PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA PIEZA DE TRABAJO DOTADA DE CONVEXIDADES CON AYUDA DE UN MEDIO DE PRESION.
Procedimiento para fabricar una pieza de trabajo (3) dotada de convexidades con ayuda de un medio de presión (11),
en el que la pieza de trabajo de forma de perfil hueco a conformar se coloca en una posición determinada dentro de una herramienta de conformación constituida por dos mitades de herramienta (5, 6) dividida transversalmente al eje longitudinal de la pieza de trabajo, cuya herramienta presenta un molde de grabado/molde negativo correspondiente a la forma final posterior de la pieza de trabajo (3), después de la aproximación de las mitades de herramienta (5, 6) una a otra se materializa un sellado de los extremos de la pieza de trabajo (3) y se aplica una fuerza de presión axial sobre la pieza de trabajo (3), y mediante un incremento de presión de un medio de presión (11) que se encuentra en la cavidad de la pieza de trabajo (3) y que consiste en un líquido incompresible se aplica la pieza de trabajo (3) al molde de grabado/molde negativo de la herramienta de conformación para materializar la forma final de dicha pieza, caracterizado porque se coloca la pieza de trabajo (3) dentro de la primera mitad (5) de la herramienta de conformación, encontrándose ya esta mitad de herramienta (5) en un recipiente (12) lleno del líquido incompresible empleado como medio de presión (11), de modo que al menos la pieza de trabajo (3) se llena completamente del líquido y queda rodeada por éste, a continuación se aproximan las mitades de herramienta (5, 6) una a otra, de modo que se inicia el desalojamiento del medio de presión (11) a través de los machos (14, 15) que encajan con acción de sellado en la cavidad (13) por los extremos de la pieza de trabajo (3) y que están previstos en unas placas base de herramienta inferior y superior (9, 10), manteniéndose las mitades de herramienta (5, 6) por unos respectivos muelles distanciadores (8) a una distancia determinada con respecto a las placas base de herramienta inferior y superior (9, 10), y bajo el efecto de una fuerza de prensado que sigue siendo aplicada contra los muelles distanciadores (8) las mitades de herramienta (5, 6) se ponen en contacto una con otra y con sus respectivas placas base de herramienta asociadas (9, 10), de modo que se concluye el proceso de conformación para materializar la forma final de la pieza de trabajo (3) por efecto del desalojamiento adicional del medio de presión (11)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08016051.
Solicitante: SCHULZE, BERND.
Nacionalidad solicitante: Alemania.
Dirección: CHEMNITZER STRASSE 17,09366 NIEDERDORF.
Inventor/es: SCHULZE, BERND.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Septiembre de 2008.
Fecha Concesión Europea: 5 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B21D26/02H
- B21D39/20B
Clasificación PCT:
- B21D26/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas. › aplicando una presión mediante un fluido.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y dispositivo para fabricar una pieza de trabajo dotada de convexidades con ayuda de un medio de presión.
Se conocen por el documento DE 10 2005 036 419 A1 un procedimiento y un dispositivo para fabricar una pieza de trabajo dotada de convexidades (formas secundarias) con ayuda de un medio de presión (conformación a alta presión interna) según el preámbulo de las reivindicaciones 1 y 3, respectivamente. La herramienta de conformación a alta presión interna, constituida por dos mitades de herramienta divididas transversalmente al eje longitudinal de la pieza de trabajo, presenta aquí un molde de grabado/molde negativo correspondiente a la forma final posterior de la pieza de trabajo, colocándose la pieza de trabajo de forma de perfil hueco a conformar dentro de la herramienta y recalcándola por medio de una fuerza de presión axial que actúa sobre sus extremos. Durante el proceso de recalcado los extremos de la pieza de trabajo encajan con acción de sellado en un rebajo de la herramienta de conformación a alta presión interna que rodea a un cono, aportándose seguidamente por una alimentación prevista en la primera mitad de la herramienta un medio de presión para generar una presión interna en la pieza de trabajo de forma de perfil hueco que se debe conformar. Para esta solicitación directa con presión es necesario un multiplicador de presión correspondiente para incrementar la presión interna. Las mitades de la herramienta se trasladan entonces una hacia otra en mayor medida bajo la solicitación de presión hasta que la herramienta esté cerrada, con lo que la pieza de trabajo se ha aplicado al molde de grabado/molde negativo para materializar la forma final de dicha pieza. Finalmente, en la segunda mitad de la herramienta se puede encontrar un taladro de ventilación para el medio de presión, que puede ser un líquido prácticamente incompresible, por ejemplo agua o una mezcla de agua y aceite.
