PROCEDIMIENTO DE FABRICACION DE UN BRAZO CURVADO DE MATERIAL COMPUESTO.
Un procedimiento para fabricar un larguero curvado de material compuesto de fibras,
constando de:
- La formación de un estratificado (2) plano de material compuesto de fibras compuesto de una pluralidad de capas y de al menos 2 direcciones de fibra diferentes,
- la disposición del estratificado de material compuesto de fibras (2) contra una herramienta macho (1) de material compuesto de un primer reborde (1a), un segundo reborde (1c) y un alma intermedia (1b), que la herramienta macho (1) está curvada en su dirección longitudinal con un radio de curvatura R, de manera que el primer reborde (1a) tiene una extensión longitudinal más pequeña que el segundo reborde (1c),
y, además, constando de las etapas para:
- Aplicar y asegurar el estratificado (2) de material compuesto de fibras al primer reborde (1a) de la herramienta macho (1),
- rotar la herramienta macho (1) y el estratificado (2) de material compuesto de fibras en relación a una con la otra de manera que el estratificado (2) de material compuesto de fibras se pone en contacto con el alma intermedia (1b) de la herramienta macho (1) en un primer movimiento rotativo, y se pone en contacto con el segundo reborde (1c) de la herramienta macho (1) en un segundo movimiento rotativo,
- endurecer el estratificado (2) de material compuesto de fibras en la herramienta macho (1) y
- separar el larguero acabado de la herramienta macho (1)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04028829.
Solicitante: SAAB AB.
Nacionalidad solicitante: Suecia.
Dirección: ULLSTAMMAVAGEN 32,585 90 LINKOPING.
Inventor/es: KROGAGER,MAX, PETERSSON,MIKAEL, WEIDMANN,BJORN, RUDQVIST,CLAES.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Diciembre de 2004.
Fecha Concesión Europea: 10 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B29C70/32 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › sobre un molde, una plantilla o un núcleo rotativos.
- B29C70/54A
Clasificación PCT:
- B29C53/04 B29C […] › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › de placas o de hojas.
- B29C70/32 B29C 70/00 […] › sobre un molde, una plantilla o un núcleo rotativos.
- B29C70/38 B29C 70/00 […] › Apilado (lay-up) automático, es decir, utilizando robots, aplicando filamentos según modelos predeterminados.
- B29C70/54 B29C 70/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29K105/10 B29 […] › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › B29K 105/00 Presentación, forma o estado de la materia moldeada. › orientadas.
- B29L31/00 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › Otros objetos particulares.
- B64C1/06 B […] › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64C AEROPLANOS; HELICOPTEROS (vehículos de colchón de aire B60V). › B64C 1/00 Fuselajes; Características estructurales comunes a fuselajes, alas, superficies estabilizadoras o similares (características aerodinámicas comunes a fuselajes, alas, superficies estabilizadoras o similares B64C 23/00; instalaciones de la cabina de vuelo B64D). › Cuadernas; Larguerillos; Largueros.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Descripción:
Procedimiento de fabricación de un brazo curvado de material compuesto.
Área técnica
La invención se refiere a un procedimiento de fabricación de un larguero curvado de un material compuesto de fibras. Un estratificado liso de material compuesto de fibras constando de una pluralidad de capas y de al menos dos direcciones de fibras diferentes se forma utilizando el procedimiento de acuerdo a la invención. El estratificado de material compuesto de fibras se dispone contra una herramienta macho constando de un primer reborde, un segundo reborde y un alma intermedia. La herramienta macho está curvada en su dirección longitudinal con un ángulo de curvatura R, de manera que el primer reborde tiene una extensión longitudinal más corta que el segundo reborde.
Antecedentes técnicos
Existe una gran demanda de largueros extendidos que combinan poco peso con gran resistencia, especialmente en la industria de aviación. Los largueros de un metro de largo se fabrican con material compuesto de fibras para soportar las estructuras curvadas en los fuselajes de los aviones. A estos largueros de material compuesto de fibras se les da la forma que corresponde a la estructura curvada. De este modo, se da una curvatura con un radio de curvatura R a los largueros con al menos una parte de la extensión longitudinal del larguero. Un procedimiento para la formación de largueros extendidos de esta clase se conoce por el documento de patente US-A-4475976.
