FILM MULTICAPA DE POLIPROPILENO COEXTRUIDO Y TERMOSELLABLE PARA FABRICAR ENVASES HERMETICAMENTE CERRADOS DE FACIL APERTURA Y METODO PARA PRODUCIRLO.
Film multicapa de polipropileno termosellable utilizado para fabricar envases (20) que pueden cerrarse herméticamente y abrirse fácilmente;
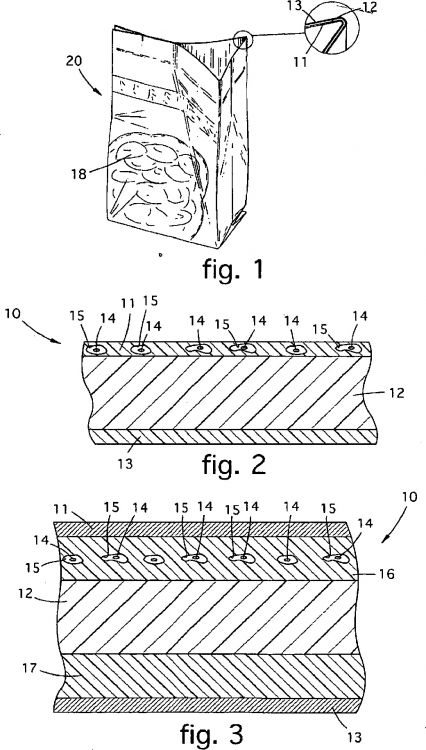
dicho film (10) comprende al menos una capa interna (11), una capa central (12) y una capa externa (13), y al menos una capa intermedia (16) entre dicha capa interna (11) y dicha capa central (12), estando dicha capa intermedia (16) formada por una mezcla copolímero/terpolímero con adición de un componente capaz de soportar las temperaturas de elaboración del film (10) sin fundirse, caracterizado porque dicho componente está en forma de partículas sólidas micrométricas (14) y se agrega en una cantidad adecuada para obtener una densidad volumétrica, entendida como la distribución en un volumen unitario de la capa intermedia (16), comprendida entre 30 y 50 kg/m3 en el caso de una densidad de dicha capa (16) =q 0,85 g/cm3 y entre 10 y 30 kg/m3 en el caso de una densidad de dicha capa (16) < 0,85 g/cm3, escogiéndose dicho componente entre CaCO3, dióxido de silicio o materiales plásticos reticulados del tipo polibutilentereftalato (PBT), PMMA, organosilicatos o siliconas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05103240.
Solicitante: RADICI FILM SPA.
Nacionalidad solicitante: Italia.
Dirección: VIA E. FERMI, 46,33058 S. GIORGIO DI NOGARO (UD.
Inventor/es: PIASENTE,FRANCESCA, DE RONI,PAOLO.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Abril de 2005.
Fecha Concesión Europea: 23 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B32B27/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › utilizando cargas, pigmentos, agentes tixotrópicos.
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Film multicapa de polipropileno coextruido y termosellable para fabricar envases herméticamente cerrados de fácil apertura y método para producirlo.
Ámbito de la presente invención
La presente invención se refiere a un film multicapa de polipropileno, coextruido y termosellable, que se puede usar ventajosamente, aunque no de manera exclusiva, para fabricar envases herméticamente cerrados de fácil apertura.
El film multicapa según la presente invención es ventajosamente de polipropileno con orientación biaxial (BOPP), es decir, con una estructura molecular orientada tanto en dirección de máquina como en dirección transversal a la misma.
El film multicapa según la presente invención se puede emplear como un monofilm y también como parte de una estructura multicapa, por ejemplo en un acoplamiento film/papel
o film/film
, para crear un envoltorio que el usuario final pueda abrir fácilmente, sobre todo sin romperlo ni rasgarlo.
Normalmente el film según la presente invención se usa para envolver productos alimenticios secos, aunque también puede tener cualquier otro uso adecuado dentro del marco de la presente invención.
Tanto aquí como en la siguiente descripción, al decir fácil apertura
nos referimos a la posibilidad de abrir el envase evitando la rotura incontrolada y a menudo involuntaria del envoltorio, con la consiguiente merma del uso y de la estética del envase y el empeoramiento de las condiciones de conservación del alimento.
