ENVASE CONTENEDOR PARA USO GENÉRICO AUTOENSAMBLABLE Y MÉTODO DE FABRICACIÓN DEL MISMO.
Envase contenedor autoensamblable fabricado de materiales ecológicos tales como tableros estándar de fibra de madera que comprende,
como elementos estructurales principales, un fondo, dos laterales longitudinales y dos laterales transversales, todos de forma básicamente rectangular y caras perimetrales cauterizadas para evitar la penetración de la humedad a su interior, cada elemento estructural principal teniendo, en un lado adyacente a otro elemento estructural principal correspondiente, arpones flexibles resistentes a la tracción o ranuras receptoras, comprendiendo el otro elemento estructural principal correspondiente, en dicho lado adyacente al primer elemento estructural principal, ranuras o arpones flexibles cooperantes resistentes a la tracción, respectivamente, estando los elementos estructurales principales ensamblados entre sí mediante la introducción de los arpones flexibles en las ranuras receptoras. El método de fabricación de dichos elementos estructurales usa corte perimetral con láser, con lo que las resinas naturales incorporadas en la materia prima reaccionan y se obtiene la cauterización perimetral.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201131258.
Solicitante: COMPAÑÍA DE PATENTES DEL PACIFICO SPA.
Nacionalidad solicitante: Chile.
Dirección: Barros Arana 12, Sector Tres Pinos Los Alamos, VIII Region CHILE.
Inventor/es: RIO GONZALEZ,JUAN JOSE, QUEROL PUIG,SANTIAGO,ANTONIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
- B23K26/38 B23K […] › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › mediante escariado o corte.
- B31B17/00
- B65D21/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 21/00 Recipientes que se encajan, se apilan o se ensamblan; Recipientes de capacidad variable. › Recipientes de forma especial o provistos de guarniciones o de piezas de fijación, para facilitar el embutido, encaje o el ensamblado.
- B65D5/00 B65D […] › Recipientes rígidos o semirrígidos de sección transversal poligonal, p. ej. cajas, envases de cartón o bandejas, formados plegando o montando una o más cintas de papel (palés rígidos con paredes laterales B65D 19/02).
- B65D5/56 B65D […] › B65D 5/00 Recipientes rígidos o semirrígidos de sección transversal poligonal, p. ej. cajas, envases de cartón o bandejas, formados plegando o montando una o más cintas de papel (palés rígidos con paredes laterales B65D 19/02). › Revestimientos o recubrimientos interiores.
- B65D85/34 B65D […] › B65D 85/00 Recipientes, elementos de embalaje o paquetes especialmente adaptados a objetos o a materiales particulares (B65D 71/00, B65D 83/00 tienen prioridad; utensilios de mano o equipamiento para viajes A45C; artículos cosméticos o de baño A45D; embalajes para escalpelos quirúrgicos, bisturís o sus cuchillas A61B 17/3215; recipientes especialmente adaptados a fines médicos o farmacéuticos A61J 1/00; botes de pintura B44D 3/12; bidones o latas de aceite F16N 3/04; estuches para llevar armas de fuego individuales F41C 33/06; embalaje de municiones o cargas explosivas F42B 39/00; recipientes para soportes de registro especialmente adaptados para cooperar con el aparato de registro o de reproducción G11B 23/00). › para frutas, p. ej. manzanas, naranjas o tomates.
Fragmento de la descripción:
OBJETO DE LA INVENCIÓN
La presente invención se refiere al campo de los envases para uso genérico autoensamblables utilizados habitualmente para el transporte de mercancías. Más concretamente, la invención se refiere a un envase mejorado de este tipo que al ser
desarrollado sobre materiales ecológicos permite en su interior el contenido y contacto directo con productos alimentarios, así como a un método para la fabricación de dicho envase.
ANTECEDENTES DE LA INVENCIÓN
En los sistemas actuales para el transporte de mercancías en envases o contenedores donde sea factor primordial tanto la resistencia a la humedad relativa, el contacto con fluidos y con la condición adicional de ser no retornables y/o la cualidad de estar directamente en contacto con alimentos, existe la problemática de la resistencia estructural y de las normativas internacionales a este respecto.