Se utiliza una herramienta macho contra la cual se forma el material compuesto de fibras antes de que se utilice el endurecimiento para fabricar largueros curvados. La herramienta macho puede consistir en una herramienta de metal con forma de sección transversal rectangular, de manera que la curvatura se obtiene en dirección longitudinal. La herramienta macho tiene un primer reborde/lado y un segundo lado del reborde/lado opuesto, los cuales están curvados, de manera que los rebordes son paralelos a lo largo de todas sus extensiones. Un problema asociado con la fabricación de largueros curvados utilizando este tipo de herramientas es que es difícil conseguir un estratificado compuesto de capas de fibras con diferentes direcciones de fibra para seguir la curvatura del larguero cuando la curvatura es grande, es decir, el radio de curvatura R es pequeño. Utilizando los procedimientos de fabricación actuales, el larguero se fabrica de modo que un estratificado se aplica sobre un alma intermedia y entonces se disminuye sobre los rebordes de la herramienta. Este procedimiento de fabricación aumenta la formación de dobleces es decir, la superficie que se encuentra hacia el centro del radio de la curvatura R. Para impedir que estas dobleces se formen en un primer reborde que se forma contra el primer reborde de la herramienta macho, se cortan pequeñas piezas de material en forma de borde de la capa de material compuesto en esta área. Sin embargo, esto lleva consigo un mayor desperdicio de material y resistencia degradada en el larguero acabado. Las capas de soporte se pueden aplicar a la superficie de rendija del larguero para mitigar el problema de resistencia. No obstante, una desventaja de dichas capas de soporte es que aumentan el peso del larguero acabado, lo cual no es aconsejable, especialmente en el contexto de aviación. Se conoce una máquina de estructura de material compuesto y un procedimiento de este tipo del documento de patente EP-A1-0123225.
Descripción de la invención
El objeto de la invención es resolver el problema anterior.
Este objeto se consigue utilizando un procedimiento de acuerdo con la invención según la reivindicación 1. El procedimiento de acuerdo con la invención hace posible fabricar un larguero con muy poco desperdicio de material. Debido a que el larguero se puede fabricar sin puntos débiles en forma de dobleces, se obtiene un larguero con propiedades de buena resistencia.
Breve descripción de las figuras
La figura 1 muestra una vista en perspectiva de una herramienta macho.
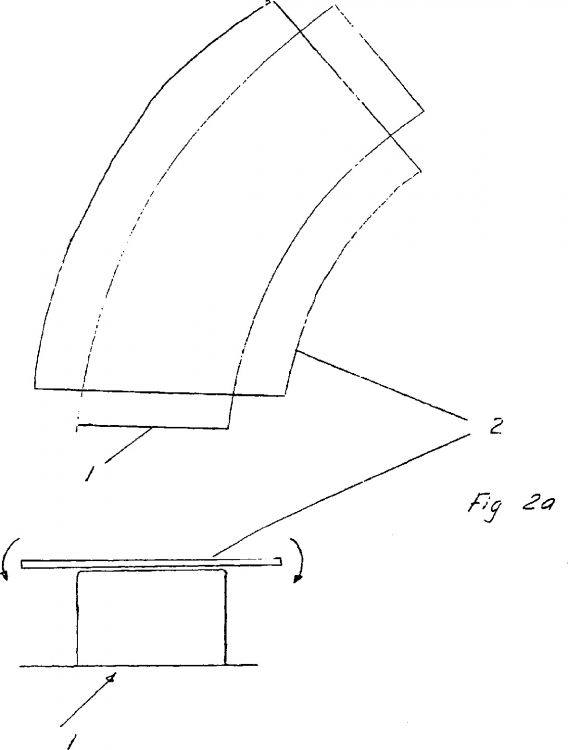
La figura 2 a) muestra una herramienta con estratificado de material compuesto de fibras aplicada antes de dar forma b) muestra la formación de largueros curvados de acuerdo con el estado de la técnica.
