre sí. En cambio, se necesita girar mecánicamente los moldes lo que obliga a las partes a separarse una de otra en dirección axial. Este tipo de disposición de molde permite que los ventiladores sean hechos teniendo un ligero grado de solapamiento de aspas, pero el procedimiento no es apropiado para ventiladores que tengan un solapamiento de aspas bastante significativo. Los ventiladores que tienen aspas solapadas tienen ventajas al proporcionar un mayor volumen y/o presión de aire y estos ventiladores tienen una aplicabilidad particular para la refrigeración de chips de ordenador y también otros usos en los que se requiera un flujo con alto volumen de aire.
Se sabe bien cómo fabricar una variedad de objetos de plástico usando un molde de dos partes en el que los moldes tienen que ser separados por giro. Por ejemplo, cuando se moldean tapones de plástico o botellas de plástico, las mitades del molde no se pueden desacoplar simplemente separándolas y en cambio se requieren medios mecánicos adicionales para girar el molde mientras se están separando. Esto requiere componentes adicionales accionados mecánicamente de forma bastante compleja, y sería una ventaja tener un sistema de molde en el que los componentes del molde pudieran ser separados con giro pero en los que no se requieran medios mecánicos externos adicionales para girar el artículo fuera del molde.
También hay disponibles sistemas de la técnica anterior tal como el que se describe en el documento JP1285823. Este documento describe una matriz movible en contacto con una matriz fija, y se inyecta resina fundida desde un conducto de alimentación. Esta resina fundida se llena en una cavidad desde una lumbrera y se pone bajo presión. Después de que un molde se enfría y la resina en la cavidad se endurece, la matriz movible se mueve hacia abajo para ser separada de la matriz. Cuando se forma un hueco, suficientemente grande para sacar el cuerpo principal de un rotor, entre la matriz y la matriz movible, a continuación, se accionan las espigas de presión. Como un molde giratorio se apoya en un cojinete de bolas, el cuerpo principal 2 se gira mientras es presionado por las espigas y de forma que se saca del molde.
En el documento JP63005916 se describe otro sistema. Éste documento describe partes salientes inclinadas fijadas a un revestimiento giratorio del lado de la cavidad con un determinado ángulo fijo B con relación al eje central de un molde. Las partes rebajadas inclinadas están perforadas en la mitad movible del molde con el mismo ángulo que se ha mencionado antes para hacer girar el revestimiento giratorio del lado de la cavidad al abrir y cerrar el molde. Como el revestimiento giratorio del lado de la cavidad se gira por medio de la acción de leva de la parte saliente inclinada y la parte inclinada rebajada al cerrar el molde y abrir el molde, se pueden realizar las acciones razonables de apertura y cierre del revestimiento del lado de la cavidad y la placa de retención movible, ambas de las cuales se fijan entre sí con un ángulo que interfiere en las acciones de apertura y cierre del molde.
La patente de EE.UU. nº 5.290.149 describe todavía un sistema adicional en el que la invención se dirige a un rotor de un ventilador de tipo de flujo axial, en particular para aparatos para secar y acondicionar el pelo, en el que aspas adyacentes se solapan completamente entre sí por la extensión radial de las aspas en las zonas de borde de las aspas. Para asegurar que el rotor moldeado por inyección es capaz de ser expulsado del molde, se requiere que el ángulo de apertura sea más pequeño o igual que el ángulo de giro.
Objeto de la invención
Es un objeto de la invención proporcionar un molde que permita la fabricación de ventiladores que tienen un cubo y una pluralidad de aspas helicoidales que se extienden desde el cubo y que puede superar las desventajas mencionadas antes o proporcionar al público una elección útil o comercial.
De una forma, la invención reside en un molde para la fabricación de un ventilador que tiene un cubo y una pluralidad de aspas helicoidales que se extienden desde el cubo, teniendo el molde cavidades de moldeo de aspa que se forman de manera que
- (a) cualquier línea imaginaria que se extiende desde el eje de giro del ventilador para ser formada en el molde y a través de la cavidad del aspa desde la raíz del aspa hacia la punta del aspa hace intersección con el eje, con el mismo ángulo que cualquier otra línea imaginaria que se extiende de una manera similar,
- (b) todas las líneas imaginarias son de curvatura idéntica, o todas son lineales, y,
- (c) cualquiera de dichas líneas imaginarias puede reemplazar exactamente a cualquier otra de dichas líneas imaginarias.
En una forma, las líneas imaginarias son todas idénticas y lineales para permitir que un ventilador sea moderado teniendo las aspas que se extienden de una manera helicoidal respecto al cubo en el que las propias aspas son lineales entre la raíz del aspa y la punta del aspa.
De una forma, las líneas imaginarias son todas idénticas y lineales para permitir que un ventilador sea moldeado teniendo aspas que se extienden de una manera helicoidal alrededor del cubo pero en el que las propias aspas son lineales entre la raíz del aspa y la punta del aspa.
En otra forma, las líneas imaginarias son todas idénticas y son curvas. En esta forma, el molde puede fabricar un ventilador que tiene aspas que se extienden de una manera helicoidal alrededor del cubo pero en el que las aspas son curvadas bien en una curva simple o en una curva compleja entre la raíz del aspa y la punta del aspa.
En otra forma, las cavidades de aspa se solapan entre sí de forma que el ventilador formado tiene aspas solapadas. Al tener las cavidades formadas de la manera descrita antes, un ventilador que tiene aspas solapadas puede ser fabricado en serie de material moldeable endurecible (por ejemplo plástico) usando un molde de dos partes.