La presente invención también se refiere al método de producción del film multicapa y al envase hecho con un film multicapa obtenido mediante dicho método.
Antecedentes de la presente invención
Es usual emplear envoltorios flexibles de monofilm o de estructuras multicapa formadas por dos o más films acoplados que permiten cerrar herméticamente un envase, para asegurar la buena conservación del producto contenido hasta el momento del uso.
En el caso de los envoltorios flexibles indicados para la industria alimentaria es habitual usar films acoplados/poli- acoplados, cerrando el envase por termosellado, sellado en frío o en general con lacas de termosellado.
En el primer caso, el más característico en el campo del BOPP, el termosellado se obtiene gracias a una capa exterior de polipropileno, copolímero o terpolímero, que a las temperaturas de trabajo en las máquinas de envasado es capaz de ablandarse y permitir bajo presión la cohesión adecuada entre las paredes que constituyen el propio envoltorio.
Las soluciones alternativas son las que usan films recubiertos con lacas de termosellado adecuadas, con las cuales la cohesión se logra básicamente por mecanismos similares. También es muy corriente el uso del sellado en frío: en este caso la cohesión entre las paredes se debe a la adhesividad de un pegamento en frío, que gracias a una simple aplicación bajo presión permite un buen nivel de cohesión. Esta técnica se usa especialmente para productos alimenticios sensibles al calor, como por ejemplo el chocolate y los helados.
Otra característica importante para la buena conservación del producto envasado es también una permeabilidad adecuada a la humedad y a los gases.
Para ser más exacto es particularmente importante controlar el paso de humedad a los productos secos, los cuales son más o menos crujientes y por lo tanto muy sensibles a la humedad. Por otro lado la permeabilidad controlada al oxígeno es fundamental para todos los productos que se oxidan fácilmente, como por ejemplo las patatas fritas, que se enrancian por la oxidación de las grasas.
Los films empleados para hacer envases flexibles también deben tener cierto poder de deslizamiento, para que se puedan usar correctamente en las máquinas corrientes de envasado.
El uso normal de este tipo de envoltorios pone de manifiesto una de las limitaciones corrientes de las técnicas actuales. El envoltorio debe estar y permanecer bien cerrado a fin de preservar y proteger el contenido de los posibles contaminantes externos; por lo tanto el film utilizado en combinación con la técnica de envasado debe permitir la obtención de cierres herméticos que sean resistentes a la subsiguiente manipulación necesaria para transportar y distribuir el producto y almacenarlo en los diversos puntos de venta.
Luego, para abrir el paquete, el consumidor suele forzar bruscamente la parte sellada, tirando de los bordes sellados del envoltorio. Este intento provoca frecuentemente la abertura descontrolada del envoltorio, rompiéndose una gran parte de su superficie. Como consecuencia el consumidor tiene menos posibilidad de usar el paquete, pues a partir de este momento el envoltorio ya no está en condiciones de garantizar la conservación suficiente y correcta del contenido, y en el peor de los casos no impedirá que se desparrame y caiga fuera del envase.
Asimismo cualquier desgarro del envoltorio daña estéticamente el paquete, lo cual podría ser un inconveniente, por ejemplo en locales públicos.
En el estado técnico se han adoptado varias soluciones para mejorar la apertura de los paquetes, asegurando la conservación correcta del producto (cierre hermético).
Una primera solución consiste en dar indicaciones claras para abrir mecánicamente el paquete efectuando un corte, por ejemplo con tijeras o algo por el estilo, pero esta solución es totalmente inadecuada para los niños, que son quienes más consumen productos alimenticios envasados de esta forma y en cualquier caso es arriesgado y tampoco resulta muy práctico para los adultos.
Otra solución conocida consiste en disponer una incisión lateral en el envoltorio para permitir la rotura
controlada del paquete; no obstante la inducción a la rotura puede debilitar la estructura y provocar la abertura del envase durante las fases de distribución y almacenamiento; de todos modos el resultado no suele ser satisfactorio.
