PROCEDIMIENTO PARA LA FABRICACION DE LEVAS PARA ARBOLES DE LEVAS MONTADOS.
Procedimiento para la fabricación de levas para árboles de levas montados con las etapas.
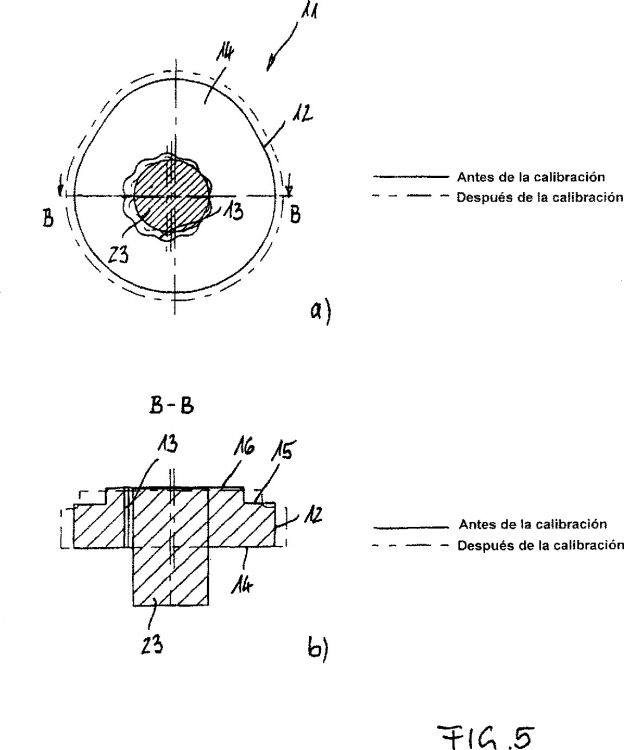
- transformación en caliente de una leva (11) con conformación de un contorno exterior de leva y perforación de un taladro de leva (13), así como
- calibrado axial y radial de la leva (11), en el que el calibrado comprende las etapas parciales de
- inserción de la leva en una matriz (21) no dividida, que define el contorno exterior calibrado de la leva (12),
- introducción de un mandril (23) en un taladro de leva (13), que define el taladro calibrado de la leva (13), y
- acortamiento axial de la leva (11) entre una estampa inferior (22) que se asienta entre la matriz (21) y el mandril (23), sobre la que descansa la leva (11) con una primera superficie frontal (14), y una estampa superior (25) conducida entre la matriz (21) y el mandril (23), que impulsa la segunda superficie frontal (15) de la leva (11)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08010231.
Solicitante: MUHR UND BENDER KG.
Nacionalidad solicitante: Alemania.
Dirección: IN DEN SCHLACHTWIESEN 4,57489 ATTENDORN.
Inventor/es: BONSE,RUDOLF,DR.-ING, SCHELLBACH,JURGEN,DIPL.-ING, WOLF,JOCHEN,DIPL.-ING.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Junio de 2008.
Fecha Concesión Europea: 12 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B21D53/84A
- B23P15/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
- F01L1/047 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F01 MAQUINAS O MOTORES EN GENERAL; PLANTAS MOTRICES EN GENERAL; MAQUINAS DE VAPOR. › F01L VÁLVULAS DE FUNCIONAMIENTO CÍCLICO PARA MÁQUINAS O MOTORES. › F01L 1/00 Sistemas de distribución mediante válvulas, p. ej. válvulas que se alzan (válvulas que se alzan y sus asientos en sí F01L 3/00; sistemas de distribución mediante correderas F01L 5/00; con accionamiento no mecánico F01L 9/00; dispositivos para válvulas en el pistón o en el vástago del pistón F01L 11/00; modificaciones del sistema de distribución para permitir la inversión del sentido de marcha, el frenado, el arranque, el cambio de la relación de compresión o cualquier otra operación determinada F01L 13/00). › Ejes de levas.
- F01L1/08 F01L 1/00 […] › Forma de las levas.
