MAQUINA DE AFINADO DE UNA LENTE DE GAFAS, PROVISTA DE UN PORTAHERRAMIENTAS GIRATORIO SOBRE EL QUE ESTAN MONTADAS VARIAS HERRAMIENTAS DE TRABAJO.
Máquina de afinado de una lente oftálmica (100) de gafas que comprende:
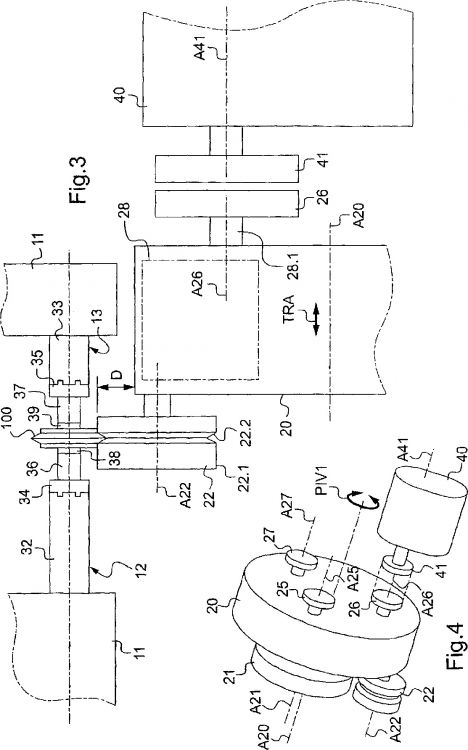
- unos medios de soporte y de arrastre en rotación (12, 13) de la lente (100) alrededor de un primer eje de rotación (A3), siendo la rotación de la lente mandada por unos primeros medios de mando (14),
- un portaherramientas (20) montado para girar alrededor de un segundo eje de rotación (A20), estando la rotación del portaherramientas (20) mandada por unos segundos medios de mando,
- varias herramientas de trabajo (21, 22, 23) montadas sobre el portaherramientas (20) rotativas alrededor de ejes de herramientas (A21, A22, A23), de las cuales por lo menos dos son herramientas de conformado (21, 22) de la periferia de la lente a afinar que presentan unos ejes de herramientas (A21, A22,) distintos,
- unos terceros medios de mando de una movilidad relativa de separación entre el primer eje de rotación (A3) y el segundo eje de rotación (A20),
caracterizada porque comprende unos medios de inclinación (30, 31, 32) para permitir un pivotamiento relativo del portaherramientas (20) con respecto al primer eje de rotación (A3) alrededor de un tercer eje de rotación (A0) sustancialmente transversal al primer eje de rotación (A3)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2008/000039.
Solicitante: ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE.
Nacionalidad solicitante: Francia.
Dirección: 147, RUE DE PARIS,94220 CHARENTON-LE-PONT.
Inventor/es: NAUCHE, MICHEL.
Fecha de Publicación: .
Fecha Concesión Europea: 10 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B24B9/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 9/00 Máquinas o dispositivos para trabajar con muela los bordes o biseles de piezas o para retirar rebabas; Accesorios a este efecto (B24B 21/00 tiene prioridad; para afilar aristas de corte de herramientas B24B 3/00; eliminación de rebabas por material abrasivo suelto B24B 31/00). › para piezas ópticas, p. ej. lentes, prismas.
Clasificación PCT:
- B24B9/14 B24B 9/00 […] › para piezas ópticas, p. ej. lentes, prismas.
- G02C13/00 FISICA. › G02 OPTICA. › G02C GAFAS; GAFAS DE SOL O GAFAS PROTECTORAS EN LA MEDIDA EN QUE SUS CARACTERISTICAS SON LAS MISMAS QUE LAS DE LAS GAFAS; LENTES DE CONTACTO. › Ensamblado; Reparación; Limpieza (desinfección o esterilización de lentes de contacto A61L 12/00).
Fragmento de la descripción:
Máquina de afinado de una lente de gafas, provista de un portaherramientas giratorio sobre el que están montadas varias herramientas de trabajo.
Campo técnico al que se refiere la invención
La presente invención se refiere de manera general al montaje de lentes oftálmicas de un par de gafas correctoras sobre una montura y prevé más particularmente una máquina y un procedimiento de afinado de una lente.
Antecedente tecnológico
La parte técnica del oficio del óptico consiste en montar un par de lentes oftálmicas sobre la montura elegida por el futuro portador. Para ello, el óptico debe proceder al afinado de cada lente que consiste en modificar el contorno de la lente para adaptarlo a esta montura y/o a la forma de lente deseada.