Otra solución conocida es el uso de tiras de rotura
, que suelen colocarse en la fase de producción del envase; en tal caso es posible que la abertura correspondiente a la tira no garantice un cierre hermético perfecto, y por tanto puede causar la contaminación o la mala conservación del producto.
Otra solución consiste en aplicar cierres en frío despegables: aunque garantizan un buen funcionamiento en cuanto a la apertura/precinto del envase, este tipo de cierres solo se utiliza donde es estrictamente necesario, a fin de evitar las alergias alimentarias que puedan provocar en consumidores más sensibles.
Otra solución conocida es el uso de films poliacoplados, en que una de las capas que forman el cierre está fabricada específicamente con un material diferente del BOPP, de manera que sea pelable. Sin embargo esta solución tiene el inconveniente de requerir un trabajo costoso, que incluye las etapas de moldeo, devanado y aplicación de una capa exterior tras la extrusión del BOPP.
Para garantizar la barrera frente a los gases y la permeabilidad controlada a la humedad se usa habitualmente BOPP lacado y/o metalizado.
En los films habitualmente empleados se consigue un buen procesamiento en la máquina, impartiendo al film una rigidez mecánica apropiada y un coeficiente de fricción (COF) idóneo. El COF es un índice de la capacidad de deslizamiento de la superficie y es un valor fundamental para la procesabilidad en las máquinas de las líneas de envasado. Un COF bajo indica poca fricción y por lo tanto gran capacidad de deslizamiento. Para lograr una buena procesabilidad el intervalo típico del COF debe estar comprendido entre 0,20 y 0,50.
De lo expuesto arriba se desprende que en el estado técnico actual no existe ningún film de BOPP termosellable capaz de garantizar al mismo tiempo una gran facilidad en las operaciones de apertura/cierre, una barrera adecuada al paso de humedad, una buena procesabilidad en máquina, un nivel satisfactorio de resistencia en el cierre y por último, y no menos importante, el mantenimiento de un efecto estético comparable al de los films normales sin la adición de componentes destinados a incrementar su capacidad de exfoliación.
El estado técnico actual propone - por ejemplo en la patente US-B1-6.521.333 - una solución consistente en producir un film polimérico multicapa que comprende, como mínimo, una capa intermedia, a la cual se añade un componente que lleva carbonato cálcico, y que permite crear vacíos en dicha capa intermedia. En este documento, la adición del componente...
Reivindicaciones:
1. Film multicapa de polipropileno termosellable utilizado para fabricar envases (20) que pueden cerrarse herméticamente y abrirse fácilmente; dicho film (10) comprende al menos una capa interna (11), una capa central (12) y una capa externa (13), y al menos una capa intermedia (16) entre dicha capa interna (11) y dicha capa central (12), estando dicha capa intermedia (16) formada por una mezcla copolímero/terpolímero con adición de un componente capaz de soportar las temperaturas de elaboración del film (10) sin fundirse, caracterizado porque dicho componente está en forma de partículas sólidas micrométricas (14) y se agrega en una cantidad adecuada para obtener una densidad volumétrica, entendida como la distribución en un volumen unitario de la capa intermedia (16), comprendida entre 30 y 50 kg/m3 en el caso de una densidad de dicha capa (16)
2. Film multicapa termosellable como en la reivindicación 1 caracterizado porque dicha capa interna (11) está formada por una mezcla que tiene una temperatura mínima de sellado (TMS) global inferior a 120ºC, ventajosamente entre 70ºC y 105ºC.
3. Film multicapa termosellable como en la reivindicación 1 caracterizado porque en la capa central (12) se usa un homopolímero o una mezcla de homopolímero/copolímero o de homopolímero/terpolímero adecuada para metalización, al menos en el caso en que dicho film (10) deba metalizarse.
4. Film multicapa termosellable como en la reivindicación 1 caracterizado porque dicha capa central (12) está formada por una mezcla de un homopolímero o de un homopolímero/copolímero o de un homopolímero/terpolímero con CaCO3.
5. Film multicapa termosellable como en la reivindicación 1 caracterizado porque dicha capa interna (11) está formada por una mezcla de copolímero/terpolímero con al menos un producto no volátil.