Habitualmente las cajas de cartón, ya sean realizadas sobre material corrugado o compacto utilizados para estos fines, aunque aportan la facilidad de transportarse hasta sus zonas de llenado en formato plano o desmontado, ahorrando espacio de transporte, tienen la deficiencia de perder su resistencia estructural una vez que se ven afectadas por la humedad. Para suplir este inconveniente en la actualidad se rocían o imprimen los envases de cartón con parafinas o ceras que tratan de evitar la penetración de la humedad a través de la superficie de sus caras interiores y exteriores. A este respecto cabe decir que no es posible sellar los cantos o caras perimetrales del cartón mediante estos procesos, con lo que la humedad habitualmente penetra en el interior del cartón a través de dichas caras y
aristas, debilitando igualmente la estructura del mismo. La estructura de los palés con envases de este tipo corre alto riesgo de derrumbe de la carga cuando se somete a estas condiciones ambientales.
Las normativas que actualmente están aplicando los países avanzados en cuanto al 35 contacto de los envases contenedores con productos alimenticios van en la línea de la prohibición del uso de estos tratamientos ya sean parafinas, ceras o siliconas rociadas sobre el cartón, con lo que se incrementa aún más el problema, con lo que aumenta la necesidad de una solución de transporte fiable, sin riesgos para la salud y que cumpla todas las normativas.
Adicionalmente las normas tienden a apoyar la ecología, renovabilidad y 5 biodegradabilidad de los envases contenedores “no retornables”, de un solo uso o en contacto con alimentos.
Países como los Estados Unidos o la Unión Europea están poniendo todo tipo de trabas y problemas a la importación de productos alimentarios con envases no retornables y 10 de un solo uso en los que el envase contenedor no cumpla estas expectativas.
Analizando igualmente los envases de plástico para estos mismos fines, éstos están siendo prohibidos dada su difícil reciclabilidad, su uso no retornable con la imposición de cuotas económicas y su estructura habitualmente realizada sobre inyectados que imposibilita su transporte desde donde se fabrican hasta las áreas de llenado en formato desplegado o plano, incrementando los costes al transportar gran volumen de aire.
Las cajas de madera que habitualmente se utilizan para este fin están compuestas igualmente por componentes agresivos para el medio ambiente, la seguridad o la higiene como pueden ser las grapas o los clavos que las normativas actuales están igualmente prohibiendo dado su alto grado de oxidación en entornos húmedos y su grado de peligrosidad al ser manipulados por los usuarios.
La patente EP 1 834 884 propone un envase monomaterial para uso hortícola que pretende solucionar en cierta medida los problemas de la técnica anterior, pero que presenta el inconveniente de que al obtener las piezas mediante un proceso de troquel de corte o sierras, las caras perimetrales de dichas piezas quedan con las fibras interiores expuestas y degradadas físicamente tras el impacto o corte, perdiendo su densidad habitual y provocando igualmente la facilidad a la perdida de estabilidad estructural en los contornos,
dado el efecto o la respuesta a modo de esponja que se da en todo el perímetro de corte de cada pieza, quedando abiertas a la penetración de la humedad como en el caso del cartón. Al no disponer dicho envase analizado de elementos de fijación que trabajen a tracción, y siendo soportados los elementos que componen dicho envase estructuralmente unido exclusivamente mediante trabajo a compresión directa de solapas machos, todas ellas rígidas, sobre orificios hembras, estos elementos se debilitan, degradan y reblandecen al penetrar la humedad en su interior dejando de realizar su función de fijación estructural correctamente. Por otra parte, dicho envase tiene la necesidad de disponer de orificios de aireación adicionales para facilitar su ventilación interior, lo que aumenta aún más su debilidad estructural al presentar más perfiles por los que puede introducirse la humedad.
Ya existen en el mercado elementos de fijación denominados clips o arpones flexibles que trabajan a tracción para asegurar el ensamblaje de diferentes elementos entre sí, habitualmente dichos clips se realizan sobre materiales plásticos inyectados con diferentes nervaduras y/o tirantes flexibles que a modo de uñas, una vez insertados como flechas o arpones, impiden su retorno o salida del alojamiento. Sin embargo, no es posible desarrollar elementos de este tipo, de forma parecida, sobre materiales ecológicos, por ejemplo fibras de madera, ya que dada la baja densidad de la misma y la perdida de resistencia de los contornos al ser cortados con sierras o troqueles dichas uñas o garras no resisten grandes esfuerzos de tracción.
