LATA DE FONDO PLANO APILABLE.
- Lata metálica constituida de un cuerpo de lata (1) de chapa sin soldaduras,
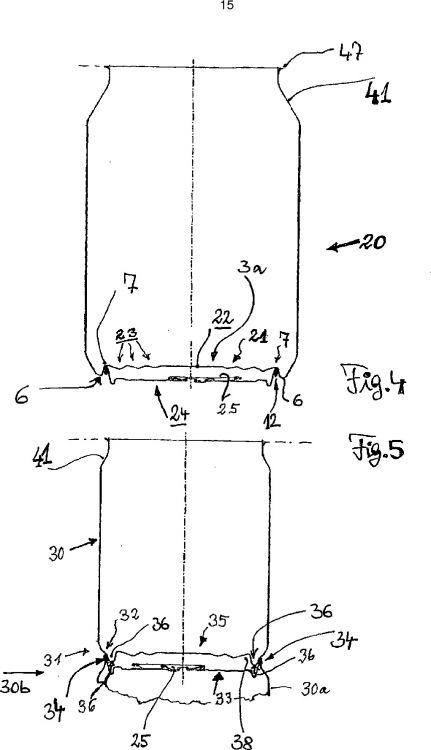
con un tronco de lata (2) y un fondo (3; 3a; 35), esencialmente plano, conformado en una pieza con éste, estando hundido respectivamente en forma de cono (5, 11: 31, 41) el tronco de lata (2) tanto hacia el fondo (3) como también hacia un extremo (15c) abierto; que el fondo (3) esencialmente plano presenta una acanaladura (7) dirigida hacia el exterior o una hendidura (32), caracterizada porque ésta está configurada y es apropiada para el alojamiento por apilamiento de una soldadura de unión (12; 34) que une un extremo (15c) de un segundo tronco de lata de una segunda lata metálica (1a; 15) igual con una cubierta (4) que la cierra
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2006/000168.
Solicitante: BALL PACKAGING EUROPE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KAISERSWERTHER STRASSE 115 40880 RATINGEN ALEMANIA.
Inventor/es: BAST, BERTOLD, DRIESSENS, JAN, VAN DAM, WILLEM LEENDERT PIETER, MERTENS,NORBERT, KAMP,MARIL.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Febrero de 2006.
Fecha Concesión Europea: 14 de Julio de 2010.
Clasificación Internacional de Patentes:
- B65D1/16B
- B65D21/02E7C
Clasificación PCT:
- B65D1/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 1/00 Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › de sección transversal curva, p. ej. cilíndrica.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La presente invención se refiere a una lata metálica de acero o aluminio, preferiblemente de formato más bien pequeño, como es habitual para alimentos de niños o bebés o leche condensada. La lata metálica es una lata en una pieza de los tipos de chapa mencionados, presentándose como segunda parte una cubierta que se coloca con un pliegue en el borde superior de la lata (más exactamente: el tronco o pieza inferior o cuerpo de lata sin soldaduras).
Recipientes metálicos o latas han sido fabricados con las finalidades mencionadas en general en tres piezas (así denominadas latas de tres piezas): de un tronco enrollado de chapa con una soldadura longitudinal que une los bordes finales que discurren axialmente, así como un fondo y una cubierta que se unen con los extremos abiertos del tronco a través de respectivamente una soldadura de pliegue doble. La fabricación es sencilla y económica, no obstante requiere mucho material.
También se fabrican ya latas metálicas de dos piezas y se emplean en particular como latas para bebidas. Para ello el tronco y el fondo se fabrican en una pieza mediante estirado (procedimiento DWI) y sólo la cubierta se pliega de manera habitual. La fabricación es claramente más cara y costosa, pero claramente más económica con respecto al consumo de material. Debido a las dificultades y costes de la fabricación, este tipo de elaboración se emplea principalmente en el ámbito de latas para bebidas elaboradas con fabricación a gran escala, a veces no siendo utilizado suficientemente un recorrido de fabricación para ello existente debido a la especialización en latas para bebidas.
