PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA PREFORMA DE UNA TETINA DE GOMA.
Procedimiento para la fabricación de una preforma de una tetina de goma con una zona de cabeza (100b) y una zona de macarrón continua a la anterior (100a),
con formación de una preforma (100) de la tetina de goma a partir de una mezcla calentada de materiales poliméricos mediante un molde (110) y extracción de la preforma de un elemento de moldeo que determina por lo menos en parte el contorno interior de la tetina de goma, caracterizado porque la extracción se realiza con la introducción de un fluido a presión en la zona del macarrón (100a) y la limitación simultánea del alargamiento radial provocado por la presión del fluido de la zona del macarrón hasta un valor predeterminado (152), la extracción de la preforma (100) comprende además: la puesta en contacto de una parte de la preforma con una superficie de contacto (171) adaptada al contorno de la parte de la preforma, dicha superficie de contacto está configurada para adaptarse al contorno de la preforma y la aplicación de una fuerza de tracción sobre la preforma a través de la superficie de contacto (171)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08001143.
Solicitante: HATZACK, WILFRIED
MAIER, JAKOB.
Nacionalidad solicitante: Alemania.
Dirección: SCHELMENGRIESSTRASSE 1,86842 TURKHEIM.
Inventor/es: HATZACK, WILFRIED, MAIER, JAKOB.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Enero de 2008.
Fecha Concesión Europea: 26 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B29C33/46 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › utilizando presión de fluido.
- B29C37/00B4
- B29C45/43B
- B29C45/76D
Clasificación PCT:
- A01J5/04 NECESIDADES CORRIENTES DE LA VIDA. › A01 AGRICULTURA; SILVICULTURA; CRIA; CAZA; CAPTURA; PESCA. › A01J FABRICACION DE PRODUCTOS LACTEOS (para los aspectos químicos, ver la subclase A23C). › A01J 5/00 Máquinas o dispositivos para el ordeño (A01J 1/00, A01J 3/00 tienen prioridad). › por acción neumática sobre las tetinas.
- B29C33/46 B29C 33/00 […] › utilizando presión de fluido.
- B29C45/76 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Medida, control o regulación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y dispositivo para la fabricación de una preforma de una tetina de goma.
La presente invención se refiere a en general al ámbito del ordeño mecánico de ganado lechero y se refiere en especial a la fabricación de tetinas de goma, que se colocan sobre las ubres de los animales durante el proceso de ordeño automático o semiautomático.
La agricultura moderna está sometida a una fuerte presión de la competencia, que se intensifica todavía más a medida que progresa la globalización. Por tanto, en especial en la producción de leche tiene que prestarse mucha atención a que dicha producción de leche tenga una rentabilidad elevada. Para ello es de gran importancia conseguir un cierto grado de automatización en la producción de leche, para poder atender una cabaña grande con una dedicación de trabajo personal razonable, pero al mismo tiempo la calidad de la leche ordeñada debe tener una calidad elevada. Por otro lado se tienen que respetar cuidadosamente las correspondientes normativas nacionales e internacionales relativas a la calidad de la leche. Un aspecto muy importante para conseguir una cantidad de leche elevada y duradera consiste en mantener un nivel elevado de salud de los animales de la cabaña, de modo que a largo plazo cada uno de los animales sea capaz de proporcionar la mayor cantidad posible de leche.
