METODO PARA LA PRODUCCION DE ELEMENTOS COMBINADOS A BASE DE ESPUMAS CON BASE EN ISOCIANATOS.
Método para la producción de elementos combinados de al menos una capa de cubierta a) y de un material de espuma rígida a base de isocianato b),
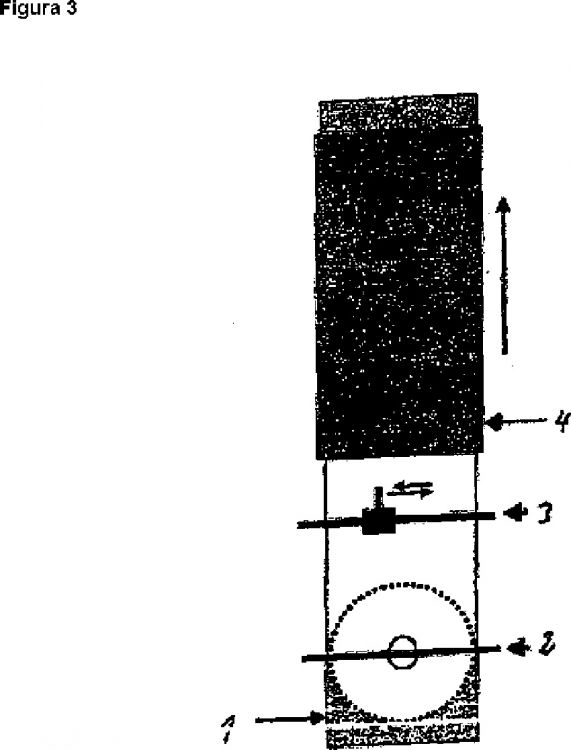
donde entre la capa de cubierta a) y el material de espuma rígida a base de isocianato b) se ha aplicado un promotor de adhesión c), y la capa de cubierta a) se mueve continuamente y el promotor de adhesión c) y el material de partida para la espuma rígida a base de isocianato b) se aplican sucesivamente sobre la capa de cubierta, caracterizado porque la aplicación del promotor de adhesión c) se efectúa por medio de un disco rotante que se ha instalado horizontalmente o en una inclinación de hasta 15º, preferiblemente paralelo a la capa de cubierta, caracterizado porque el disco previamente mencionado se ubica a una altura de 0,02-0,2 m por encima de la capa de cubierta a humedecerse
Tipo: Resumen de patente/invención. Número de Solicitud: W05009760EP.
Solicitante: BASF SE.
Nacionalidad solicitante: Alemania.
Dirección: 67056 LUDWIGSHAFEN.
Inventor/es: CALGUA, ERWIN, SCHON, LARS, LEHMANN,PIT, MALOTKI,PETER, SCHAPER,BERND, THATER,MICHAEL.
Fecha de Publicación: .
Fecha Concesión Europea: 25 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- B05B3/10A
- B32B37/12D
- B32B5/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 5/00 Productos estratificados caracterizados por la heterogeneidad o estructura física de una de las capas (B32B 9/00 - B32B 29/00 tienen prioridad). › caracterizados por el hecho de que una de las capas contiene un material en forma de esponja o esencialmente poroso.
Clasificación PCT:
- B05B3/08 B […] › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05B APARATOS DE PULVERIZACION; APARATOS DE ATOMIZACION; TOBERAS O BOQUILLAS (mezcladores de pulverización con toberas B01F 5/20; procedimientos para aplicar líquidos u otros materiales fluidos a superficies por pulverización B05D). › B05B 3/00 Aparatos de pulverización o de aspersión con elementos de salida o elementos deflectores móviles (B05B 5/00 tiene prioridad). › en asociación con elementos de salida o deflectores fijos.
- B05B3/10 B05B 3/00 […] › con evacuación sobre la casi totalidad de la periferia del elemento rotativo.
- B05D1/02 B05 […] › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › B05D 1/00 Procedimientos para aplicar líquidos u otras materias fluidas a las superficies (B05D 5/00, B05D 7/00 tienen prioridad). › realizados por pulverización.
- B05D7/00 B05D […] › Procedimientos, distintos al "flocage", especialmente adaptados para aplicar líquidos u otros materiales fluidos, a superficies especiales, o para aplicar líquidos u otros materiales fluidos, particulares.
Fragmento de la descripción:
Método para la producción de elementos combinados a base de espumas con base en isocianatos.
La invención se refiere a un método de elaboración de elementos combinados, compuestos de por lo menos una capa de cubierta y una espuma plástica a base de isocianato utilizando un promotor de adhesión.