Por el documento GB 1 572 031 se conoce una lata metálica, en particular una lata para bebidas según el preámbulo de la reivindicación 1, que puede apilarse. En el caso de una tapa para bebidas semejante un abombamiento, que forma al mismo tiempo la superficie vertical de la lata para bebidas, está presente en el fondo de la lata para bebidas correspondiente. Este abombamiento con un cono exterior está en condiciones de deslizarse en el borde de la cubierta de una lata inferior dispuesto por debajo de una lata superior y de fabricar por consiguiente una unión apilada entre la lata superior y la inferior.
Un apilado fijo no es posible en latas semejantes.
Por el documento EP 1 103 470 A1 se conoce una lata metálica con un elemento de control de alta presión, la conformación geométrica del fondo de esta lata va dirigida hacia la resistencia a la presión de la lata respecto a sus presiones interiores elevadas. Una apilabilidad, en particular respecto al apilamiento de dos latas mediante una correlación entre soldadura de unión y una acanaladura, no se desprende del documento EP 1 103 470 A1.
Con la invención debe crearse la posibilidad y en ello ve la invención su objetivo técnico de fabricar en el mismo recorrido de fabricación alternativamente (también conforme a la necesidad) en el tronco latas para bebidas en una pieza, alternativamente latas metálicas para en particular alimentos para niños y bebés, alimentos lácteos o leche condensada, mientras que al mismo tiempo debe abrirse la posibilidad de ahorros de material considerables en el sector alimenticio mencionado en último término.
Este objetivo se resuelve según la reivindicación 1 ó también por el estado de apilamiento según la reivindicación 20 y 21. Según el carácter el modo de fabricación de la lata metálica se adopta de la fabricación de latas para bebidas, de forma que la elaboración puede realizarse en la misma línea de fabricación. No obstante, la forma del fondo se adapta en particular a otra finalidad de uso y se optimiza de manera que se posibilita un aprovechamiento óptimo del volumen espacial. Junto a una estabilidad bajo carga conservada se consigue también una apilabilidad sencilla y segura de las latas según la invención (reivindicación 1, reivindicación 25).
El objetivo se resuelve también por usos alternativos (reivindicación 26, reivindicación 27) de la lata llena según la reivindicación 1 o reivindicación 20. La leche condensada es preferiblemente un alimento como producto no carbonatado de relleno para la lata abierta según la reivindicación 1 o la lata cerrada según la reivindicación 20.
El fondo de lata está configurado, en contraposición a las latas para bebidas en dos piezas corrientes en el día de prioridad, de forma esencialmente plana. En este caso no presenta un abombamiento cóncavo o convexo (reivindicación 4). Por consiguiente el volumen de llenado de los troncos de lata de pequeño volumen se corresponde esencialmente al volumen espacial esquemático de la lata (como cuerpo cilíndrico) que está a disposición así totalmente para el llenado.
Para conseguir la estabilidad de forma, al llenar la lata puede envasarse un gas inerte y así puede generarse una ligera sobrepresión interna.
Una “ligera sobrepresión” preferida se sitúa en el rango de 0,1 MPa (1 bar), adicionalmente a la presión exterior, preferiblemente entre 0,8 bares y 1,2 bares frente a la presión exterior que puede presuponerse en general de 1 bar (0,1 MPa) (reivindicación 22), todo con temperatura exterior normal. Bajo “ligera” debe ser entendido esto. Esto puede verse en relación a presiones elevadas, que pueden originarse en el caso de latas para bebidas con contenido carbonatado en el caso de uso entre 0,4 MPa (4 bares) y 0,8 MPa (8 bares) con presión adicionalmente permitida, al que permite resistir un fondo abombado en forma de cúpula.
Las latas metálicas puestas a prueba presentan un pequeño volumen (reivindicación 18), pero pueden presentar diferentes dimensiones respecto a la altura axial, diámetro y apertura en el extremo del tronco. Su volumen se sitúa en el concepto de un “formato menor” en el rango entre 150 ml y 500 ml, así por debajo del medio litro, preferiblemente por debajo de 330 ml. Su altura en general no es mayor de 120 mm, su diámetro se sitúa entre 50 mm y 75 mm.
