MAQUINA Y METODO PARA REALIZAR CAJAS DE EMBALAR CURVILINEAS.
Máquina para realizar cajas revestidas de papel o cartón que tienen un contorno curvilíneo,
que comprende:
- medios para formar una caja curvilínea (6) que tiene un fondo (2), unido de modo estable al primer extremo (24) de la pared con un contorno curvilíneo (1),
- medios para transportar la caja (6) a una estación de revestimiento (R),
- una estación de revestimiento (R) que tiene un husillo (19) en condiciones de ser enganchado en la caja (6) y hacer que gire con respecto a un eje horizontal (20) y operar conjuntamente con medios para la alimentación lineal de una hoja de revestimiento preencolada (12), de modo de conectar la hoja (12) a la pared externa de la caja (6), la estación (R) también teniendo medios (17) para revestir un segundo extremo abierto (21) de la caja con un borde (22) de la hoja (12) que sobresale de dicho segundo extremo
Tipo: Resumen de patente/invención. Número de Solicitud: W08000163IB.
Solicitante: EMMECI S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA PIETRO VERRI NO. 8,20121 MILANO.
Inventor/es: BASSI,GINO.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B31B1/34
- B31B15/00C1
Clasificación PCT:
- B31B1/34
- B31B15/00
- B31B17/00
Fragmento de la descripción:
Máquina y método para realizar cajas de embalar curvilíneas.
La presente invención se refiere a una máquina automática para formar y revestir cajas de embalar de papel o cartón que tienen un contorno curvilíneo.
Normalmente, los dispositivos de la técnica conocida para formar cajas curvilíneas se componen de máquinas que ensamblan un cuerpo que se compone de una pared cilíndrica con un fondo separado que tiene el mismo contorno y que normalmente es unido a la pared mediante un pegamento.
Para el revestimiento de las cajas se procede a la posterior aplicación de una capa de papel de revestimiento que le da al producto final el deseado acabado externo.
Sin embargo, las máquinas pertenecientes a la técnica conocida, ver por ejemplo el documento EP 0 011 550, presentan varias desventajas en la producción automática de cajas revestidas de alta calidad, lo que equivale a decir, donde en la caja terminada la presencia de partes separadas, tales como la base y la pared cilíndrica no se pueden ver o percibir con facilidad.
Una segunda desventaja es el hecho que no es posible realizar, automática y eficientemente, toda la elaboración de una caja curvilínea revestida, empezando con el ensamblado de las partes separadas, el fondo y la pared, hasta revestir el producto terminado.
Un primer objetivo de la presente invención es el de eliminar el problema de la producción automática de cajas revestidas de papel o cartón que tienen una forma curvilínea, preferentemente circular.
Un segundo objetivo de la presente invención es el de proponer una máquina y un método para realizar automáticamente cajas revestidas curvilíneas de papel o cartón con alta productividad y al mismo tiempo en condiciones de realizar cajas de alta calidad.
Los cometidos técnicos indicados y los objetivos especificados se logran substancialmente mediante una máquina y un método para realizar cajas que presentan las características descritas en una o varias de las reivindicaciones que están más adelante.
Otras características y ventajas de la presente invención se pondrán aún más de manifiesto en la descripción detallada que sigue, con referencia a una realización preferida pero no limitativa de la invención, exhibida en los dibujos anexos, en los cuales:
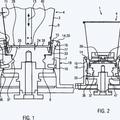
- la figura 1 es una vista esquemática de etapas para ensamblar una pared curvilínea con una base;
- la figura 2 es una vista esquemática de despiece de dispositivos según la presente invención para unir de modo estable con un disco preencolado de papel de revestimiento la base y la pared curvilínea de la figura 1;
- las figuras 3 y 4 son vistas esquemáticas de etapas sucesivas de la aplicación del disco preencolado mediante los dispositivos de la figura 2;
- la figura 5 exhibe una unidad de carrusel con una estación de revestimiento según la presente invención;
- la figura 6 muestra un detalle del carrusel de la figura 5 con una caja durante la etapa de revestimiento;
- la figura 7 muestra otro detalle de la etapa de revestimiento de la caja;
- la figura 8 muestra nuevamente otro detalle de la etapa de revestimiento de la caja;
- la figura 9 es una vista esquemática de la etapa de transferencia de una caja ensamblada hacia las estaciones de punteado y formación;
- la figura 10 muestra un ejemplo de una sucesión de etapas operativas del método según la presente invención;
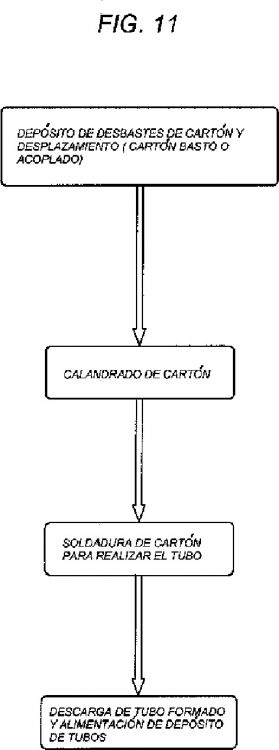
- la figura 11 muestra una sucesión de etapas para la producción en línea de tubos destinados a constituir la pared de las cajas cilíndricas.