6. Film multicapa termosellable como en la reivindicación 5 caracterizado porque dicho producto no volátil se elige entre PMMA, siliconas y organo-silicatos.
7. Film multicapa termosellable como en la reivindicación 1 caracterizado porque dicha capa externa (13) se somete a un tratamiento para aumentar su receptividad a una cobertura y/o a tintas de impresión, el cual se realiza con llama, descarga corona o plasma, o con más de uno de dichos tratamientos.
8. Film multicapa termosellable como en la reivindicación 1 caracterizado porque comprende al menos una capa intermedia (17) entre dicha capa central (12) y dicha capa externa (13), estando esta capa intermedia (17) formada por un homopolímero o por un copolímero/terpolímero.
9. Film multicapa termosellable como en cualquiera de las reivindicaciones precedentes, caracterizado porque tiene preferentemente un espesor total comprendido entre 10 y 80 µm, ventajosamente entre 12 y 60 µm, con un espesor de las pieles comprendido entre 0,5 y 10 µm, normalmente entre 0,7 y 5 µm, y un espesor de las capas intermedias comprendido entre 1 y 20 µm, normalmente entre 2 y 10 µm.
10. Envase para productos alimenticios (20) elaborado con el uso del film multicapa termosellable según cualquiera de las reivindicaciones precedentes.
11. Método para producir un film multicapa de polipropileno termosellable (10) como en la reivindicación 1, empleado para elaborar envases (20) que se pueden cerrar herméticamente y abrir fácilmente; dicho film (10) comprende al menos una capa interna (11), una capa central (12), una capa externa (13) y al menos una capa intermedia (16) intercalable entre dicha capa interna (11) y dicha capa central (12), caracterizado porque a la mezcla de copolímero/terpolímero que constituye dicha capa intermedia (16) se añade una sustancia en forma de de partículas sólidas micrométricas - capaz de soportar las temperaturas de elaboración del film (10) sin fundirse - en una cantidad adecuada para obtener una densidad volumétrica, entendida como la distribución en un volumen unitario de la capa intermedia (16), comprendida entre 30 y 50 kg/m3 en el caso de una densidad de dicha capa (16)
12. Método según la reivindicación 11, caracterizado porque dicha sustancia se escoge entre CaCO3, dióxido de silicio o materiales plásticos reticulados tales como polibutilentereftalato (PBT), PMMA, organosilicatos o siliconas.
Patentes similares o relacionadas:
Material compuesto, del 22 de Julio de 2020, de GE Oil & Gas UK Limited: Un material compuesto para usar en un cuerpo de tubería flexible para transportar fluidos de producción, dicho material compuesto comprende: una primera […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Película multicapa termocontráctil, del 8 de Julio de 2020, de KUREHA CORPORATION: Una película multicapa termocontráctil para su llenado con contenido, comprendiendo la película: una capa de superficie exterior (A) que comprende una resina […]
Materiales compuestos, del 10 de Junio de 2020, de CYTEC TECHNOLOGY CORP.: Un material compuesto curable que comprende: i) al menos una capa estructural de fibras de refuerzo impregnadas con una matriz de […]
Materiales compuestos, del 6 de Mayo de 2020, de HEXCEL COMPOSITES LIMITED: Un prepreg que comprende: un refuerzo de fibra; y una resina curable que comprende: un 25 a 35 por ciento en peso de resina epoxi tetrafuncional basado en […]
Película de poliéster que tiene una estructura multicapa para laminar un sustrato metálico, sustrato metálico que tiene una película de poliéster y un contenedor que tiene un componente fabricado a partir de este sustrato metálico, del 6 de Mayo de 2020, de Tata Steel IJmuiden B.V: Un sustrato metálico que tiene una película de poliéster laminada en al menos una cara del sustrato metálico para producir un laminado, en donde la película de poliéster es una […]
Película multilcapa coextruida con relleno en capa de transporte, del 22 de Abril de 2020, de Dow Global Technologies LLC: Una película multicapa coextruida que comprende: un componente central que comprende de 10 a 1 000 capas alternantes de capa A y capa B; […]