El espaciamiento axial de los tramos en forma de cono (en la compresión de un tramo de un cono, configurado así como cono truncado, pero por completo “en forma de cono”) puede variar arriba y abajo, pero pueden verse claramente. Un rango en el que las formas de cono se encuentran claramente visibles depende del diámetro del tronco de la lata. Pero puede indicarse de forma resumida. Arriba el ángulo de la superficie del cono puede establecerse en el rango de 30º ± 20% (reivindicación 15). Abajo la superficie del cono está inclinada en el rango entre 10º y 30º (reivindicación 14), con longitud axial respectivamente correspondiente para permitir el apilamiento.
Las posibilidades puestas a prueba para el refuerzo de la superficie del fondo esencialmente plana para el aumento de la rigidez del fondo (reivindicación 5, 6, 7) pueden sustituirse también por nervaduras o estrías finas o similares. En este caso es esencial que la superficie del fondo sea esencialmente plana (libre de abombamientos). Pero puede presentar resaltos anulares escalonados como varios escalones (reivindicación 7).
El fondo está en este aspecto reforzado y se evita una protuberancia para impedir la estabilidad y para oponerse a una apilabilidad. El fondo es todavía plano, lo que no puede extenderse medido del plano de contacto posteriormente hacia arriba, como esencialmente 5 mm (reivindicación 8). Se extiende en el rango de alturas entre plano de apoyo y el punto más elevado de la superficie del fondo, la mayoría de las veces en el tramo central del fondo que no va posteriormente hacia arriba como una acanaladura de apilado prevista que está dispuesta radialmente dentro de la nervadura de apoyo periférica (reivindicación 6).
A pesar de la forma relativamente plana del fondo es estable a la presión, pero no en la medida que un fondo curvado en forma de cúpula. Su estabilidad a la presión frente a la formación de protuberancias o abombamientos llega hasta esencialmente 2 bares, en particular hasta 3,5 bares (reivindicación 16). Los espesores de chapa del fondo empleados para ello están en el caso de chapa de acero en el rango entre 0,2 mm y 0,25 mm (reivindicación 17).
La rigidez del fondo está adaptada a la finalidad de uso. Una configuración en forma de terraza (reivindicación 9) puede elegirse igualmente, como una zona central plana que está rodeada por ondulaciones que discurren anularmente (reivindicación 10).
El procedimiento para apilar los cuerpos de latas sin soldaduras (reivindicación...
Reivindicaciones:
1. Lata metálica constituida de un cuerpo de lata (1) de chapa sin soldaduras, con un tronco de lata (2) y un fondo (3; 3a; 35), esencialmente plano, conformado en una pieza con éste,
estando hundido respectivamente en forma de cono (5, 11: 31, 41) el tronco de lata (2) tanto hacia el fondo (3) como también hacia un extremo (15c) abierto; que el fondo (3) esencialmente plano presenta una acanaladura (7) dirigida hacia el exterior o una hendidura (32), caracterizada porque ésta está configurada y es apropiada para el alojamiento por apilamiento de una soldadura de unión (12; 34) que une un extremo (15c) de un segundo tronco de lata de una segunda lata metálica (1a; 15) igual con una cubierta (4) que la cierra.
2. Lata metálica según la reivindicación 1, en la que la acanaladura de fondo (7) que sobresale axialmente hacia el interior está dispuesta radialmente en el interior del extremo inferior del hundimiento (5) del tronco (2) y – preferiblemente formando una nervadura vertical (6) que sobresale axialmente hacia fuera – parte del hundimiento (5) cónico o al menos está cerca de él.
3. Lata metálica según la reivindicación 1, en la que el hundimiento (32) está previsto en la zona del hundimiento (31) en forma de cono (cónico) del tronco (30) radialmente fuera de una nervadura vertical (36) que sobresale axialmente hacia fuera y limita directamente con el hundimiento.