A continuación se describe, haciendo referencia a los dibujos anexos, una máquina para realizar cajas curvilíneas (6), que se obtienen a partir de una pared cilíndrica curvilínea (1) conectada a un fondo o base (2).
Cabe hacer notar que en conformidad con la presente invención, la pared (1) puede estar hecha a partir de tubos preformados o puede ser formada en una adecuada estación operativa de una línea, la cual estación estando dispuesta antes de la máquina.
En el ejemplo de la figura 11, una estación para formar tubos cilíndricos puede tener, en sucesión recíproca, un depósito de desbastes de cartón (bastos o acoplados) desde el cual el cartón, cuyas dimensiones son iguales a la longitud de la caja a formar, es tomado y desplazado hacia una estación de calandrado, en la cual el tubo se forma soldando los extremos libres del cartón.
Una vez formado el tubo cilíndrico, el mismo se descarga y alimenta hacia un depósito de tubos terminados.
Preferentemente, y haciendo referencia a la figura 1, la caja (6) presenta un contorno circular, y se obtiene introduciendo el fondo (2) en una pared que tiene una sección transversal redonda (1) usando un elemento de toma (3), por ejemplo del tipo ventosa, hasta cerrar un extremo (24) de la pared por interferencia mecánica.
Haciendo referencia a las figuras 2-4, el fondo (2) y la pared (1) pueden ser unidos de modo estable aplicando un disco preencolado (7) al extremo (24) de la caja.
Preferiblemente, y haciendo referencia a la figura 9, el disco (7) presenta una dimensión radial apenas mayor que el diámetro externo de la caja (6) y se desplaza apoyado sobre una cinta transportadora (27) en correspondencia de una estación de punteado (P).
En dicha estación (P), la caja (6) puede ser tomada por un elemento de toma (5) con carrera vertical, situado arriba del disco preencolado (7) y que comprende un cuerpo cilíndrico (4) que puede ser introducido con exactitud en la caja (6) hasta realizar el contacto con una brida (31), de modo de ubicar la caja (6) centrada sobre el disco (7) por encima de este último y allí pegarla.
En particular, la caja es centrada por dispositivos que buscan la posición del disco (del tipo conocido en el sector), los cuales después de haber identificado la posición del disco centran la caja con exacta alineación vertical.
Una vez terminado el centrado, la caja (6) y el disco (7) se desplazan hasta una estación de formación (F) en la cual hay una superficie de soporte toroidal (8) que exhibe una abertura (9) con la forma y las dimensiones que corresponden exactamente al contorno externo de la caja (6).
Del lado opuesto a la abertura (9), en el ejemplo descrito, también podría haber una placa (10), de ser necesario instalada sobre resortes (11), con dimensiones tales que puede ser llevada cerca de la abertura (9) en contacto con el disco (7).
Durante el uso, la caja (6) con el disco encolado (7) es bajada hasta la abertura (9), y la placa (10) es llevada cerca del lado no adhesivo del disco (7).
Siguiendo el recorrido de la caja (6) a través de la abertura (9), el resorte (11) cede, el fondo de la caja pasa a través de la abertura (9) con exactitud, y la porción del disco (7) que se extiende más allá de la abertura (9) es presionada sobre la porción de pared (23) adyacente al fondo, uniendo así de modo estable el fondo (2) y la pared (1) de la caja (6).
Las figuras de 5 a 8 exhiben esquemáticamente una estación de revestimiento (R) en conformidad con la presente invención, en la cual la caja (6) es transferida, pasando desde una orientación vertical a una orientación horizontal, a través de medios de volcado capaces de aferrar la caja que sale de la estación de formación (F) y girarla hasta que adopte una orientación horizontal con la cual, después de todo centrado o "punteado", la caja (6) es recibida por la estación de revestimiento (R), de ser necesario pasando a través de un depósito de cajas (6) aún no revestidas.
Según la presente invención, la estación (R) es parte de una unidad de carrusel (26) que gira, impulsada por una unidad propulsora (27) y comprende una pluralidad de estaciones operativas (S), al menos una con el cometido de realizar una etapa de carga de una caja formada a revestir y, después del revestimiento, para realizar una etapa de descarga de la caja terminada.