En esta solución es desventajoso el hecho de que el llenado de la cavidad de la pieza de trabajo con el medio de presión puede efectuarse como un proceso autónomo que incrementa el tiempo del ciclo de trabajo únicamente después de la colocación de la pieza de trabajo dentro de la herramienta, teniendo que encontrarse ya los extremos de la pieza de trabajo, debido a la aproximación de las mitades de la herramienta una a otra, en su posición de sellado dentro del rebajo de dichas mitades de la herramienta. Existe entonces el riesgo de que se pandee la pieza de trabajo y venga a quedar situada en el plano de división entre las mitades de la herramienta. Además, no queda garantizada una colocación estable de serie de las piezas de trabajo, ya que los conos solos no contribuyen suficientemente al guiado ortogonal de la pieza de trabajo. Por último, la extracción de las piezas de trabajo ofrece dificultades debido a que éstas pueden atascarse en el rebajo de una de las dos mitades de la herramienta. Para aumentar la presión interna es necesario un multiplicador de presión con miras a realizar la solicitación directa con presión.
El problema de la invención consiste en proponer una solución en la que se pueda prescindir del llenado de la cavidad de la pieza de trabajo con el medio de presión como proceso separado que incremente el tiempo del ciclo de trabajo e igualmente se pueda prescindir de la materialización - ya necesaria en este momento - de la posición de sellado en los extremos de la pieza de trabajo. Además, se deberá excluir un pandeo de la pieza de trabajo, se deberán crear las premisas para una colocación estable de serie de la pieza de trabajo y se deberá hacer posible la extracción sin problemas de la pieza de trabajo. Finalmente, se deberá poder prescindir del empleo de un multiplicador de presión. Además, no deberá ser necesario ningún multiplicador de presión para incrementar la presión interna.
Este problema se resuelve en un procedimiento del género expuesto con las características indicadas en la cláusula caracterizadora de la reivindicación 1, pudiendo verse una ejecución del mismo en la reivindicación 2. Un dispositivo par la puesta en práctica del procedimiento según la invención se desprende de la reivindicación 3, revelándose perfeccionamientos ventajosos del mismo en las reivindicaciones 4 a 7.
Las ventajas de la invención consisten en que se puede prescindir del llenado de la cavidad de la pieza de trabajo con el medio de presión como proceso separado que incrementa el tiempo del ciclo de trabajo, puesto que esta pieza se llena completamente con el medio de presión al colocarla dentro de la mitad inferior de la herramienta del dispositivo que se encuentra ya en el medio de presión del recipiente. Además, no es necesaria en este momento la materialización de la posición de sellado en los extremos de la pieza de trabajo. Por otra parte, se impide un pandeo de la pieza de trabajo, se crean las premisas para una colocación estable de serie de las piezas de trabajo y se posibilita la extracción sin problema de las piezas de trabajo. Finalmente, se puede prescindir del empleo de un multiplicador de presión para incrementar la presión interna, ya que la generación de presión se realiza por medio de la reducción - que se produce durante el proceso de recalcado - del volumen que confina a la pieza de trabajo y/o por efecto de la penetración adicional de los machos en la cavidad de la pieza de trabajo.