En la actualidad se practica a gran escala la elaboración de elementos combinados a partir de capas de cubierta, en particular metálicas, y de un núcleo de espumas a base de isocianato, en la mayoría de veces espumas de poliuretano (PUR) o poliisocianurato (PIR), con frecuencia también denominados como elementos sándwich, en instalaciones de cinta doble que funcionan continuamente. Además de los elementos sándwich para el aislamiento de refrigeradores, los elementos con capa de cubierta pintada cada vez obtienen más importancia para el diseño de fachadas de las más diversas edificaciones. Como capas de cubierta también se usan en tal caso, además de placas de acero recubiertas, placas de acero inoxidable, de cobre o de aluminio. En especial en los elementos de fachada, la adhesión entre la espuma y la capa de cubierta desempeña un papel decisivo. En matices oscuros de pintura, la capa de cubierta externa aislada puede fácilmente calentarse a temperaturas alrededor de 80ºC. En el caso de una adhesión insuficiente de la espuma a la capa de cubierta aparecen en la superficie irregularidades o protuberancias que son provocadas por la separación de la espuma de la placa y hacen que la fachada no se vea vistosa. Para eliminar estos problemas se aplican barnices promotores de adhesión ya durante la fabricación del rollo. Debido a razones de los procedimientos industriales, en los barnices promotores de adhesión están contenidos aditivos como auxiliares de flujo, agentes impermeabilizantes, purgadores de aire y similares. Estos aditivos perturban el proceso de espumado de poliuretanos de manera considerable. Además, tienen lugar interacciones entre el barniz externo y el barniz del costado posterior en el rollo de acero. Las sustancias transferidas adicionalmente al costado posterior también tienen la mayoría de las veces una influencia negativa sobre el proceso de espumado de PUR y llevan a defectos en el elemento sándwich. Entretanto, incluso el tratamiento corona de las capas de cubierta, que pertenece al estado de la técnica, no es suficiente en muchos casos para eliminar estos defectos. Además, por las razones más diversas puede suceder que la temperatura de la cinta doble no se establezca de manera óptima en el sistema respectivo. Esto aplica en particular en el caso de procedimientos iniciales en la producción. Esto también puede tener una influencia negativa sobre el proceso de espumado y la adhesión de la espuma a la capa de cubierta metálica.
Además, durante la elaboración de los elementos de sándwich muchas veces, por las más diversas razones, se llega a inclusiones indeseadas de aire, llamadas grietas, entre la placa y la espuma rígida de poliuretano, en la capa de cubierta inferior y superior. Estas inclusiones de aire entre la placa y la espuma conducen, especialmente en cambios severos de temperatura en la aplicación como elemento de fachada, a irregularidades o protuberancias de la placa. Esto hace que una fachada se vea poco imponente.
En consecuencia, se requiere encontrar un método que mejore la adherencia de las espumas de PUR y PIR a las capas de cubierta metálicas de manera sostenible y también que se mantenga en su sitio en circunstancias adversas del método de producción. El método puede emplearse de manera continua o discontinua. Una manera discontinua de trabajar puede considerarse, por ejemplo, en el caso de procedimientos iniciales de la cinta doble y en el caso de elementos combinados elaborados por medio de prensas funcionando discontinuamente. Una aplicación continua se requiere cuando se emplean sistemas de PUR o PIR que tienen por naturaleza una adherencia muy baja con la capa metálica de cubierta.
Además, en este método deben minimizarse simultáneamente la formación de grietas, especialmente en la capa de cubierta inferior.
Una forma posible para el mejoramiento de la adhesión es la aplicación de un promotor de adhesión sobre las capas de cubierta. Con frecuencia pasa que en elementos sándwich la capa inferior de cubierta tiene la peor adhesión, determinada en ensayo de tracción. Además, en estructuras convencionales producidas por medio de elementos sándwich el lado inferior de la placa metálica es el lado exterior de la fachada y se expone a condiciones extremas como la temperatura y los efectos de succión y por lo tanto se somete a una carga mayor que el lado superior del elemento sándwich. Por estas razones es posible aplicar el promotor de adhesión solo a la capa de cubierta inferior. Una vez se ha aplicado el promotor de adhesión a la capa externa de cubierta inferior, el sistema PUR o el sistema PIR se aplica a la capa de cubierta externa y se genera un elemento combinado con la estructura: capa de cubierta externa-promotor de adhesión-espuma de PUR- o PIR- capa de cubierta externa.
Existe un gran número de métodos establecidos para aplicar barnices, promotores de adhesión, pegamentos y películas delgadas en general sobre placas o sobre otros sustratos. Los barnices pueden aplicarse sobre los sustratos mediante inmersión aspersión, deposición electroestática, revestimiento de plasma, recubrimiento de flujo o mediante rodillos. Además, existe la posibilidad de generar películas delgadas sobre el sustrato por medio de recubrimiento por centrifugación. En este caso la sustancia se aplica al sustrato y a continuación el sustrato se hace rotar por lo cual la sustancia se distribuye de manera uniforme por el sustrato. Sin embargo, métodos de este tipo no son practicables en el caso de las placas para la elaboración de elementos sándwich.