La figura 3 muestra de la fabricación de largueros curvados utilizando el procedimiento de acuerdo a la invención.
Descripción de las realizaciones
La invención se describirá en lo que sigue, basada en una realización en la cual el larguero curvado está formado como un larguero en forma de C. Resulta evidente que el mismo procedimiento de fabricación también se puede utilizar para largueros en forma de sombrero, largueros en forma de Z y largueros en forma de I.
La figura 1 muestra una vista en perspectiva de una herramienta macho con un radio de curvatura R. La herramienta puede consistir preferiblemente en una herramienta de metal homogénea. Por supuesto, son posibles también otros materiales y estructuras. El procedimiento de acuerdo con la invención ha sido probado con éxito utilizando radios de curva de más de 2 metros y alturas de largueros de hasta 150 mm. Resulta obvio para un experto en la técnica que radios más grandes hacen posible trabajar con alturas de largueros mayores, mientras que, de la misma manera, alturas del larguero menores hacen posible trabajar con radios de curva más pequeños.
La figura 2 describe la conformación de un estratificado dos en una herramienta macho 1 de acuerdo con procedimiento anterior de la técnica. El estratificado 2 se tiende en contacto con un alma intermedia de la herramienta. El estratificado compuesto de fibras 2 se disminuye entonces sobre cada lado de los rebordes respectivos 1a, 1c de la herramienta de manera que el estratificado 2 se tiende en contacto con la extensión de la herramienta completa. Este procedimiento conocido provoca dobleces que se forman en un primer reborde 1a de la herramienta, es decir, el lado de la herramienta que forma la superficie de la curva interior.
La figura 3 muestra el proceso de conformación para el procedimiento de acuerdo con la invención. Un estratificado 2 plano de material compuesto de fibras se pone en contacto con un primer reborde 1a de la herramienta 1 y se asegura a dicho primer reborde 1a. El estratificado 2 de material compuesto de fibras se presiona entonces hacia el alma intermedia 1b de la herramienta macho 1, de manera que el estratificado de material compuesto de fibras se extiende sobre todo el alma intermedia. Este proceso de revestimiento se puede realizar mientras que la herramienta macho 1 está siendo rotada con relación al estratificado de material compuesto de fibras, manteniendo todavía el estratificado 2 de material compuesto de fibras. Sin embargo, son posibles otros tipos de movimientos relacionados entre la herramienta 1 y el estratificado 2. La resistencia a la tracción en el estratificado 2 aumenta al incrementar la distancia desde el primer reborde 1a. La mayor resistencia a la tracción ocurre en esa parte del estratificado 2 de material compuesto de fibras que está en contacto con el borde del segundo reborde 1c. Entonces, el estratificado 2 de material compuesto de fibras se conduce hacia el segundo reborde 1c en la herramienta macho 1. La resistencia a la tracción en el estratificado 2 de material compuesto de fibras extendida provoca que se presione el estratificado 2 contra el segundo reborde 1c. Después de haberse revestido en la herramienta, el compuesto 2 de fibras se endurece para formar un larguero acabado, por ejemplo, endureciendo por medio de una autoclave. El larguero acabado se retira entonces de la herramienta 1.
El procedimiento de acuerdo con la invención produce el alargamiento del estratificado 2, de manera que la densidad de la fibra en la parte del estratificado 2 que está en contacto con el segundo reborde 1c es menor por unidad de área que la densidad de fibra en esa parte del estratificado 2 que está en contacto con el primer reborde 1a. El alargamiento del material se puede conseguir asegurando el estratificado 2 de material compuesto de fibras en el primer reborde 1a antes que el estratificado 2 cubra la herramienta. Este alargamiento elimina el problema conocido de la formación de dobleces asociadas con procedimientos anteriores, mientras que al mismo tiempo se retiene una gran resistencia y bajo peso.
El procedimiento de acuerdo con la invención ha sido descrito para la fabricación del llamado larguero en forma de C. Sin embargo, el procedimiento se puede utilizar también para producir largueros con forma de sombrero, largueros con forma de Z y largueros con forma de I. El procedimiento es aplicable fundamentalmente a largueros más grandes como ocurre en el contexto de aviación y, donde resulta esencial una combinación de gran resistencia y bajo peso.