Se explicará seguidamente la invención con más detalle haciendo referencia a un ejemplo de realización y a unos dibujos correspondientes. Muestran:
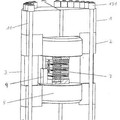
La figura 1, un alzado lateral en sección de la construcción de principio del dispositivo según la invención para fabricar una pieza de trabajo dotada de convexidades con ayuda de un medio de presión, en estado abierto ya cargado con la pieza de trabajo,
La figura 2, un alzado lateral en sección del dispositivo según la invención, en el que se ha ocupado la posición de sellado de los machos inmediatamente antes de la conformación, y
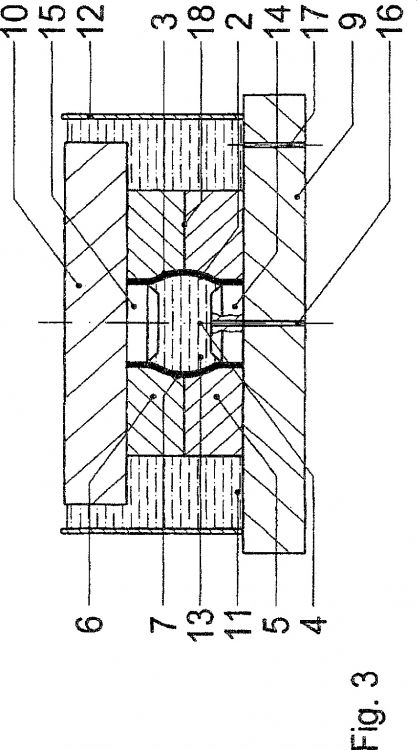
La figura 3, un alzado lateral en sección del dispositivo según la invención, en el que el dispositivo está completamente cerrado (posición final) y se ha efectuado la conformación de la pieza de trabajo.
En la figura 1 se representa un dispositivo 1 para fabricar una pieza de trabajo 3 dotada de convexidades 2 (figura 3) con ayuda de un medio de presión 11. Este dispositivo 1 está constituido por dos mitades de herramienta dividida transversalmente al eje longitudinal 4 de la pieza de trabajo 3, la mitad de herramienta inferior 5 y la mitad de herramienta superior 6, las cuales presentan un molde de grabado/molde negativo 7 correspondiente a la forma final posterior de la pieza de trabajo. Las mitades de herramienta 5, 6 llevan asociados unos muelles distanciadores 8 mediante los cuales éstas están unidas con una respectiva placa base de herramienta inferior 9 y una respectiva placa base de herramienta superior 10.
Las placas base de herramienta 9, 10 cooperan con una prensa no mostrada. La placa base de herramienta inferior 9 lleva asociado un recipiente 12 lleno de un líquido incompresible empleado como medio de presión 11, preferiblemente agua, en el cual se sumerge completamente al menos la pieza de trabajo 3. Además, las placas base de herramienta inferior y superior 9, 10 presentan sendos machos (inferior y superior) 14, 15 destinados a encajar por ambos lados en la cavidad 13 de la pieza de trabajo 3. Para una válvula de sobrepresión, no representada, está dispuesto un canal 16 en la placa base de herramienta inferior 9 y en su macho 14. Además, la placa base de herramienta inferior 9 contiene una boca de entrada y salida 17 para el líquido incompresible empleado como medio de presión 11. Esta boca de entrada y salida 17 puede estar dispuesta también en el recipiente 12. Finalmente, al menos una de las mitades de herramienta 5, 6 está equipada con un canal de desalojamiento 18 para el medio de presión 11, por lo que el medio de presión líquido 11 puede escapar del espacio comprendido entre la pieza de trabajo 3 y el molde de grabado/molde negativo 7. Preferiblemente, este canal de desalojamiento 18 está dispuesto en el plano de división entre la dos mitades de herramienta 5, 6.
A continuación, se explicará el funcionamiento del procedimiento según la invención y del dispositivo que trabaja con arreglo al mismo:
Según la figura 1, la pieza de trabajo 3 de forma de perfil hueco a conformar y realizada a título de ejemplo como un tubo es colocada, por ejemplo por medio de una técnica de manipulación correspondiente, dentro del dispositivo 1 abierto y a la vez es alojada en una...