Un método muy similar al de recubrimiento por centrifugación también utiliza un dispositivo rotante. Aquí, por la rotación, la sustancia se acelera hacia afuera en dirección lateral del disco. Con esta técnica pueden recubrirse por dentro tubos y otras piezas huecas particularmente bien, tal como se describe en US 3349568, DE 2808903 y WO 9959730. Una evolución de esta técnica sirve para el recubrimiento de piezas moldeadas y también placas. Sin embargo, en todos estos procesos las capas de cubierta a recubrirse se conducen alrededor del disco rotante y la sustancia siempre se aplica a la capa de cubierta en cuestión en dirección lateral desde el disco por eyección de centrifugación, tal como se describe, por ejemplo, en DE 2412686. Para una mejor aplicación, algunas veces también adicionalmente se conecta además un campo electroestático. Sin embargo, en todos estos procesos pueden formarse grandes cantidades de aerosoles los cuales son perjudiciales para el ambiente y la salud.
El problema de la presente invención era entonces encontrar un proceso adecuado para aplicar un promotor de adhesión sobre una placa horizontal o una capa de cubierta que se transporta continuamente en dirección horizontal puesto que los elementos de sándwich se producen generalmente usando una cinta doble que funciona continuamente. En este caso no debe haber formación o liberación de aerosoles. Además, el método para aplicar el promotor de adhesión debe ser en gran medida libre de mantenimiento.
El problema pudo resolverse de manera sorprendente aplicando el promotor de adhesión sobre la capa de cubierta por medio de un disco rotante que se encuentra ubicado horizontalmente, preferible paralelamente, en relación con la capa de cubierta.
De este modo, es objeto de la invención un método para la producción de elementos combinados a partir de al menos una capa de cubierta a) y una espuma rígida a base de isocianato b), donde entre la capa de cubierta a) y la espuma rígida a base isocianto b) se ha aplicado un promotor de adhesión c), la capa de cubierta a) se mueve continuamente y el promotor de adhesión c) y el material de partida para la espuma rígida a base de isocianato b) se aplican sucesivamente sobre la capa de cubierta, caracterizado porque la aplicación del promotor de adhesión c) se efectúa por medio de un disco rotante que se ha instalado horizontalmente o con una desviación pequeña del nivel horizontal de hasta 15º, preferiblemente en posición paralela a la capa de cubierta.
Al usar el dispositivo de acuerdo con la invención para la producción de elementos combinados que contienen espumas a base de isocianato, el líquido es preferiblemente un promotor de adhesión c).
Como promotor de adhesión c) se prefiere un sistema de...
Reivindicaciones:
1. Método para la producción de elementos combinados de al menos una capa de cubierta a) y de un material de espuma rígida a base de isocianato b), donde entre la capa de cubierta a) y el material de espuma rígida a base de isocianato b) se ha aplicado un promotor de adhesión c), y la capa de cubierta a) se mueve continuamente y el promotor de adhesión c) y el material de partida para la espuma rígida a base de isocianato b) se aplican sucesivamente sobre la capa de cubierta, caracterizado porque la aplicación del promotor de adhesión c) se efectúa por medio de un disco rotante que se ha instalado horizontalmente o en una inclinación de hasta 15º, preferiblemente paralelo a la capa de cubierta, caracterizado porque el disco previamente mencionado se ubica a una altura de 0,02-0,2 m por encima de la capa de cubierta a humedecerse.
2. Método según la reivindicación 1, caracterizado porque en calidad de promotor de adhesión c) se usa un sistema de poliuretano reactivo mono- o multicomponente.
3. Método según la reivindicación 2, caracterizado porque el promotor de adhesión c) aún no ha excedido su tiempo de apertura para el momento de la aplicación del material de partida para la espuma rígida a base de isocianato b) sobre la capa inferior de cubierta.
4. Método según la reivindicación 2, caracterizado porque el promotor de adhesión c) tiene una densidad aparente de 200-1200 g/L, preferible 400-1000 g/L, particularmente preferible 450-900 g/L.
5. Método según la reivindicación 2, caracterizado porque el promotor de adhesión c) no contiene agentes propelentes físicos.
6. Método según la reivindicación 1, caracterizado porque las espumas rígidas a base de isocianato b) son espumas rígidas de poliuretano o de poliisocianurato.
7. Método según la reivindicación 1, caracterizado porque como capa de cubierta se usan placas de cartón-yeso, baldosa de vidrio, láminas de aluminio, placas de aluminio, cobre o acero, preferible láminas de aluminio, placas de aluminio o de acero.
8. Método según la reivindicación 1, caracterizado porque en calidad de lámina de cubierta se usan placas de acero que preferiblemente no se han sometido a tratamiento corona.