4. Lata metálica según una de las reivindicaciones precedentes, en la que el fondo (3), esencialmente plano, está exento de tramos de fondo curvadas de forma cóncava o convexa.
5. Lata metálica según una de las reivindicaciones 1 a 4, en la que el fondo (3), esencialmente plano, está hecho de varios tramos de superficie de fondo (8, 9, 10) esencialmente planos, decalados radialmente unos respecto a otros.
6. Lata metálica según una de las reivindicaciones precedentes, en la que el fondo (3; 3a; 35) plano se extiende en un rango de alturas que se define por un extremo axialmente superior de la acanaladura (7) y un extremo axialmente inferior de una nervadura vertical (6), en particular en un rango de alturas menor de 5 mm.
7. Lata metálica según la reivindicación 5, en la que los tramos de superficie de fondo están unidos entre sí respectivamente a través de resaltos (9a, 10a) estrechos u otros escalones, en particular los “resaltos estrechos” son más cortos que una extensión lateral de un tramo de superficie de fondo respectivamente adyacente, lo que representa un escalonamiento ligero.
8. Lata metálica según la reivindicación 5, en la que el fondo (3; 3a; 35) no sobresale axialmente hacia el interior más de 5 mm, medido desde un extremo axial inferior de una nervadura vertical (6, 36).
9. Lata metálica según la reivindicación 5, en la que los tramos de superficie de fondo (8, 9, 10) están decalados unos respecto a otros en la dirección axial a través de los resaltos (9a, 10a), preferiblemente en una dirección axialmente hacia el interior al observarlo desde el lado radialmente exterior hacia el lado radialmente interior.
10. Lata metálica según una de las reivindicaciones 1 a 9, en la que el fondo (21) esencialmente plano presenta fuera de un centro del fondo (22; 8) ondulaciones (23) que discurren anularmente o similares, en particular con una amplitud débil.
11. Lata metálica según una de las reivindicaciones precedentes, en la que un panel cobertor (4a, nivel de cobertura) sustancialmente plano está bajado respecto a la soldadura de unión (12) y conecta directamente con esta soldadura a través de una acanaladura de amortiguación (13) que sobresale axialmente hacia el interior.
12. Lata metálica según la reivindicación precedente, en la que la bajada respecto a la soldadura de unión es ligera, en altura menor que una altura axial de un pliegue doble (12).
13. Lata metálica según la reivindicación 1 ó 6, en la que la cubierta (4; 24) está configurada como cubierta para abertura rápida con una línea de debilitamiento periférica y una lengüeta para apertura rápida (25), y la primera y la segunda lata metálica están apiladas una sobre otra, alojándose de forma apilable la soldadura de unión (12; 34) que une la cubierta para apertura rápida con la segunda lata metálica.
14. Lata metálica según la reivindicación 1, en la que el hundimiento (5) en forma de cono presenta un ángulo entre 10º y 30º respecto al fondo (3).
15. Lata metálica según la reivindicación 1 ó 4, en la que el hundimiento (11, 41) en forma de cono está situado en el rango de 30º ± 20% hacia el extremo (47) abierto.
16. Lata metálica según la reivindicación 1 ó 6, en la que el fondo esencialmente plano posee una resistencia a la presión frente a la formación de una protuberancia o frente a un abombamiento, que llega hasta esencialmente 2 bar (0,20 MPa), como una presión diferencial respecto a una cara exterior.
17. Lata metálica según la reivindicación 16, en la que la chapa del fondo esencialmente plano tiene un espesor entre 0,2 mm y 0,25 mm.
18. Lata metálica según una de las reivindicaciones precedentes, en la que el volumen de alojamiento de la lata va entre 150 ml hasta esencialmente 500 ml.