Reivindicaciones:
1. Procedimiento para fabricar una pieza de trabajo (3) dotada de convexidades con ayuda de un medio de presión (11), en el que la pieza de trabajo de forma de perfil hueco a conformar se coloca en una posición determinada dentro de una herramienta de conformación constituida por dos mitades de herramienta (5, 6) dividida transversalmente al eje longitudinal de la pieza de trabajo, cuya herramienta presenta un molde de grabado/molde negativo correspondiente a la forma final posterior de la pieza de trabajo (3), después de la aproximación de las mitades de herramienta (5, 6) una a otra se materializa un sellado de los extremos de la pieza de trabajo (3) y se aplica una fuerza de presión axial sobre la pieza de trabajo (3), y mediante un incremento de presión de un medio de presión (11) que se encuentra en la cavidad de la pieza de trabajo (3) y que consiste en un líquido incompresible se aplica la pieza de trabajo (3) al molde de grabado/molde negativo de la herramienta de conformación para materializar la forma final de dicha pieza, caracterizado porque se coloca la pieza de trabajo (3) dentro de la primera mitad (5) de la herramienta de conformación, encontrándose ya esta mitad de herramienta (5) en un recipiente (12) lleno del líquido incompresible empleado como medio de presión (11), de modo que al menos la pieza de trabajo (3) se llena completamente del líquido y queda rodeada por éste, a continuación se aproximan las mitades de herramienta (5, 6) una a otra, de modo que se inicia el desalojamiento del medio de presión (11) a través de los machos (14, 15) que encajan con acción de sellado en la cavidad (13) por los extremos de la pieza de trabajo (3) y que están previstos en unas placas base de herramienta inferior y superior (9, 10), manteniéndose las mitades de herramienta (5, 6) por unos respectivos muelles distanciadores (8) a una distancia determinada con respecto a las placas base de herramienta inferior y superior (9, 10), y bajo el efecto de una fuerza de prensado que sigue siendo aplicada contra los muelles distanciadores (8) las mitades de herramienta (5, 6) se ponen en contacto una con otra y con sus respectivas placas base de herramienta asociadas (9, 10), de modo que se concluye el proceso de conformación para materializar la forma final de la pieza de trabajo (3) por efecto del desalojamiento adicional del medio de presión (11).
2. Procedimiento según la reivindicación 1, caracterizado porque se emplea agua en calidad de medio de presión líquido (11) casi incompresible.
3. Dispositivo para fabricar una pieza de trabajo dotada de convexidades con ayuda de un medio de presión, cuyo dispositivo está constituido por dos mitades de herramienta (5, 6) que están divididas transversalmente al eje longitudinal (4) de la pieza de trabajo (3) y que presentan un molde de grabado/molde negativo (7) correspondiente a la forma final posterior de la pieza de trabajo (3), caracterizado porque las mitades de herramienta (5, 6) llevan asociados unos muelles distanciadores (8) mediante los cuales estas mitades están configuradas en forma unida con unas placas base de herramienta inferior y superior (9, 10), estando asociado a la placa base de herramienta inferior (9) un recipiente (12) lleno de un líquido incompresible empleado como medio de presión (11), en el cual se sumerge completamente al menos la pieza de trabajo (3), y las placas base de herramienta inferior y superior (9, 10) presentan un macho (14, 15) destinado a encajar en la cavidad (13) de la pieza de trabajo (3).
4. Dispositivo según la reivindicación 3, caracterizado porque en la placa base de herramienta inferior (9) y en su macho (14) está dispuesto un canal (16) para una válvula de sobrepresión.
5. Dispositivo según la reivindicación 3, caracterizado porque la placa base de herramienta inferior (9) o el recipiente (12) presenta una boca de entrada y salida (17) para el líquido incompresible empleado como medio de presión (11).
6. Dispositivo según la reivindicación 3, caracterizado porque al menos una de las mitades de herramienta (5, 6) incluye un canal de desalojamiento (18) para el medio de presión (11).