En el curso de la automatización creciente en el abastecimiento de un número grande de animales lecheros se han impuesto en el paso ciertos procedimientos de ordeño, cuya finalidad estriba por un lado en atender y, por tanto, también ordeñar, un número gran de animales con una poca dedicación de trabajo personal y por otro lado en crear un entorno lo más optimizado posible para los animales, que permita mantenerlos a largo plazo en un buen estado de salud. A tal fin, en muchas explotaciones agrícolas grandes se han introducido los llamados robots ordeñadores, que permiten por ejemplo realizar el proceso de ordeño de forma casi totalmente automática, de modo que por lo general se puede ordeñar un mismo animal más de dos veces al día con poca dedicación de personal. En otras explotaciones se aplica una estrategia ordeñadora semiautomática, en el que se construyen los llamados puestos de ordeño, en los que el personal efectúa ciertas actividades o por lo menos las controla y solamente transcurre de modo casi totalmente automático el proceso de ordeño propiamente dicho. El proceso de ordeño propiamente dicho se ejecuta por lo general en función de la estrategia del proceso, de modo que después de una cierta fase de estimulación se genera una depresión en la ubre correspondiente, que provoca la salida de la leche, después de lo cual normalmente se suele efectuar una acción de masaje que interrumpe la salida de la leche. Para ello se conecta la ubre regularmente a la presión aplicada desde fuera, de modo que durante esta fase tenga lugar un cierto flujo inverso de fluidos sanguíneo y linfático y además se provoquen los correspondientes estados de presión en la ubre, que imiten por lo menos "grosso modo" la acción natural de succión del ternero. La función de ordeño, así como una parte o la totalidad de la función de estimulación antes, durante y después del proceso de ordeño propiamente dicho se efectúan mediante un utillaje de ordeño, que consta del correspondiente tubo ordeñador (pezonera), con intervención de personas entendidas o incluso de forma controlada totalmente automática. Las pezoneras individuales están construidas por lo general en forma de dispositivo rígido, cuya cara interior está revestida de un material elástico, las llamadas tetinas de goma. La tetina de goma está, pues, en contacto directo con el pezón del animal y constituye por ello en cierto modo el "punto de conexión" entre la máquina y el animal. Por este motivo, la tetina de goma deberá poseer una serie de propiedades que le permitan cumplir las exigencias planteadas por el ordeño automatizado. Es decir, la tetina de goma deberá permitir en primer lugar que se alcancen en los pezones los estados de presión requeridos, para poder inducir el flujo de leche deseado. Por lo tanto, la tetina de goma deberá poder colocarse sobre el pezón y al mismo tiempo generar una estanqueidad suficientemente grande con la base del pezón, para poder conseguir la depresión deseada.
Por lo demás, durante la interrupción periódica deseada del flujo de leche y la consiguiente aplicación del masaje, la tetina de goma deberá tener una elasticidad suficiente para permitir su plegado o replegado debajo del pezón, lo cual se consigue aplicando aire (comprimido) a la cara exterior de las tetinas de goma. Por lo general se consiguen frecuencia de aprox. 0,2 a 2 Hz, de modo que el material correspondiente de las tetinas de goma a lo largo de su vida útil deberá efectuar un gran número de procesos de plegado con un comportamiento casi igual. Por lo demás, la tetina de goma en su conjunto deberá presentar una buena facilidad de limpieza, ya que interesa reprimir en la medida de lo posible la formación de gérmenes, evitando de este modo en cuanto sea posible la transmisión de bacterias de un animal a otro. Por otro lado, el material deberá ser químicamente inerte, de modo que no haya migraciones de impurezas hacia la leche, con el fin de cumplir los mejores valores tanto higiénicos como cualitativos.
Debido a las muchas propiedades que tiene que cumplir una tetina de goma, en la actualidad se están empleando una serie de mezclas de materiales, por lo general materiales poliméricos apropiados, para la fabricación de las tetinas de goma. Por consiguiente, los diversos materiales pueden presentar resultados muy distintos en lo que respecta a conservación, eficacia relativa a un rendimiento elevado y en especial relativa a la salud de los animales. En especial en lo tocante a los aspecto mencionados en último lugar se ha puesto de manifiesto que la consistencia y las propiedades materiales son propiedades importantes para incrementar la eficacia del proceso de ordeño. Son ventajosos, por ejemplo, los materiales relativamente blandos, por ejemplo las mezclas de siliconas, para conseguir un alto rendimiento y sanidad de la leche, ya que permiten una zona de contacto agradable para el animal o un "punto de conexión" entre animal y máquina durante el proceso de ordeño, de modo que se puede evitar notablemente la correspondiente agresión mecánica y, de este modo, el consiguiente endurecimiento y la alteración enfermiza de los pezones, a diferencia de las mezclas de goma relativamente duras.