El afinado se descompone clásicamente en dos operaciones principales, de las que una es una operación de rebordeado (a menudo denominado "desbaste") y una operación de acabado adaptada al tipo de montaje.
El rebordeado consiste en eliminar la parte periférica superflua de la lente oftálmica en cuestión, para llevar su contorno, que es muy a menudo inicialmente circular, al de cualquier armazón o engarce de la montura o muy simplemente a la forma estética deseada cuando la montura es del tipo sin armazón. Esta operación de rebordeado es usualmente seguida de una operación de achaflanado que consiste en eliminar o achaflanar las dos aristas vivas del borde de la lente rebordeada.
La operación de acabado depende del montaje a realizar. Cuando el montaje es del tipo con aros, se realiza un biselado que consiste en asegurar la formación de una nervadura denominada usualmente bisel. Este bisel está destinado a ser introducido en una ranura correspondiente, denominada comúnmente surco, practicada en el armazón o engarce de la montura de gafas en el que la lente debe ser montada. Cuando la montura es del tipo sin armazón, el afinado de la lente y, eventualmente, la eliminación de las aristas vivas (achaflanado) son seguidos de la perforación apropiada de las lentes para permitir la fijación de las varillas y del puente nasal de la montura sin armazón. Por último, cuando el montaje es del tipo semi-zunchado con hilo de Nylon, el achaflanado está acompañado de un ranurado que consiste en practicar una ranura en el canto de la lente, estando esta ranura destinada a alojar el hilo de Nylon de la montura destinado a aplicar la lente contra la parte rígida de la montura.
Habitualmente, el afinado de la lente se realiza en una amoladora de mando numérico que comprende unos medios de sostenimiento y de arrastre en rotación de la lente y varias herramientas de trabajo apropiadas para las diferentes operaciones a realizar.
Las herramientas de trabajo comprenden muy a menudo en particular una muela de desbaste y una muela de biselado que están montadas sobre un mismo árbol de arrastre en rotación que constituye el módulo de trabajo principal. Las herramientas de perforación, de ranurado, de achaflanado así como unas herramientas específicas para mecanizar ciertos tipos de lentes, tales como las lentes denominadas de gran base, están dispuestas sobre otros módulos de trabajo distintos.
Una máquina de este tipo genera un volumen importante y un coste importante debido a que necesita prever un motor por lo menos por módulo de trabajo.
El documento FR 2 614 227 propone, en un modo de realización particular representado en la figura 2 de este documento, reunir algunas de las herramientas de trabajo citadas anteriormente sobre un portaherramientas rotativo común montado para girar alrededor de un eje de rotación. Las herramientas de trabajo están montadas asimismo rotativas alrededor de ejes de herramientas distintas sustancialmente paralelas al eje de rotación del portaherramientas. Según la enseñanza de este documento, las herramientas de trabajo montadas sobre el portaherramientas son únicamente unas herramientas de conformado de la periferia de la lente y las movilidades de estas herramientas de trabajo con respecto a la lente a mecanizar son reducidas.
La diversidad de las operaciones de tratamiento de la lente que permite realizar este portaherramientas está entonces limitada.
Objeto de la invención
El objetivo de la presente invención es aumentar la diversidad de tratamiento de las lentes ofrecida por una máquina de afinado que comprende un portaherramientas rotativo preservando al mismo tiempo la compacidad de la máquina.
Con este fin, la invención propone una máquina de afinado de una lente oftálmica de gafas que comprende:
La movilidad de inclinación del eje del portaherramientas, con respecto al eje de rotación de la lente, permite mandar el ángulo de inclinación del eje de la herramienta de perforación y realizar así unos orificios de perforación según la orientación y la forma deseadas. El hecho de que la movilidad de inclinación se aplique al portaherramientas entero permite asimismo mandar la inclinación de los ejes de las otras herramientas de conformado de la periferia, de manera que restituyan precisamente la forma deseada a la periferia de la lente.
En particular, es posible así regular la inclinación del eje de la herramienta de acabado de conformado de la periferia de la lente a afinar (típicamente una muela de biselado o una muela de ranurado). También es posible regular, a favor de la misma movilidad de inclinación del portaherramientas, la inclinación de la herramienta de desbaste de conformado de la periferia de la lente a afinar (típicamente, una muela de desbaste de afinado), lo que permite obtener un canto de lente desbastado según una inclinación que corresponde a la deseada para su acabado. La operación de acabado está así facilitada (puesto que ocasiona una extracción de material menor y más homogénea) y puede por tanto ser efectuada más rápidamente y con una mejor precisión, con un desgaste de la herramienta de acabado menor y más homogéneo.