- F16H53/02B
Clasificación PCT:
- B21D53/84 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de motores, p. ej. bielas de conexión.
- F16H53/02 F […] › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16H TRANSMISIONES. › F16H 53/00 Levas o ruletas seguidoras de levas, p. ej. rodillos para mecanismos de transmisión. › Levas simples para ciclos de funcionamiento de una sola revolución; Arbol de levas para tales de levas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la fabricación de levas para árboles de levas montados.
La invención se refiere a un procedimiento para la fabricación de levas para árboles de levas montados y a un procedimiento para la fabricación de árboles de levas montados con levas fabricadas de acuerdo con dicho procedimiento.
Para la formación de árboles de levas montados se emplean ya, entre otras cosas, levas transformadas en caliente. En función del principio de unión o de montaje, de acuerdo con el cual las levas son montadas sobre un árbol o sobre un tubo de árbol, así como en función de las tolerancias de los componentes y de ensamblaje que deben mantenerse, estas levas transformadas en caliente son procesadas mecánicamente a continuación, es decir, procesadas por arranque de virutas actualmente en el taladro de levas y, en parte, en las superficies planas. Esta mecanización es necesaria para limitar el error de posición, que resulta durante la transformación en caliente, entre el taladro de la leva y el contorno exterior de la leva, puesto que esté error se representa después del montaje como sobremedida de mecanización en el contorno de la leva y debe rectificarse posteriormente. Las superficies frontales (superficies planas) son mecanizadas para reducir las desviaciones del plano, es decir, los errores angulares de las superficies frontales con respecto al eje del taladro, para que la anchura de la leva se pueda utilizar totalmente como superficie de rodadura. Por lo demás, las superficies frontales (superficies planas) son mecanizadas para pre-mecanizar geometrías del collar cuando la leva está realizada como leva de collar con collar siguiente.
Las medidas finales del taladro de levas, que son necesarias para una unión térmica o un prensado axial de las levas sobre un tubo, se consiguen actualmente a través de un torneado de precisión (por ejemplo, torneado duro) o rectificado interior del taladro de leva. Adicionalmente se tornean o rectifican chaflanes de entrada en los taladros de levas, que son necesarios para la unión mecánica de las levas con un árbol moleteado o para el acoplamiento de las levas sobre asientos de levas realzados en un árbol. Las levas, que se unen sobre un tubo de árbol a través de transformación a alta presión interior del tubo de árbol, son perforadas hasta ahora para conseguir una posición más exacta del taladro con respecto al contorno exterior de las levas y para dimensionar el intersticio de unión con tolerancias estrechas.
En la mecanización previa por arranque de virutas de las levas es un inconveniente, por una parte, el proceso de arranque de virutas intensivo de costes con la dificultad de mecanizar por arranque de virutas de manera definida la leva sobre su contorno exterior de leva así como, por otra parte, el gasto técnico de medición necesario para la verificación del resultado de la mecanización.
Se conoce a partir del documento WO 96/27460 A1 un procedimiento para la fabricación de levas para árboles de levas montados a través de transformación en frío a la medida acabada, en el que a partir de piezas brutas separadas de barra redonda de acero en una matriz dividida en la periferia de las levas se crea un contorno exterior de levas. Después de la transformación, las superficies frontales de la leva permanecen ligeramente abombadas. La leva se somete a continuación, en caso necesario, si no debe fabricarse con medida de rectificación, a un calibrado, en el que se impulsa con una matriz de estiramiento. No se menciona expresamente en la publicación el tipo de fabricación del taladro para el alojamiento de una caña.
Partiendo de aquí, el cometido de la presente invención es preparar un procedimiento para la fabricación de levas transformadas en caliente, con el que se puede reducir el número de las etapas de mecanización por arranque de virutas. La solución consiste en un procedimiento para la fabricación de levas forjadas en caliente para árboles de levas montados con las etapas:
en el que el calibrado comprende las etapas parciales de
La calibración se puede realizar en el estado del calor residual de la transformación en caliente o en la leva refrigerada a temperatura ambiente.