Debido a las múltiples y variadas exigencias, que tiene que cumplir una tetina de goma, están tendrán que sustituirse durante el uso con una relativa frecuencia, de modo que se requieren procedimientos de fabricación eficaces, que permitan la producción de un número elevado de tetinas de goma de una calidad constante. Por lo general, las tetinas de goma se fabrican con una mezcla de materiales poliméricos, aplicando presión y calor, sobre la base de inyectar la masa fundida dentro de un molde adecuado. En este proceso de producción se calienta la correspondiente mezcla de materiales y de este modo se la convierte en una masa viscosa, que se inyecta con una presión relativamente elevada en el interior de un molde, en el que después de un cierto tiempo de reticulación se forma la correspondiente preforma de la tetina de goma, que seguidamente se extrae del molde y se somete al proceso posterior que corresponda, con el fin de producir la tetina de goma en su estado definitivo. Para conseguir una producción eficaz de la tetina de goma se suelen emplear mezclas de materiales, que permiten un proceso de producción eficaz, en especial durante la fase de extracción de la preforma todavía caliente, en la que por lo general las mezclas de materiales más duros facilitan una mejor manipulación, ya que estos materiales poseen una mayor estabilidad mecánica. Durante el procesado de las mezclas de materiales, que permiten fabricar tetinas de goma relativamente blandas, por ejemplo las tetinas de goma de silicona, la extracción o la expulsión de la preforma de la tetina de goma de las piezas correspondientes del molde de inyección constituye un proceso crítico, porque un esfuerzo mecánico excesivo o bien otro tipo de deformación excesiva podría provocar la alteración irreversible del material de la preforma y, por ello, la tetina de goma quedaría inservible. Para poder transformar de modo eficaz durante la fabricación un amplio abanico de mezclas diversas de materiales y, en especial, mezclas de materiales blandos, que quedan aportar ventajas durante la aplicación de las tetinas de goma, se requiere la adopción de medidas apropiadas para evitar en lo posible...
Reivindicaciones:
1. Procedimiento para la fabricación de una preforma de una tetina de goma con una zona de cabeza (100b) y una zona de macarrón continua a la anterior (100a), con formación de una preforma (100) de la tetina de goma a partir de una mezcla calentada de materiales poliméricos mediante un molde (110) y extracción de la preforma de un elemento de moldeo que determina por lo menos en parte el contorno interior de la tetina de goma, caracterizado porque la extracción se realiza con la introducción de un fluido a presión en la zona del macarrón (100a) y la limitación simultánea del alargamiento radial provocado por la presión del fluido de la zona del macarrón hasta un valor predeterminado (152), la extracción de la preforma (100) comprende además: la puesta en contacto de una parte de la preforma con una superficie de contacto (171) adaptada al contorno de la parte de la preforma, dicha superficie de contacto está configurada para adaptarse al contorno de la preforma y la aplicación de una fuerza de tracción sobre la preforma a través de la superficie de contacto (171).
2. Procedimiento según la reivindicación 1, en el que la limitación del alargamiento radial se realiza mediante la colocación de un casquillo, que rodea la zona del macarrón por lo menos en parte, dejando una holgura especificada.
3. Procedimiento según la reivindicación 2, en el que la superficie de contacto forma una parte de la superficie interior del casquillo.
4. Procedimiento según una de las reivindicaciones de 1 a 3, en el que el alargamiento radial se limita a 20 mm o menos.
5. Procedimiento según la reivindicación 4, en el que el alargamiento radial se ajusta a 0,5 mm o más.
6. Procedimiento según una de las reivindicaciones de 1 a 5, en el que durante la introducción del fluido para mejorar las propiedades de estanqueidad se fija mecánicamente por lo menos un extremo de la zona del macarrón en sentido radial.