Además, la movilidad de inclinación del eje del portaherramientas puede ser combinada, previamente al mecanizado y/o dinámicamente durante el mecanizado de la lente, para obtener un posicionado espacial ideal de la herramienta con respecto a la lente.
En el caso de lentes muy curvadas en la periferia de las cuales se desea formar un bisel o una ranura, la inclinación del eje de una herramienta de trabajo, tal como una herramienta de biselado o de ranurado, permite adaptar mejor en las tres dimensiones la forma y la orientación de cada sección de la periferia biselada o ranurada de la lente y limitar el fenómeno de raedura del bisel o de la ranura que aparece en el curso de su formación.
Un portaherramientas de este tipo ofrece así una gran diversidad de tratamiento de las lentes, por medio de un número de piezas y de movilidades reducido.
Estando cada herramienta de trabajo montada sola sobre su eje de rotación propio, ya no es necesario, cuando esta herramienta de trabajo debe ser reemplazada, desmontar otras herramientas de trabajo (lo que era el caso en el estado de la técnica cuando varias herramientas estaban montadas sobre un mismo eje). Solamente la herramienta de trabajo reemplazada es entonces recalibrada con exclusión de las otras herramientas de trabajo, puesto que no han sido afectadas por el reemplazado.
Además, gracias a la movilidad de rotación del portaherramientas y a la repartición de las herramientas alrededor del eje de rotación, es...
Reivindicaciones:
1. Máquina de afinado de una lente oftálmica (100) de gafas que comprende:
caracterizada porque comprende unos medios de inclinación (30, 31, 32) para permitir un pivotamiento relativo del portaherramientas (20) con respecto al primer eje de rotación (A3) alrededor de un tercer eje de rotación (A0) sustancialmente transversal al primer eje de rotación (A3).
2. Máquina de afinado según la reivindicación anterior, en la que las herramientas de trabajo (21, 22, 23) comprenden una herramienta de perforación (23).
3. Máquina de afinado según una de las reivindicaciones anteriores, en la que el eje de herramienta (A22) de una por lo menos de las herramientas de trabajo (22) y el segundo eje de rotación (A20) del portaherramientas (20) están dispuestos de tal manera que, cuando esta herramienta de trabajo (22) ha sido seleccionada y el portaherramientas ha sido girado a una posición de trabajo de esta herramienta de trabajo, el eje de herramienta (A22) de esta herramienta de trabajo (22) esté inclinado con respecto al primer eje de rotación (A3).
4. Máquina de afinado según una de las reivindicaciones anteriores, que comprende unos medios de selección (200) de una de las herramientas de trabajo (21, 22, 23) para proceder a una etapa de trabajo de la lente (100) y unos medios de pilotaje (200) de los segundos medios de mando ideados para hacer girar el portaherramientas (20) alrededor del segundo eje de rotación (A20) de manera que lleve la herramienta de trabajo (21, 22, 23) seleccionada frente a la lente (100).
5. Máquina de afinado según la reivindicación anterior, en la que los medios de inclinación del portaherramientas (20) alrededor del tercer eje de rotación (A0) son mandados por unos cuartos medios de mando pilotados, antes y/o durante el mecanizado de la lente, por los medios de pilotaje (200).
6. Máquina de afinado según la reivindicación anterior, en la que los medios de pilotaje (200) están ideados para pilotar los cuartos medios de mando de los medios de inclinación del portaherramientas (20) alrededor del tercer eje de rotación (A0) en coordinación con los primeros medios de mando (14) de la rotación de la lente.
7. Máquina de afinado según una de las reivindicaciones 4 a 6, en la que los medios de pilotaje (200) están ideados para pilotar los segundos medios de mando de la rotación del portaherramientas (20) alrededor del segundo eje de rotación (A20) en coordinación con los primeros medios de mando (14) de la rotación de la lente.
8. Máquina de afinado según una de las reivindicaciones anteriores, en la que las herramientas de conformado (21, 22) comprenden por lo menos una herramienta de afinado (21) adaptada para afinar la lente con un canto plano y por lo menos una herramienta de acabado (22) que consiste en una por lo menos de las herramientas siguientes: una muela de biselado, un disco de achaflanado, una herramienta de ranurado, o una muela de pulido.
9. Máquina de afinado según una de las reivindicaciones anteriores, en la que las herramientas de conformado (21, 22) presentan unos diámetros diferentes unas de otras y los ejes de rotación (A21, A22) de las herramientas de conformado (21, 22) están situados a diferentes distancias con respecto al segundo eje de rotación (A20).