La técnica anterior conocida presenta por tanto el inconveniente principal de la debilidad estructural de los envases existentes de cartón o fibra de madera al ser sometidos a la presión interior de la carga contenida, ya sea por compresión del contenido o por sus desplazamientos interiores durante el transporte con el consiguiente pandeo de los laterales hacia el exterior, como por ejemplo el caso de envasados a granel, donde el contenido interior somete a presiones elevadas a los lados del envase, produciendo dicho efecto de pandeo hacia el exterior de los mismos, lo que afecta directamente a una reducción del contacto del perímetro exterior de los envases contenedores apilados verticalmente, desestabilizando la carga sobre los palés al reducirse este contacto y reduciéndose igualmente la capacidad de aguante a la compresión vertical de los envases situados en las capas inferiores, que resisten todo el peso de las capas o filadas superiores. Este efecto de compresión vertical, se traduce en un aumento lógico de dicho pandeo o deformación horizontal, generando un efecto en cadena que termina destruyendo los envases de las capas inferiores y estropeando su contenido.
Por tanto, sigue existiendo en la técnica la necesidad de un envase contenedor autoensamblable que proporcione una solución al menos parcial a los problemas anteriormente descritos, una mayor facilidad de ensamblaje del envase, con una cantidad menor de maniobras mecánicas para su confección que para los conocidos hasta la fecha, reduciendo los costes de producción y ensamblaje de los mismos.
BREVE DESCRIPCIÓN DE LA INVENCIÓN
La presente invención se refiere en un primer aspecto a un envase contenedor autoensamblable, preferiblemente fabricado de materiales ecológicos tales como tableros estándar, que comprende un fondo, dos laterales longitudinales y dos laterales transversales, obteniéndose dicho fondo y dichos laterales longitudinales y transversales mediante corte perimetral con láser, consiguiendo con este proceso de corte a muy alta temperatura una reacción de las resinas naturales incorporadas en la materia prima y una consiguiente cauterización perimetral que aporta un sellado suplementario a todos los elementos que componen el envase contenedor. Dicha cauterización evita la penetración de la humedad al interior de los elementos estructurales que componen el envase contenedor,
aportando una rigidez estructural a largo plazo a las caras perimetrales de los elementos estructurales del envase comparables a la superficie del tablero.
Gracias al corte con láser de los elementos estructurales del envase según la presente invención, ahora es posible fabricar envases contenedores compuestos por
elementos independientes ensamblados entre sí mediante salientes o puntas arponadas flexibles altamente resistentes a la tracción y tetones o salientes rígidos de bloqueo machihembrados, que una vez insertados en sus alojamientos evitan el desmonte del envase...
Reivindicaciones:
1. Envase contenedor autoensamblable, que comprende los siguientes elementos estructurales principales:
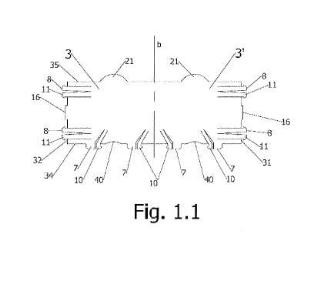
-un fondo (1) , -dos laterales longitudinales o mayores (2) (2’) , y -dos laterales transversales o menores (3) (3’) , en que dichos elementos estructurales principales tienen forma cuadrangular,
caracterizado porque las caras perimetrales de los elementos estructurales del envase contenedor autoensamblable están cauterizadas para proveer un sellado suplementario contra la penetración de humedad al interior de los mismos y cada uno de los elementos estructurales principales comprende, en un lado adyacente a otro elemento estructural principal correspondiente, salientes arponados flexibles resistentes a la tracción (6) (7) (8) o ranuras receptoras (12) (13) (14) , comprendiendo el otro elemento estructural principal
correspondiente en dicho lado adyacente al primer elemento estructural principal ranuras receptoras (12) (13) (14) o salientes arponados flexibles resistentes a la tracción (6) (7) (8) , respectivamente, estando los elementos estructurales principales ensamblados entre sí mediante la introducción de los salientes arponados flexibles (6) (7) (8) en las ranuras receptoras (12) (13) (14) .
2. Envase contenedor autoensamblable según la reivindicación 1, caracterizado porque los salientes arponados flexibles consisten en: salientes arponados flexibles (6) (7) que comprenden, cada uno, un saliente rectangular rígido y una zona flexible delimitada por dos cortes paralelos (38) (39) en el elemento estructural principal correspondiente, generando el
primero de estos cortes (39) un vaciado con forma triangular; y salientes arponados flexibles (8) dobles configurados a modo de puntas de flechas orientadas perpendicularmente hacia el exterior del elemento principal correspondiente y delimitados por dos cortes (41) en el elemento estructural principal correspondiente y un vaciado (42) entre ambos cortes.