7. Procedimiento según una de las reivindicaciones de 1 a 6, en el que durante la introducción del fluido se sujeta con fuerza por lo menos la zona de cabeza (100b) con una unidad de mordazas (280).
8. Procedimiento según una de las reivindicaciones de 1 a 7, en el que además para la introducción del fluido hay una boquilla que se mueve con la superficie de estanqueidad hasta el extremo de la zona del macarrón y allí se aplica con fuerza.
9. Procedimiento según una de las reivindicaciones de 1 a 8, que después de la extracción consiste además en el calentamiento de la preforma de la tetina de goma para ajustar las propiedades materiales de dicha tetina de goma.
10. Procedimiento según una de las reivindicaciones de 1 a 9, en el que el gas expulsado durante la dilatación de la zona del macarrón se evacúa a través de las salidas de gas.
11. Procedimiento según la reivindicación 10, en el que la superficie eficaz de las salidas de gas se adapta de manera que tenga lugar la penetración del material de la preforma hacia el interior de las salidas de gas, sin provocar la deformación irreversible del material penetrado.
12. Procedimiento según una de las reivindicaciones de 1 a 11, en el que la mezcla de materiales poliméricos es una mezcla de siliconas.
13. Procedimiento según una de las reivindicaciones de 1 a 12, en el que durante la extracción la preforma presenta una temperatura de 150ºC o más.
14. Procedimiento según una de las reivindicaciones de 1 a 13, que comprende además: el control de la presión de fluido y de una fuerza axial de modo que se mantengan dentro del intervalo previsto.
15. Procedimiento según la reivindicación 14, que comprende además: la comprobación mediante un dispositivo de control, de si la preforma se ha extraído con éxito y la repetición del proceso de extracción cuando el proceso de extracción previo no haya tenido éxito.
16. Procedimiento según la reivindicación 15, en el que para la extracción se eleva por lo menos la presión del fluido.
17. Procedimiento según una de las reivindicaciones de 1 a 16, en el que se aplica una fuerza axial a la zona del macarrón para recalcar por lo menos dicha zona del macarrón, con el fin de favorecer la separación del material de la preforma, apartándolo del elemento del molde.
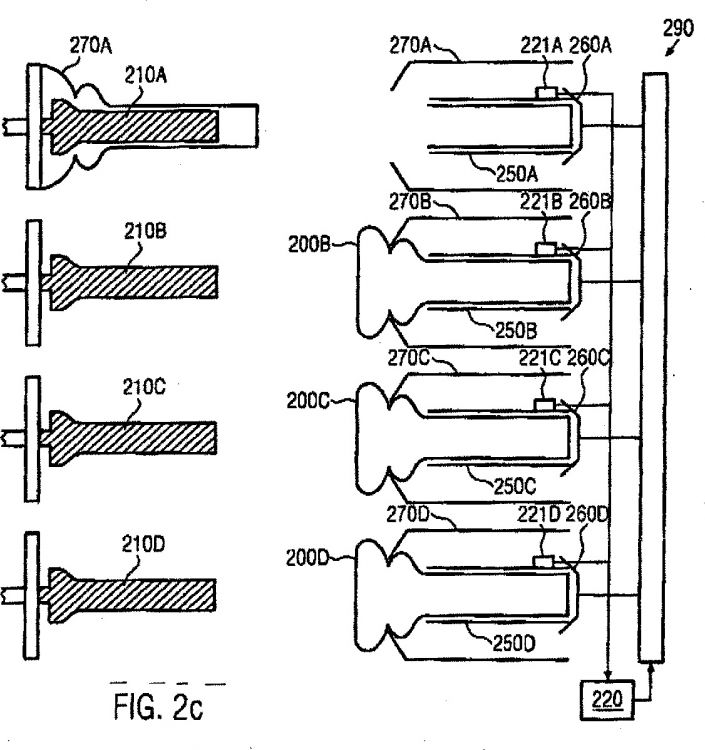
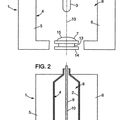
18. Dispositivo para la extracción de una preforma (100) de una tetina de goma, que tiene una zona de cabeza (100b) y una zona de macarrón (100a) y está colocada por lo menos en parte sobre un elemento (110) que determina la forma interior de la tetina de goma, dicho dispositivo consta de: una unidad extractora (170) con una superficie de contacto (171) que entrará en contacto por lo menos en parte con la preforma (100), un dispositivo de introducción de fluido (160), que está diseñado para la introducción de un líquido a presión (161) en la zona del macarrón (100a), y un dispositivo limitador (150) para limitar el alargamiento radial de la zona del macarrón (100a) durante la introducción del líquido, caracterizado porque la superficie de contacto (171) imita el contorno de la preforma y porque está previsto un medio de tracción para ejercer una fuerza de tracción sobre la preforma a través de la superficie de contacto.