Las estaciones (S) no se describen en detalles, puesto que no forman, en sí mismas, objeto de esta invención.
En el ejemplo descrito, una caja (6) ya formada está siendo elaborada en una estación de revestimiento (R), y ya está ubicada en un husillo (19) colocado en el extremo de un brazo (25) del carrusel (26).
Las dimensiones del husillo (19), que pueden ser extendidas bajo mando, son tales que el mismo se puede vincular...
Reivindicaciones:
1. Máquina para realizar cajas revestidas de papel o cartón que tienen un contorno curvilíneo, que comprende:
- - medios para formar una caja curvilínea (6) que tiene un fondo (2), unido de modo estable al primer extremo (24) de la pared con un contorno curvilíneo (1),
- - medios para transportar la caja (6) a una estación de revestimiento (R),
- - una estación de revestimiento (R) que tiene un husillo (19) en condiciones de ser enganchado en la caja (6) y hacer que gire con respecto a un eje horizontal (20) y operar conjuntamente con medios para la alimentación lineal de una hoja de revestimiento preencolada (12), de modo de conectar la hoja (12) a la pared externa de la caja (6), la estación (R) también teniendo medios (17) para revestir un segundo extremo abierto (21) de la caja con un borde (22) de la hoja (12) que sobresale de dicho segundo extremo.
2. Máquina según la reivindicación 1, donde los medios para formar una caja curvilínea (6) comprenden:
- - medios (3) para introducir un fondo (2) cuyo contorno externo interfiere apenas con el contorno interno de la pared (1) y ubicarlo en correspondencia de un primer extremo de la pared (1), y
- - medios (5, 8) para aplicar un disco preencolado (7) al fondo (2) para cerrar el primer extremo de la pared (1).
3. Máquina según la reivindicación 2, donde los medios para introducir el fondo (2) dentro de la pared (1) comprenden un primer elemento de toma (3) para sostener y transportar el fondo (2).
4. Máquina según la reivindicación 2 o 3, donde los medios para aplicar un disco adhesivo comprenden:
- - una superficie (8) de soporte del disco, que presenta una abertura (9) cuya forma y dimensión corresponden al contorno externo de la caja (6),
- - un segundo elemento de toma (5) en condiciones de moverse con respecto a la superficie (8) para sostener y desplazar la caja (6),
- - una superficie de contacto (10) en condiciones de moverse con respecto a la superficie de soporte (8), que puede ser introducida a través de la abertura (9) y está dispuesta opuesta al elemento (5) con respecto a la abertura (9),
- - medios para desplazar la superficie de contacto (10) hasta llevarla cerca del disco (7) apoyada sobre la superficie de soporte (8),
- - medios para mover el segundo elemento de toma (5) hasta que la caja (6) quede ubicada en la parte superior de un lado preencolado del disco (7) que se apoya sobre la superficie de soporte (8) y que fuerza la caja (6) a través de la abertura (9) de modo de aplicar una porción periférica (23) del disco (7) a una parte de la pared (1) adyacente al primer extremo (24).
5. Máquina según la reivindicación 4, donde la superficie de contacto (10) es soportada por medios elásticos (11).
6. Máquina según la reivindicación 4, donde la superficie de contacto (10) es soportada por medios accionados neumática o hidráulicamente.
7. Máquina según una cualquiera de las precedentes reivindicaciones de 4 a 6, donde la superficie de contacto (10) presenta forma y dimensiones que le permiten ser ubicada por encima del extremo de la pared (1).
8. Máquina según una cualquiera de las precedentes reivindicaciones, donde la estación (R) es una estación operativa de una unidad de carrusel giratorio (26) provista de una pluralidad de estaciones operativas (S).
9. Máquina según la reivindicación 8, donde el husillo (19) de la estación (R) está colocado en correspondencia de un extremo de un brazo (25) del carrusel (26) y puede girar con respecto a un eje de rotación (20).
10. Máquina según una cualquiera de las precedentes reivindicaciones, donde los medios (17) para revestir un segundo extremo abierto (21) de la caja (6) comprenden un elemento curvo (17) en una posición fija con respecto al movimiento de revestimiento de la caja (6), la posición siendo tal que el mismo interfiere con el borde (22) de la hoja (12) preencolada de manera de plegar el borde (22) dentro de la caja (6) y así revestir la parte interna de la pared (1) adyacente al extremo abierto (21).
11. Máquina según una cualquiera de las precedentes reivindicaciones, donde los medios (17) para revestir un segundo extremo abierto (21) de la caja (6) comprenden rodillos de presión (13) que actúan para presionar el borde plegado (22) sobre la pared (1).