3. Envase contenedor autoensamblable según la reivindicación 2, caracterizado porque el saliente rectangular rígido (tiene un chaflán (36) para ayudar al posicionamiento del saliente rectangular rígido en la ranura receptora (12) (13) .
4. Envase contenedor autoensamblable según cualquiera de las reivindicaciones 2 y 3,
caracterizado porque la zona flexible y flechas comprenden un chaflán (37) (43) sobre el que emerge lateralmente y hacia su exterior una uña triangular (9) (10) (44) para la retención de la zona flexible o flecha en la ranura receptora (12) (13) (14) .
5. Envase contenedor autoensamblable según cualquiera de las reivindicaciones anteriores, caracterizado porque cada uno de los elementos estructurales principal 5 comprende además, en un lado adyacente a otro elemento estructural principal correspondiente, tetones de bloqueo (15) (16) u orificios (17) (18) , comprendiendo el otro elemento estructural principal correspondiente en dicho lado adyacente al primer elemento estructural principal orificios (17) (18) o tetones de bloqueo (15) (16) , respectivamente, estando los tetones de bloqueo (15) (16) introducidos en los orificios (17) (18)
correspondientes para aumentar la rigidez estructural del envase contenedor autoensamblable.
6. Envase contenedor autoensamblable según cualquiera de las reivindicaciones anteriores, caracterizado porque comprende además un sistema de bloqueo y atirantado aplicado sobre la parte superior de los laterales longitudinales (2) (2’) para evitar pandeos hacia el exterior debido a la presión que desde el interior puede realizar el contenido del envase contenedor autoensamblable sobre los laterales del envase contenedor autoensamblable.
superiores (33) , transmitiendo la apariencia de envase hermético que no permite el visionado interior del producto contenido.
8. Envase contenedor autoensamblable según cualquiera de las reivindicaciones 1 a 6, caracterizado porque comprende además una tapa (4) que, insertada a presión sobre el
envase contenedor autoensamblable una vez terminado, queda fijada mediante la alineación de salientes (75) (59) y zonas sin escotar (48) (46) (46’) en los márgenes superiores (33) (35) de los laterales longitudinales (2) (2’) y transversales (3) (3’) del envase, respectivamente, con ranuras receptoras (50) (54) (54’) (55) (55’) (58) realizadas en el perímetro de dicha tapa (4) a tal efecto, bloqueando la tapa y adicionalmente agregando resistencia estructural al conjunto terminado, cubriendo la parte superior del envase, y sirviendo además de sistema de bloqueo y atirantado.
9. Envase contenedor autoensamblable según cualquiera de las reivindicaciones anteriores, caracterizado porque comprende además un sistema de refuerzo adicional compuesto por dos listones (70) (70’) transversales situados a lo largo sobre el perímetro superior de los laterales transversales, bridando igualmente refuerzo a los laterales longitudinales del envase contenedor autoensamblable cuando este ya está terminado.
10. Envase contenedor autoensamblable según la reivindicación 1, caracterizado porque comprende además salientes o solapas (21) (21’) (75) en la parte superior de cada lateral
menor (3) (3’) y cada lateral mayor (2) (2’) , respectivamente, para el bloqueo y apilado vertical de un envase contenedor autoensamblable sobre otro.
11. Envase contenedor autoensamblable según la reivindicación 10, caracterizado porque comprende dos solapas (21) (21’) en la parte superior de cada lateral menor (3) (3’) y 20 dos salientes (75) en la parte superior de cada lateral mayor (2) (2’) .
12. Envase contenedor según cualquiera de las reivindicaciones 10 y 11, caracterizado porque comprende, en la parte inferior de cada lateral menor (3) (3’) , escotaduras (40) dispuestas para alojar las solapas (21) de un envase contenedor similar situado debajo, y el
fondo (1) comprende ranuras (20) correspondientes con dichas escotaduras (40) , dispuestas para recibir las solapas (21) de dicho envase contenedor autoensamblable similar situado debajo, bloqueando un envase contenedor autoensamblable sobre el otro.