19. Lata metálica según la reivindicación 16, en la que la resistencia a la presión llega hasta esencialmente 0,35 MPa.
20. Procedimiento para la fabricación de una lata metálica constituida de un cuerpo de lata (1) de chapa sin soldaduras, con un tronco de lata (2) y un fondo (3; 3a; 35) esencialmente plano, conformado en una pieza con éste,
- en el que el tronco de lata (2) se hunde respectivamente en forma de cono (5, 11: 31, 41) tanto hacia el fondo como también hacia su extremo (17) abierto; y el fondo esencialmente plano contiene una acanaladura (7) o hendidura (32) dirigida hacia el exterior, estando adaptada la acanaladura (7) o hendidura (32) para alojar una soldadura de unión (12; 34) situada posteriormente debajo, -soldadura que une un extremo (17) axial de un tronco de lata de una segunda lata metálica (1a, 30) idéntica con su cubierta (4, 33), -y las dos latas pueden apilarse. 21. Procedimiento para apilar varias latas metálicas constituidas de un cuerpo de lata (1) de chapa sin soldaduras, con un tronco de lata (2) y un fondo (3; 3a; 35) esencialmente plano, conformado en una pieza con éste, en el que el tronco (2) está hundido respectivamente en forma de cono (5, 11: 31, 41) tanto hacia el fondo (3) como también hacia su extremo (17) abierto y el fondo esencialmente plano presenta una acanaladura (7) o hendidura (32) dirigida hacia el exterior, alojando la acanaladura (7) o
15 hendidura (32) una soldadura de unión (12; 34) situada posteriormente debajo, -soldadura que une un extremo (17) axial de un tronco de lata de una segunda lata metálica (1a, 30) idéntica con su cubierta (4, 33), -y las dos latas se apilan.
Patentes similares o relacionadas:
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCIÓN DE ENVASES DE PLÁSTICO, del 6 de Septiembre de 2011, de MAUSER-WERKE GMBH: Cabeza de extrusión para la fabricación de cuerpos huecos de plástico de varias capas moldeados por soplado, con una carcasa , en la que están previstas dos […]
 METODO DE FABRICACION DE BOTES DE ALUMINIO PARA AEROSOLES A PARTIR DE MATERIA PRIMA EN ROLLOS, del 2 de Febrero de 2010, de EXAL CORPORATION: Un método para formar una lata de aluminio de una sola pieza que supone cortar un disco de una aleación de aluminio en bobina de […]
METODO DE FABRICACION DE BOTES DE ALUMINIO PARA AEROSOLES A PARTIR DE MATERIA PRIMA EN ROLLOS, del 2 de Febrero de 2010, de EXAL CORPORATION: Un método para formar una lata de aluminio de una sola pieza que supone cortar un disco de una aleación de aluminio en bobina de […]
TARRO APILABLE PARA PRODUCTO COSMÉTICO, del 12 de Diciembre de 2011, de UNILEVER N.V.: Un tarro para productos cosméticos que comprende: (i) un cuerpo no circular de recipiente que tiene un extremo cerrado definido […]
Chapa de metal laminada y recipiente de enlatado para alimentos, del 29 de Abril de 2020, de JFE STEEL CORPORATION: Chapa de metal laminada, que comprende: una chapa de metal; una primera capa de resina de poliéster formada sobre una superficie de la chapa de metal para convertirse […]
Lata de aerosol embutida y estirada, del 26 de Febrero de 2020, de CROWN PACKAGING TECHNOLOGY, INC: Un conjunto de lata de aerosol que comprende: un extremo de acero que tiene una abertura para recibir un conjunto de válvula; un cuerpo […]
Junta estanca de contenedor con reborde desviador, del 6 de Marzo de 2019, de MJN U.S. Holdings, LLC: Un contenedor para almacenar material, comprendiendo el contenedor: un cuerpo del contenedor que tiene una pared lateral que define una abertura […]
Recipiente de metal, del 13 de Noviembre de 2018, de CROWN PACKAGING TECHNOLOGY, INC: Un recipiente que comprende: un cuerpo del recipiente de metal, comprendiendo el cuerpo una base y una pared lateral generalmente cilíndrica […]
Lata de aerosol embutida y estirada, del 31 de Enero de 2018, de CROWN PACKAGING TECHNOLOGY, INC: Un cuerpo de lata de aerosol de una sola pieza embutido y con pared estirada, adecuado para ser engatillado sobre un extremo de […]