19. Dispositivo según la reivindicación 18, en el que el dispositivo limitador presenta un casquillo (254), que rodea por lo menos parcialmente la zona del macarrón, con el fin de definir una holgura entre la cara exterior y una superficie interior del casquillo (254) para limitar el alargamiento radial.
20. Dispositivo según la reivindicación 18 ó 19, en el que el dispositivo limitador (150) está configurado para limitar el alargamiento radial a 20 mm o menos.
21. Dispositivo según la reivindicación 19, en el que el casquillo (254) presenta salidas de gas (255), que durante el alargamiento radial impiden fundamentalmente la formación de oclusiones de gas entre la superficie interior del casquillo y el material de la zona del macarrón.
22. Dispositivo según una de las reivindicaciones de 18 a 21, en el que el dispositivo limitador (150) durante el alargamiento radial de la zona del macarrón (100a) presenta una superficie que entra en contacto con esta con una propiedad superficial que favorece la adhesión y/o la fricción.
23. Dispositivo según una de las reivindicaciones de 18 a 22, en el que el dispositivo limitador (150) presenta además una boquilla móvil en sentido axial con respecto al elemento para la introducción del fluido.
24. Dispositivo según la reivindicación 23, en el que la fuerza compresión de la boquilla puede ajustarse para su contacto con la zona del macarrón.
25. Dispositivo según la reivindicación 22, en el que la superficie forma una parte de la superficie de contacto (171).
26. Dispositivo según la reivindicación 18, en el que el dispositivo limitador (105) presenta superficies limitadoras, que en posición de trabajo para la extracción de la preforma imitan el contorno exterior y forman por lo menos en la zona del macarrón una holgura definida que permite el alargamiento.
27. Dispositivo según la reivindicación 26, en el que las superficies limitadoras presentan diversos elementos de superficie, que con elementos de mordaza pueden posicionar en la posición de trabajo para la extracción.
28. Dispositivo según una de las reivindicaciones de 18 a 27, en el que la superficie de contacto (171) presenta por lo menos una primera zona de superficie para el contacto con la zona de cabeza de la preforma y una segunda zona de superficie para el contacto con el extremo de la preforma.
29. Dispositivo según la reivindicación 28, en el que la primera zona de superficie de contacto está formada por la superficie de las mordazas de un primer dispositivo de mordazas (280) y la segunda zona superficie de contacto está formada por la superficie de las mordazas de un segundo dispositivo de mordazas (275).
30. Dispositivo según la reivindicación 28 ó 29, en el que está prevista una tercera zona de superficie de contacto, dispuesto en sentido longitudinal con respecto a la zona del macarrón entre la primera y la segunda zonas de superficies de contacto.
31. Dispositivo según la reivindicación 19, en el que la superficie interior del casquillo (254) está configurado por lo menos en parte para adaptarse al contorno de la preforma que se pretende extraer.
32. Dispositivo según una de las reivindicaciones de 18 a 31, que está configurado para extraer simultáneamente varias preformas.
33. Dispositivo según una de las reivindicaciones de 18 a 32, que posee además una unidad de control, para mantener dentro del intervalo especificado tanto la presión del fluido como la fuerza de tracción ejercida para la extracción.