9. Método según la reivindicación 1 en el que la temperatura de la cinta doble usada para la producción de los elementos combinados es menor de 60ºC.
10. Método según la reivindicación 1, caracterizado porque la cantidad del promotor de adhesión aplicado sobre la capa de cubierta c) se encuentra entre 30-300 g/m2, preferible 40-200 g/m2, particularmente preferible 50-120 g/m2.
11. Método según la reivindicación 1, caracterizado porque la humidificación de la capa de cubierta con el promotor de adhesión c) puede ser incompleta.
12. Método según la reivindicación 1, caracterizado porque la capa de cubierta se transporta con una velocidad constante de 2-15 m/min, preferible 3-12 m/min, particularmente preferible 3-9 m/min.
13. Método según la reivindicación 1, caracterizado porque el disco tiene forma circular.
14. Método según la reivindicación 1, caracterizado porque el disco es elíptico.
15. Método según la reivindicación 1, caracterizado porque el disco tiene una forma tipo cascada.
16. Método según la reivindicación 1, caracterizado porque el disco tienen una relación largo/ancho de 1 a 1,8, preferible 1 a 1,4, particularmente preferible 1,0 a 1,25.
17. Método según la reivindicación 1, caracterizado porque el diámetro del disco se encuentra entre 0,05 a 0,3 m, preferible 0,1 a 0,25 m, particularmente preferible 0,12 a 0,22 m con respecto al lado largo.
18. Método según la reivindicación 1, caracterizado porque el disco es absolutamente plano.
19. Método según la reivindicación 1, caracterizado porque el disco ha sido redondeado o plegado en el borde.
20. Método según la reivindicación 19, caracterizado porque en la zona del redondeado o plegado exterior, se han puesto 4-64 agujeros con un diámetro de 0,5-3 mm, preferible 12-40 agujeros con un diámetro de 1-3 mm, particularmente preferible 15-30 agujeros con un diámetro de 1,5-2,5 mm.
21. Método según la reivindicación 19, caracterizado porque el disco tiene un diseño con forma de cascada y en cada paso de cascada se han puesto 10-30, preferible 12-25, particularmente preferible 12-20 agujeros con un diámetro de 1,5-2,5 mm.
22. Método según la reivindicación 1, caracterizado porque el disco se ha puesto en una altura de 0,03-0,18 m, preferible 0,03-0,15 m sobre la capa de cubierta a humedecerse.
23. Método según la reivindicación 1, caracterizado porque el radio de humidificación del promotor de adhesión c) sobre la capa de cubierta a) se encuentra entre 0,25-1 m, preferible 0,35-0,75 m.
24. Método según la reivindicación 1, caracterizado porque el número de revoluciones del disco se encuentra entre 200-2500 min-1, preferible 200-2000 min-1, particularmente preferible 300-1500 min-1.
Patentes similares o relacionadas:
Película compuesta y producto textil que comprende la misma, del 8 de Julio de 2020, de YIE-CHENG TEXTILE TECHNOLOGY CO., LTD: Una película compuesta , que comprende: una capa de película de politetrafluoroetileno ; y una capa elástica de poliuretano unida a la capa de película de […]
Refuerzo de fibra de espumas que contienen agentes expansores, del 24 de Junio de 2020, de BASF SE: Procedimiento para fabricar una pieza moldeada con al menos una fibra (F), caracterizado porque en una pieza moldeada hecha de espuma que contiene agente expansor se introduce […]
 Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
ARTÍCULO DE ENVASADO, del 14 de Mayo de 2020, de UROLA, S.COOP.: Artículo de envasado que comprende un material multicapa coextruido, comprendiendo el material multicapa coextruido una capa realizada […]
Refuerzo con fibras de espumas de segmentos unidos entre sí, del 22 de Abril de 2020, de BASF SE: Cuerpo moldeado de espuma, donde la espuma comprende al menos dos segmentos de espuma unidos entre si, caracterizados porque al menos una fibra (F) esta ubicada con una region […]
Material compuesto textil de absorción de sonido, del 22 de Abril de 2020, de CARL FREUDENBERG KG: Material compuesto textil de absorción de sonido con una resistencia a la corriente de desde 250 Ns/m3 hasta 5000 Ns/m3, que comprende […]
Mejora dimensional de material compuesto de poliuretano para cuero artificial, del 22 de Abril de 2020, de SAGE AUTOMOTIVE INTERIORS, INC: Un material compuesto gofrado, incluyendo: una capa de poliuretano; una capa de espuma carente de recuperación de forma que tiene una superficie superior y una superficie […]
Panel de suelo, del 15 de Abril de 2020, de Flooring Industries Limited, SARL: Panel de suelo del tipo que comprende al menos un sustrato y una capa superior provista sobre este sustrato , en el que dicha capa superior comprende un motivo […]