12. Método para realizar cajas revestidas de papel o cartón con un contorno curvilíneo, que comprende las etapas operativas de:
- - preparación de un fondo (2) y una pared cilíndrica con un contorno curvilíneo (1), unidos de modo estable para ensamblar una caja (6);
- - centrado de la caja (6) a lo largo de un eje de centrado con respecto a un disco de revestimiento de papel preencolado (7) con una porción radial que sobresale más allá de la caja (6) con respecto al eje de centrado;
- - desplazamiento del fondo (2) y de la caja (6) hasta llevarlo cerca del disco preencolado (7);
- - aplicación de la porción radial en exceso que sobresale del disco (7) a la pared (1) de la caja (6) para unir de modo estable el fondo (2) y la pared (1);
- - transporte de la caja (6) a una estación de revestimiento (R);
- - en la estación de revestimiento (R), rotación de la caja (6) con respecto al eje horizontal (20) y conexión de una hoja de revestimiento (12) a la pared externa de la caja (6);
- - revestimiento de un segundo extremo abierto (21) de la caja girando un borde (22) de la hoja (12) que sobresale del segundo extremo.
13. Método según la reivindicación 12, donde dicha rotación del borde es llevada a cabo en la estación de revestimiento (R).
14. Método según la reivindicación 12 o 13, donde el eje de la caja está dispuesto vertical durante la etapa de centrado, y es llevada a la etapa de revestimiento girando su eje de 90 grados.
15. Método según una cualquiera de las precedentes reivindicaciones de 12 a 14, donde las etapas de revestimiento y de rotación del borde son llevadas a cabo en una o varias estaciones operativas de un carrusel que tiene un eje horizontal.
Patentes similares o relacionadas:
CAJA PLEGABLE Y PROCEDIMIENTO PARA SU PLEGADO AUTOMATICO., del 1 de Febrero de 1992, de NOGUES GALCERAN, JUAN: CAJA PLEGABLE Y PROCEDIMIENTO PARA SU PLEGADO AUTOMATICO. LA CAJA COMPRENDE UN ELEMENTO LAMINAR DE PARTIDA CUYAS PAREDES LATERALES SE PUEDEN PLEGAR […]
APARATO Y METODO PARA LA FABRICACION DE CHAROLAS PARA EMPAQUE CON DIFERENTES ESTRUCTURAS Y PRODUCTO OBTENIDO, del 22 de Noviembre de 2018, de HERRERO PEREZ RIOJA, Juan Antonio: Un método y aparato para producir charolas que están o no recubiertas con una película plástica y que retienen atmósferas modificadas y a las […]
Método para formar un rollo de boca en una taza de cartón recubierto de plástico y una taza hecha con el método, del 28 de Septiembre de 2016, de STORA ENSO OYJ: Un método para formar un rollo de boca en una taza hecha de cartón de taza recubierto de plástico, en donde el rollo se genera en la boca […]
 Método de producción de un saliente para apilado y herramienta correspondiente, del 9 de Marzo de 2016, de SEDA INTERNATIONAL PACKAGING GROUP SPA: Método de producción de un saliente de apilado que sobresale hacia dentro de una pared de un vaso con las siguientes etapas:
i) insertar un mandril […]
Método de producción de un saliente para apilado y herramienta correspondiente, del 9 de Marzo de 2016, de SEDA INTERNATIONAL PACKAGING GROUP SPA: Método de producción de un saliente de apilado que sobresale hacia dentro de una pared de un vaso con las siguientes etapas:
i) insertar un mandril […]
Envase y procedimiento de producción del mismo, del 7 de Enero de 2015, de SEDA S.P.A.: Un envase para recibir alimentos o bebidas deshidratadas que comprende una pared circundante del envase, una abertura superior del envase y una parte […]
Un procedimiento para realizar preformas a medida para cajas, del 3 de Diciembre de 2014, de SYSTEM S.P.A.: Un procedimiento para realizar cajas a medida, caracterizado porque comprende las siguientes etapas: recogida de al menos una hoja de material […]
Cadena de producción de artículos de cartón, del 4 de Junio de 2014, de HUHTAMAKI OYJ: Cadena de producción de artículos de cartón que comprende, en línea, una máquina cortadora , que corta piezas semiacabadas (7, 7') de una banda de cartón , y una […]
Dispositivo de deformación de la pared periférica de vasos de cartón apilables, del 16 de Abril de 2014, de JENNER, ERNEST: Dispositivo de deformación de la pared periférica de vasos apilables, comprendiendo cada vaso un zócalo que define un espacio hueco bajo el vaso delimitado […]