Preferiblemente, el molde tiene una cavidad de cubo, una parte del cual es esférica o cónica. Por ejemplo, la cavidad del cubo puede tener una primera parte que es generalmente cilíndrica, y una segunda parte que es esférica o cónica o se estrecha de otra forma, con las cavidades de aspa siendo de tal forma que una sola aspa formada se puede extender por una parte cilíndrica y una parte esférica o cónica mientras que todavía permite que el ventilador sea moldeado por inyección o moldeado de otra forma usando un molde simple de dos partes. Anteriormente, los ventiladores que tenían aspas que se solapaban y que se extendían por una parte de cubo esférica o cónica eran extremadamente difíciles, si no imposibles, de fabricar fácilmente en serie usando un molde de dos partes.
Reivindicaciones:
1. Un molde para la fabricación de un ventilador (37) que tiene un cubo (11) y una pluralidad de aspas helicoidales (12) que se extienden desde el cubo (11), el molde tiene una primera mitad (35) de molde y una segunda mitad (36) de molde, cada mitad del molde tiene aberturas en ella, cada abertura tiene una superficie delantera y una superficie trasera y está caracterizado porque la superficie trasera de una abertura en la primera mitad de molde está alineada con la superficie delantera de una abertura en la segunda mitad de molde a lo largo de un recorrido helicoidal que forma las cavidades (31) de moldeo de aspa de forma que cualquier línea imaginaria (16a) que se extiende desde el eje giratorio del ventilador para ser formado en el molde y por medio de la cavidad de moldeo de aspa desde una raíz de aspa hasta una punta de aspa corta al eje giratorio con un ángulo idéntico que cualquier otra línea imaginaria (16b) que se extiende de una manera similar en cada cavidad de moldeo de aspa así formada.
2. El molde de la reivindicación 1, en el que al menos un miembro (25) está dispuesto en al menos una de las mitades (22) de molde para facilitar la retirada de un ventilador formado (37) de dicho molde.
3. Un método para formar un ventilador que incluye las etapas de proporcionar un molde para la fabricación de un ventilador (37) que tiene un cubo (11) y una pluralidad de aspas helicoidales (12) que se extienden desde el cubo (11), el molde tiene una primera mitad (35) de molde y una segunda mitad (36) de molde, cada mitad de molde tiene aberturas en ella, cada abertura tiene una superficie delantera y una superficie trasera y está caracterizado porque la superficie trasera de una abertura en la primera mitad del molde está alineada con la superficie delantera de una abertura en la segunda mitad del molde a lo largo de un recorrido helicoidal que forma las cavidades (31) de moldeo de aspa de forma que cualquier línea imaginaria (16a) que se extiende desde el eje giratorio del ventilador a formar en el molde y por medio de la cavidad (31) de moldeo de aspa desde una raíz de aspa a una punta de aspa corta al eje de giro con un ángulo idéntico que cualquier otra línea imaginaria (16b) que se extiende de una manera similar en cada cavidad de moldeo de aspa formada así, y en la que el método incluye las etapas de separar las partes (35, 36) de molde sin giro con asistencia externa, y, tirando del ventilador (37) en una dirección lineal desde las cavidades (31) de moldeo de aspa de forma que el ventilador (37) gira automáticamente cuando es extraído desde las cavidades (31) de moldeo de aspa.
Patentes similares o relacionadas:
Aparato y método de separación de guantes, así como también una línea de producción y proceso de producción mediante el uso del aparato y método de separación de guantes, del 8 de Julio de 2020, de SAFEDON LIMITED: Un aparato de separación de guantes para separar por completo de una serie de moldeadores por inmersión una serie correspondiente […]
Método de fabricación de tapa de bóveda de servicios públicos de polímero termoendurecible, del 3 de Junio de 2020, de Channell Commercial Corporation: Un método para fabricar una tapa de material polimérico reforzado con fibra para una bóveda de servicios públicos que comprende los pasos de: mezclar […]
Carcasa de plástico de múltiples componentes, del 18 de Diciembre de 2019, de BRAUN GMBH: Una carcasa de múltiples componentes que comprende: al menos un primer componente que comprende un primer material plástico (41a) y que […]
Ensamblaje de moldeo por compresión y métodos para moldear una puerta bloqueadora termoplástica, del 16 de Octubre de 2019, de THE BOEING COMPANY: Un ensamblaje de moldeo por compresión para moldear un núcleo de panal de una puerta bloqueadora, en donde el núcleo […]
Dispositivo para moldear un casco para una estructura de piscina monocasco, del 2 de Octubre de 2019, de Composite Industrie du Perigord: Dispositivo de moldeo de un casco para una estructura de piscina, donde dicho casco comprende paredes laterales y un fondo e incluye […]
Molde y accesorios del mismo destinados para la formación de un espaciador modular ortopédico, del 24 de Julio de 2019, de G21 S.r.l: Un molde y accesorios del mismo destinados para la formación de un espaciador modular ortopédico hecho de cemento médico, el cual define una cavidad de […]
Extracción de un guante moldeado por inmersión de un formador, del 19 de Junio de 2019, de SAFEDON LIMITED: Un aparato (20, 20', 120) de extracción de guantes para extraer completamente un guante elastomérico moldeado por inmersión parcialmente extraído de un formador […]
Dispositivo de eyección para molde que comprende una cadena de eslabones deslizantes, del 24 de Abril de 2019, de FAURECIA INTERIEUR INDUSTRIE: Dispositivo de eyección para molde de realización de un artículo moldeado en una cavidad de moldeo destinada a permitir la eyección del artículo moldeado […]