13. Envase contenedor autoensamblable según cualquiera de las reivindicaciones 10 y 30 11, caracterizado porque comprende, en la parte inferior de cada lateral mayor (2) (2’) , cortes o vaciados semicirculares (76) dispuestos para alojar los salientes (75) cuando un envase contenedor autoensamblable es situado encima de otro similar bloqueando sus desplazamientos horizontales.
14. Envase contenedor autoensamblable según cualquiera de las reivindicaciones anteriores, caracterizado porque comprende además una escotadura (60) en los laterales longitudinales (2) (2’) que delimita una zona de visualización del contenido del envase contenedor autoensamblable ó de ventilación en los laterales longitudinales (2) (2’) del envase contenedor autoensamblable.
15. Envase contenedor autoensamblable según cualquiera de las reivindicaciones anteriores, caracterizado porque comprende además una perforación (67) en los laterales transversales (3) (3’) del envase contenedor dispuesto para realizar la función de asidero para el transporte del envase.
16. Método de fabricación de elementos estructurales de un envase contenedor autoensamblable de acuerdo a la reivindicación 1, seleccionándose los elementos estructurales del grupo compuesto por un fondo (1) , dos laterales longitudinales (2) (2’) , dos laterales transversales (3) (3’) y una tapa (4) , caracterizado porque dicho método comprende la etapa de cortar mediante láser dichos elementos estructurales a partir de tableros originales de fibra de madera de mediana o alta densidad, para proveer una cauterización perimetral que aporta un sellado suplementario a dichos elementos estructurales.
17. Método según la reivindicación 16, caracterizado porque además comprende seleccionar dichos elementos estructurales del grupo compuesto por un tirante transversal 20 antipandeo (5a) (5b) y listones transversales (70) (70’) .
18. Método según la reivindicación 16, caracterizado porque comprende además la etapa, previa al cortado con láser, de encolar a los tableros originales papel reciclado preimpreso que contiene diseños requeridos.
19. Método según la reivindicación 18, caracterizado porque para la etapa de encolar se usan colas naturales, ecológicas y biodegradables.
20. Método según cualquiera de las reivindicaciones 16 a 23, caracterizado porque
comprende además la etapa de realizar grabados sobre la superficie de los elementos estructurales.
21. Método según la reivindicación 20, caracterizado porque la etapa de realizar
grabados es simultánea a la etapa de cortar con láser. 35
Patentes similares o relacionadas:
 Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
SOPORTE PARA TRANSPORTAR ENVASES CON UNA SOLA MANO, del 23 de Enero de 2020, de BEUMALA CARBONELL, Joan Ramon: 1. Soporte para transportar envases con una sola mano, caracterizado por comprender un cuerpo plano, fabricado con un material laminar, tal como […]
CONTENEDOR TRANSFORMABLE EN LAMPARA, del 23 de Enero de 2020, de GASCH GARCIA,FRANCESC: Contenedor transformable en lámpara realizado a con una única lámina troquelada que a través de sus cortes y líneas de doblez conforma un cuerpo prismático provisto una […]
CAJA OPTIBOX GPSA, del 9 de Enero de 2020, de GRUPASA GRUPO PAPELERO S.A: Caja auto armable en una sola pieza, que elimina el uso de un conjunto base y tapa, con una resistencia a la compresión vertical superior a cualquier […]
CAJA OPTIFRUIT, del 2 de Enero de 2020, de GRUPASA GRUPO PAPELERO S.A: El presente invento consiste en una caja auto armable en una sola pieza para el mercado de tomate y frutas afines, con un menor consumo de área efectiva que garantiza […]
ENVASE TÉRMICO PARA TRANSPORTE DE COMIDA RÁPIDA CALIENTE, del 30 de Diciembre de 2019, de FOODHAVEN, S.L: 1. Envase térmico para transporte de comida rápida caliente que, conformado a partir de, al menos, un cuerpo que conforma una caja principal que define […]
CAJA DOUBLE EDGE, del 26 de Diciembre de 2019, de GRUPASA GRUPO PAPELERO S.A: El presente invento consiste en una caja base con tapa, de cartón, para banano de tipo media regular, con un esquema de cerrado especial en […]
NUEVA CAJA DE EMBALAJE DE ROLLOS DE PAPEL HIGIÉNICO, del 12 de Diciembre de 2019, de ECHEVERRÍA ABUJATUM, Paulina: Modelo de utilidad consistente en una nueva caja de embalaje de rollos de papel higiénico que cambia el almacenaje, transporte, conservación y exhibición del producto […]