34. Dispositivo según la reivindicación 33, en el que la unidad de control está configurada además para reconocer una preforma que no se haya extraído y para efectuar funciones correctores especificadas.
35. Dispositivo según la reivindicación 34, en el que la función correctora consiste en la repetición del proceso de extracción.
36. Dispositivo según una de las reivindicaciones de 18 a 35, que está configurado además para ejercer una fuerza axial sobre la zona del macarrón que produzca por lo menos el recalcado de dicha zona del macarrón, con el fin de favorecer la separación del material de la preforma, apartándolo del elemento.
37. Dispositivo según la reivindicación 36, en el que la unidad extractora, el dispositivo de introducción de fluido y el dispositivo limitador son móviles para ejercer juntos una fuerza axial.
Patentes similares o relacionadas:
Dispositivo para el desmoldeado de piezas y molde que comprende dicho dispositivo, del 19 de Julio de 2017, de COMERCIAL DE UTILES Y MOLDES, S.A.: Dispositivo para el desmoldeado de piezas y molde que comprende dicho dispositivo. El dispositivo para el desmoldeado de piezas comprende una corredera […]
Aparato y proceso de formación de productos alimentarios, del 7 de Mayo de 2014, de CFS BAKEL B.V.: Aparato de formación de productos alimentarios con un cuerpo de formación móvil, en el que se forma el producto alimentario, y una copa […]
Procedimiento para la fabricación de productos estirables, del 19 de Agosto de 2013, de TAMICARE LTD.: Procedimiento para la producción de una pieza de trabajo estirable, comprendiendo dicho procedimiento: (i) aplicar un agente humectante, como mínimo, a una parte de una […]
APARATO PARA MOLDEAR UN TAPÓN DE PLÁSTICO CON EXPULSIÓN ASISTIDA POR GAS, del 6 de Julio de 2011, de Closure Systems International, Inc: Un aparato para moldear un tapón de plástico (C) con una parte de pared superior (W) y una parte de faldón anular (S) con un elemento de retención […]
DISPOSITIVO PARA LIBERAR Y EXTRAER ELEMENTOS DE MATERIAL SINTETICO FLEXIBLE DE UNA SUPERFICIE DE MOLDEADO., del 16 de Junio de 2006, de SACMI COOPERATIVA MECCANICI IMOLA S.C.R.L.: Dispositivo para liberar y extraer elementos de material sintético flexible de una superficie de moldeado, que comprende una superficie […]
TROQUEL Y PROCEDIMIENTO PARA TROQUELAR MATERIAL PLASTICO., del 1 de Mayo de 2004, de UNILEVER PLC UNILEVER N.V.: Un procedimiento para troquelar o moldear una barra de detergente, que comprende las etapas de: -(i) suministrar una composición de barra de detergente a […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA SEPARACION DE UN SUSTRATO MOLDEADO Y UNA HERRAMIENTA DE ESTAMPACION., del 1 de Febrero de 2003, de JENOPTIK AKTIENGESELLSCHAFT: La invención se refiere a un dispositivo y a un procedimiento para separar un substrato moldeado de una herramienta estampadora. El objeto de la invención […]
 MOLDE PARA UNA MAQUINA DE MOLDEO POR SOPLADO DE RECIPIENTES, QUE COMPRENDE UNA PARTE INFERIOR DEL MOLDE RANURADA, del 1 de Abril de 2009, de SIDEL PARTICIPATIONS: Molde para una máquina de moldeo por soplado para fabricar recipientes a partir de párisons , comprendiendo dicho molde una pared lateral […]
MOLDE PARA UNA MAQUINA DE MOLDEO POR SOPLADO DE RECIPIENTES, QUE COMPRENDE UNA PARTE INFERIOR DEL MOLDE RANURADA, del 1 de Abril de 2009, de SIDEL PARTICIPATIONS: Molde para una máquina de moldeo por soplado para fabricar recipientes a partir de párisons , comprendiendo dicho molde una pared lateral […]