7. Dispositivo según la reivindicación 6, caracterizado porque el canal de desalojamiento (18) está previsto en el plano de división entre las dos mitades de herramienta (5, 6).
Patentes similares o relacionadas:
 PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE COMPONENTES, del 18 de Noviembre de 2009, de FISCHER HYDROFORMING CHEMNITZ GMBH & CO. KG: Procedimiento para la fabricación de un componente (1B) empleando una pieza de trabajo de partida (1A) que está provista de una cavidad […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE COMPONENTES, del 18 de Noviembre de 2009, de FISCHER HYDROFORMING CHEMNITZ GMBH & CO. KG: Procedimiento para la fabricación de un componente (1B) empleando una pieza de trabajo de partida (1A) que está provista de una cavidad […]
PROCEDIMIENTO DE FABRICACIÓN DE RECIPIENTES PARA EL TRATAMIENTO DE ALIMENTOS A ALTA PRESIÓN, del 3 de Octubre de 2017, de METRONICS TECHNOLOGIES, S.L: Procedimiento de fabricación de recipientes para el tratamiento de alimentos a alta presión que comprende las etapas de: - emplear al menos dos cuerpos […]
Procedimiento y dispositivo para la fabricación de una pieza conformada de chapa con un dispositivo de corte por rayo y un dispositivo de conformación, del 20 de Abril de 2016, de SCHULER AUTOMATION GMBH & CO. KG: Procedimiento para la fabricación de una pieza conformada de chapa , caracterizado por los siguientes pasos: la alimentación continua de una cinta […]
 Métodos de conformar bajo presión recipientes metálicos y similares a partir de preformas que tienen gradiente de espesor de pared, del 9 de Julio de 2014, de NOVELIS, INC.: Un método para conformar un recipiente metálico de forma y dimensiones laterales definidas, que comprende las etapas de
(a) disponer una preforma metálica […]
Métodos de conformar bajo presión recipientes metálicos y similares a partir de preformas que tienen gradiente de espesor de pared, del 9 de Julio de 2014, de NOVELIS, INC.: Un método para conformar un recipiente metálico de forma y dimensiones laterales definidas, que comprende las etapas de
(a) disponer una preforma metálica […]
Método para producir un tubo curvado que comprende al menos una curvatura deseada, un dispositivo apropiado para poner en práctica dicho método, del 30 de Abril de 2014, de Kiss Engineering B.V: Un metodo para producir un tubo curvado que comprende al menos una curvatura deseada, en el que un tubo sustancialmente recto (10, 11, […]
Procedimiento para crear una abertura en un elemento de cuerpo hueco y equipo para llevar a cabo el procedimiento, del 15 de Enero de 2014, de GI.DI. MECCANICA S.P.A.: Procedimiento para crear una abertura en un elemento de cuerpo hueco que tiene una extensión longitudinal, incluyendo dicho elemento de […]
 Procedimiento para formar depósitos colectores para intercambiadores de calor de aluminio, del 5 de Abril de 2013, de Sapa Heat Transfer AB: Un procedimiento para producir un depósito colector para un intercambiador de calor, que comprende las etapasde;
a) proporcionar un tubo que tenga un núcleo fabricado […]
Procedimiento para formar depósitos colectores para intercambiadores de calor de aluminio, del 5 de Abril de 2013, de Sapa Heat Transfer AB: Un procedimiento para producir un depósito colector para un intercambiador de calor, que comprende las etapasde;
a) proporcionar un tubo que tenga un núcleo fabricado […]
 Herramienta y dispositivo para la fabricación de piezas modeladas, del 3 de Diciembre de 2012, de THEODOR GRABENER GMBH & CO. KG: Herramienta para la conformación a alta presión simultánea de al menos dos piezas metálicas a trabajar, quecomprende una parte superior de […]
Herramienta y dispositivo para la fabricación de piezas modeladas, del 3 de Diciembre de 2012, de THEODOR GRABENER GMBH & CO. KG: Herramienta para la conformación a alta presión simultánea de al menos dos piezas metálicas a trabajar, quecomprende una parte superior de […]