10. Máquina de afinado según una de las reivindicaciones anteriores, en la que, comprendiendo cada herramienta de trabajo (21, 22, 23) una parte activa que, cuando tiene lugar la rotación de la herramienta de trabajo (21, 22, 23) alrededor de su eje (A21, A22, A23), define una envolvente de trabajo, la porción útil de esta envolvente de trabajo está situada a una distancia máxima del segundo eje de rotación (A20) que es la misma para dos por lo menos de las herramientas de conformado (21, 22).
11. Máquina de afinado según una de las reivindicaciones anteriores, que comprende unos medios de acoplamiento (25, 26, 27, 41) de las herramientas de trabajo (21, 22, 23) con un motor común (41) que las arrastra en rotación, estando estos medios de acoplamiento ideados para permitir el desembragado del acoplamiento de una por lo menos de las herramientas de trabajo cuando esta herramienta está inactiva y para embragar el acoplamiento de esta herramienta con el motor común (40) cuando el portaherramientas (20) está en posición de trabajo de esta herramienta.
12. Máquina de afinado según una de las reivindicaciones anteriores, en la que el soporte de lente comprende dos árboles (12, 13) dispuestos coaxialmente según el primer eje de rotación (A3), para apretar la lente entre sus extremos libres enfrentados, presentando estos árboles cada uno en su extremo libre una parte terminal (16, 17) de diámetro reducido.
13. Procedimiento de afinado de una lente por medio de una máquina de afinado según una de las reivindicaciones anteriores, que comprende las etapas siguientes:
14. Procedimiento según la reivindicación anterior, aplicado sistemáticamente al afinado de las lentes independientemente de su curvatura.
15. Procedimiento según la reivindicación anterior, aplicado a las lentes cuya cara delantera está inscrita en una esfera de radio superior a 12 centímetros.
16. Procedimiento de afinado de una lente por medio de una máquina de afinado según una de las reivindicaciones 1 a 11, que comprende las etapas siguientes:
Patentes similares o relacionadas:
Material de revestimiento de prevención de la desviación, del 3 de Julio de 2019, de TOKAI OPTICAL CO., LTD: Un agente de revestimiento de prevención del desplazamiento con el que se reviste al menos una de las superficies frontal y posterior de manera que cuando se […]
Método de producción de lente precursora para lente globular, del 3 de Abril de 2019, de TOKAI OPTICAL CO., LTD: Un método para fabricar una lente precursora para una lente con forma de montura, teniendo la lente precursora una forma externa circular o elíptica, procesándose […]
Procedimiento y máquina de grabado de lentes ópticas, del 13 de Marzo de 2019, de ESSILOR INTERNATIONAL: Procedimiento de mecanizado de una lente óptica por una máquina de contorneado , que comprende: - una etapa de inmovilización de la indicada lente óptica […]
Procedimiento y dispositivo de preparación de lentes para gafas con vistas a su montaje en el marco elegido por el usuario, del 19 de Abril de 2017, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Un procedimiento de preparación de una lente de gafas con vistas a su montaje sobre la montura elegida por el usuario, habida cuenta de […]
Sistema de recipientes de transporte para la fabricación de lentes para gafas según prescripción y procedimiento para el transporte de lentes para gafas y/o piezas en bruto de lentes para gafas, del 2 de Noviembre de 2016, de Carl Zeiss Vision GmbH: Sistema de recipientes de transporte para lentes para gafas y/o piezas en bruto de lentes para gafas con a) un recipiente de base […]
Procedimiento para la fabricación de un cristal para gafas con lado anterior esférico y lado posterior progresivo, del 19 de Octubre de 2016, de Carl Zeiss Vision GmbH: Procedimiento para la fabricación de lentes para gafas con efecto multifocal, caracterizado por que las lentes para gafas se fabrican a partir de […]
Procedimiento de biselado de una lente oftálmica, del 5 de Octubre de 2016, de ESSILOR INTERNATIONAL: Procedimiento de elaboración de una consigna de biselado (CONS) de una lente oftálmica con vistas a su montaje en un cerco de una montura de gafas en la que […]
 Mandril de fijación de vacío para fijar una pieza bruta de lentes de gafas, del 31 de Agosto de 2016, de Carl Zeiss Vision GmbH: Mandril de fijación de vacío para la retención de una pieza bruta de lente de gafas con una superficie delantera esférica,
- con una superficie de apoyo […]
Mandril de fijación de vacío para fijar una pieza bruta de lentes de gafas, del 31 de Agosto de 2016, de Carl Zeiss Vision GmbH: Mandril de fijación de vacío para la retención de una pieza bruta de lente de gafas con una superficie delantera esférica,
- con una superficie de apoyo […]