Con el procedimiento indicado aquí se calibra la leva con preferencia en el estado semicaliente o frío a las medidas finales, lo que hace innecesaria una mecanización siguiente del taladro de la leva y de las superficies frontales para los procedimientos de unión a través de transformación a alta presión interior del tubo de árbol o a través de retracción térmica o a través de unión de las levas con un árbol moleteado o a través de acoplamiento de las levas sobre zonas realzadas en un árbol. En la calibración mencionada solamente hay que mantener una sobremedida de rectificación en el contorno de las levas para la rectificación del árbol de levas después de la unión. Mientras que para la exactitud dimensional del contorno exterior de las levas y del taladro de las levas son determinantes las dimensiones de la herramienta, para la anchura definitiva de las levas es determinante el recorrido de desplazamiento axial de las estampas relativamente entre sí.
De una manera especialmente preferida, las superficies necesariamente ligeramente cónicas después del forjado del contorno de las levas y del taladro de las levas son llevadas, por una parte, a una forma mejorada cilíndrica, que puede estar totalmente recta o abombada en el desarrollo longitudinal, con lo que se posibilita en primer lugar sobre todo la unión sin mecanización posterior del taladro de las levas. Por otra parte, se compensa cualquier desviación del plano de las superficies frontales (superficies planas), de manera que se puede utilizar toda la anchura de las levas como superficie de rodadura y se puede dimensionar la anchura de las levas con tolerancias estrechas.
Además, por medio de la calibración es posible compensar totalmente en el transcurso de la calibración errores de posición entre el eje del taladro y el contorno, que hasta ahora solamente podrían compensarse a través del mantenimiento de sobremedidas grandes y porciones de mecanización por arranque de virutas correspondientemente grandes. Con la calibración se compensa casi totalmente la amplitud de la dispersión después de la transformación en caliente, que es inevitable en virtud del alto desgaste de la herramienta durante la transformación en caliente.
Además de las etapas de procesamiento mecánico (por arranque de virutas), se suprime también la etapa de procesamiento habitualmente necesaria del recocido, que es, en general, condición previa para un procesamiento mecánico después de la transformación en caliente.
La transformación en caliente de la leva puede comprender las siguientes etapas parciales:
El material de barra puede ser en este caso una barra redonda o una barra perfilada, pudiendo estar esta ultima barra ya aproximada en la sección transversal a la forma de las levas.
De acuerdo con una primera forma de realización, la perforación se realiza con un taladrador con canto de corte redondo, que genera un taladro liso de las levas. De esta manera se prepara una leva que presenta, después de la calibración, una superficie de asiento cilíndrica para la fijación sobre un árbol, con lo que presenta la superficie de asiento para la fijación sobre un árbol, con lo que se incrementa al máximo la superficie de...
Reivindicaciones:
1. Procedimiento para la fabricación de levas para árboles de levas montados con las etapas.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la transformación en caliente de la leva (11) comprende las etapas parciales de
3. Procedimiento de acuerdo con una de las reivindicaciones 1 ó 2, caracterizado porque la perforación del taladro de leva se realiza con un taladrador redondo, que genera un taladro liso.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 ó 2, caracterizado porque la perforación del taladro de leva se realiza con un taladrador, que genera un taladro perfilado, especialmente un taladro ondulado o dentado sobre la periferia.
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque la transformación en caliente se realiza después de un calentamiento del material por encima de 1100ºC.
6. Procedimiento de acuerdo con una de las reivindicaciones 2 a 5, caracterizado porque la división del disco desde el material de barra se realiza por medio de cizallamiento.
7. Procedimiento de acuerdo con la reivindicación 6, caracterizado porque el cizallamiento se realiza después de calentamiento del material en forma de barra.
8. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque el calibrado se realiza en un calor residual que procede de la transformación en caliente.
9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque el calibrado se realiza después de un enfriamiento de las levas a temperatura ambiente.