Reivindicaciones:
1. Un procedimiento para fabricar un larguero curvado de material compuesto de fibras, constando de:
y, además, constando de las etapas para:
2. Un procedimiento de acuerdo con la reivindicación 1, en el que el estratificado (2) de material compuesto de fibras se estira sobre el alma intermedia (1b) durante el primer movimiento rotativo, de manera que la densidad de la fibra por unidad de área se vuelve más baja en la porción del estratificado (2) de material compuesto de fibras que está dispuesto en contacto con el segundo reborde (1c) que en la parte del estratificado (2) de material compuesto de fibras que se tiende en contacto con el primer reborde (1a).
3. Un procedimiento de acuerdo con la reivindicación 1, en el que el estratificado (2) plano de material compuesto de fibras se tiende en el equipo del tendido de la cinta automático.
4. Un procedimiento de acuerdo con cualquiera de las anteriores reivindicaciones, en el que el larguero curvado está formado con larguero en forma de C.
5. Un procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 3, en el que el larguero curvado está formado como un larguero en forma de Z.
6. Un procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 3, en el que el larguero curvado está formado como un larguero en forma de sombrero.
7. Un procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 3, en el que el larguero curvado está formado como un larguero en forma de I.
Patentes similares o relacionadas:
SISTEMA Y METODO DE FABRICACION DE PERFILES ESTRUCTURALES MEDIANTE EL TRENZADO DE FIBRAS EN CONTINUO Y PERFIL ESTRUCTURAL OBTENIDO POR DICHO SISTEMA Y METODO, del 23 de Enero de 2020, de ZENIT POLIMEROS Y COMPOSITES, S.L: Sistema y método de fabricación de perfiles estructurales mediante el trenzado de fibras en continuo y perfil estructural obtenido por dicho sistema […]
SISTEMA Y MÉTODO DE FABRICACIÓN DE PERFILES ESTRUCTURALES MEDIANTE EL TRENZADO DE FIBRAS EN CONTINUO Y PERFIL ESTRUCTURAL OBTENIDO POR DICHO SISTEMA Y MÉTODO, del 17 de Enero de 2020, de ZENIT POLIMEROS Y COMPOSITES SL: Sistema y método de fabricación de perfiles estructurales mediante el trenzado de fibras en continuo y perfil estructural obtenido por dicho sistema y método. La […]
Rellenos de radio compuesto y métodos de formación del mismo, del 12 de Noviembre de 2019, de THE BOEING COMPANY: Un relleno de radio compuesto para rellenar una región de relleno de radio en una estructura compuesta que comprende: dos o más laminados de radio, […]
Método para fabricar tubos compuestos de fibra reforzada, del 22 de Mayo de 2019, de THE BOEING COMPANY: Un método para fabricar un tubo (22, 22a) de material compuesto, que comprende: hacer girar un mandril que tiene una pared interna; y dirigir […]
Tubo compuesto termoplástico con capa intermedia de múltiples capas, del 22 de Mayo de 2019, de Evonik Operations GmbH: Procedimiento para la producción de un tubo compuesto termoplástico, que contiene las siguientes etapas: a) se proporciona un revestimiento […]
Tubo compuesto termoplástico con capa intermedia de múltiples capas, del 22 de Mayo de 2019, de Evonik Operations GmbH: Procedimiento para la producción de un tubo compuesto termoplástico, que contiene las siguientes etapas: a) se proporciona un revestimiento […]
Artículo deportivo compuesto reforzado con fibra y su método de fabricación, del 22 de Mayo de 2019, de North Thin Ply Technology Sarl: Un artículo deportivo incluyendo una varilla tubular alargada compuesta de un material compuesto de matriz de resina reforzada con fibra, […]
Revestimiento para un motor de avión y procedimiento para la fabricación de tal revestimiento, del 13 de Mayo de 2019, de FACC AG: Revestimiento para un motor de avión , especialmente un conducto de flujo secundario o una carcasa de ventilador, compuesto por varias capas de preimpregnado , endurecidas, […]