10. Procedimiento para la fabricación de un árbol de levas montado, en el que en una primera etapa se fabrican levas de acuerdo con el procedimiento según una de las reivindicaciones 1 a 9, caracterizado porque las levas (11) son deslizadas sobre un tubo de árbol en posición correcta y el tubo de árbol es ensanchado, respectivamente, dentro de las levas (11) a través de transformación a alta presión interior.
11. Procedimiento para la fabricación de un árbol de levas montado, en el que en una primera etapa se fabrican levas de acuerdo con el procedimiento según una de las reivindicaciones 1 a 9, caracterizado porque las levas (11) son deslizadas después de un calentamiento sobre un árbol en posición correcta y son retraídas térmicamente sobre el árbol a través de enfriamiento.
12. Procedimiento para la fabricación de un árbol de levas montado, en el que en una primera etapa se fabrican levas de acuerdo con el procedimiento según una de las reivindicaciones 1 a 9, caracterizado porque las levas (11) son acopladas de forma sucesiva sobre zonas de un árbol con un exceso de medida con respecto al taladro de leva, especialmente zonas moleteadas del árbol o zonas torneadas del árbol.
Patentes similares o relacionadas:
Motor de combustión interna, del 10 de Julio de 2019, de AUDI AG: Motor de combustión interna con al menos un árbol de levas , así como un soporte del cojinete para el apoyo con posibilidad de giro del árbol de levas […]
 Motor para vehículos con sillín y vehículo con sillín, del 13 de Marzo de 2019, de YAMAHA HATSUDOKI KABUSHIKI KAISHA: Un motor para un vehículo para montar a horcajadas , que comprende:
un cilindro ;
una culata acoplada al cilindro ;
una cámara […]
Motor para vehículos con sillín y vehículo con sillín, del 13 de Marzo de 2019, de YAMAHA HATSUDOKI KABUSHIKI KAISHA: Un motor para un vehículo para montar a horcajadas , que comprende:
un cilindro ;
una culata acoplada al cilindro ;
una cámara […]
Aparato antidesbaste y procedimientos para reducir el desbaste de un árbol rotativo, del 2 de Agosto de 2017, de Towne, Raymond A: Un aparato que mejora la rotación de un árbol rotativo, alrededor de un eje, teniendo el árbol rotativo un par de desbaste cíclico […]
Procedimiento y dispositivo para el montaje de un compuesto, especialmente de un árbol de levas y una carcasa, del 12 de Octubre de 2016, de VOLKSWAGEN AKTIENGESELLSCHAFT: Dispositivo para el montaje de un compuesto, que está constituido por al menos un árbol que soporta elementos funcionales. Especialmente formado por el árbol […]
Conjunto de árbol de accionamiento, del 13 de Abril de 2016, de Delphi International Operations Luxembourg S.à r.l: Un conjunto de árbol de accionamiento para impartir una elevación a un elemento móvil, comprendiendo el conjunto una leva y un árbol ; comprendiendo la leva […]
 Árbol de levas construido para máquinas de combustión interna controladas por válvulas, del 22 de Diciembre de 2015, de AUDI AG: Árbol de levas construido para máquinas de combustión interna controladas por válvulas, en el que un cuerpo de buje que presenta al menos […]
Árbol de levas construido para máquinas de combustión interna controladas por válvulas, del 22 de Diciembre de 2015, de AUDI AG: Árbol de levas construido para máquinas de combustión interna controladas por válvulas, en el que un cuerpo de buje que presenta al menos […]
Estructura de órgano motor para válvula variable de motor, del 25 de Febrero de 2015, de KWANG YANG MOTOR CO., LTD.: Una estructura de órgano motor para válvula variable de motor, en la que el motor comprende un cárter , un bloque de cilindros […]
Sistema de motor, del 5 de Noviembre de 2014, de YAMAHA HATSUDOKI KABUSHIKI KAISHA: Sistema de motor que comprende: un motor de un cilindro; y un controlador configurado para controlar el motor de un cilindro, en el que el motor de un cilindro […]