PROCEDIMIENTO DE FABRICACION DE PELOS DE CEPILLOS PARA EL LAVADO DE VEHICULOS, PELOS ASI OBTENIDOS Y CEPILLOS REALIZADOS A PARTIR DE DICHOS PELOS.
Procedimiento de fabricación de pelos de cepillo de espuma de material plástico para el lavado de vehículos,
caracterizado porque consiste en realizar espuma de poliolefina con células cerradas en un molde a presión, en forma de un bloque que es recortado a continuación en placas, y después en tiras, de manera que forme unos pelos de cepillo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05290638.
Solicitante: MANUFACTURE DES BROSSES DU MARAIS POITEVIN MBMP.
Nacionalidad solicitante: Francia.
Dirección: ZA MONTPLAISIR,79220 CHAMPDENIERS.
Inventor/es: VASSILOPOULOS,JEAN-NICOLAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Marzo de 2005.
Fecha Concesión Europea: 10 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B29C44/56F3
- B29C69/00B
Clasificación PCT:
- B29C44/56 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Post-tratamiento de objetos, p. ej. para cambiar su forma.
- B29C67/20 B29C […] › B29C 67/00 Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00. › para la fabricación de objetos porosos o celulares, p. ej. espumas plásticas, espumas alveolares.
- B29C69/00 B29C […] › Combinaciones de técnicas de conformación no previstas en un solo grupo principal B29C 39/00 - B29C 67/00, p. ej. asociaciones de técnicas de moldeo y ensamblaje; Aparatos a este efecto.
- B60S3/06 B […] › B60 VEHICULOS EN GENERAL. › B60S MANTENIMIENTO, LIMPIEZA, REPARACION, ELEVACION O MANIOBRA DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR. › B60S 3/00 Aparatos para limpieza de vehículos, no formando parte de éstos (limpieza en general B08B; limpieza particular de buques B63B 57/00, B63B 59/00; equipo de tierra para limpieza de aeronaves B64F 5/00). › con cuerpo rotativo en contacto con los vehículos.
Clasificación antigua:
- B29C44/56 B29C 44/00 […] › Post-tratamiento de objetos, p. ej. para cambiar su forma.
- B29C67/20 B29C 67/00 […] › para la fabricación de objetos porosos o celulares, p. ej. espumas plásticas, espumas alveolares.
- B29C69/00 B29C […] › Combinaciones de técnicas de conformación no previstas en un solo grupo principal B29C 39/00 - B29C 67/00, p. ej. asociaciones de técnicas de moldeo y ensamblaje; Aparatos a este efecto.
- B60S3/06 B60S 3/00 […] › con cuerpo rotativo en contacto con los vehículos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Descripción:
Procedimiento de fabricación de pelos de cepillos para el lavado de vehículos, pelos así obtenidos y cepillos realizados a partir de dichos pelos.
La presente invención se refiere a un procedimiento de fabricación de pelos de cepillos para el lavado de vehículos a motor de acuerdo con la reivindicación 1, en particular de vehículos automóviles, incluidos los autobuses y los camiones, pero también de metros o de trenes. La invención se refiere asimismo a los pelos obtenidos mediante este procedimiento y a los cepillos realizados a partir de dichos pelos de acuerdo con las reivindicaciones 6 y 8.
Las instalaciones de lavado automático de vehículos están actualmente equipadas en su mayoría con cepillos realizados a partir de hilos de polietileno extruido de sección cruciforme, cuyo diámetro está comprendido entre 0,6 y 1,2 mm. Dichos cepillos son relativamente pesados en estado mojado, puesto que una fina película de agua se deposita sobre la totalidad de la superficie de los pelos. Por consiguiente, bajo el efecto de la energía cinética de los pelos, una capa muy ligera de materia se deposita sobre los vehículos cuando tiene lugar el lavado, apagando particularmente los colores oscuros.
Se conocen asimismo, por ejemplo a partir del documento EP-B-1 213 984, unos cepillos de lavado del tipo "espuma", en los que los pelos están constituidos por una espuma de material plástico extruido con células cerradas. Dichos cepillos están considerados como más suaves para las carrocerías, en particular porque son más ligeros. Sin embargo cuando la piel de superficie obtenida cuando tiene lugar la extrusión está gastada o dañada, las células cerradas periféricas quedan abiertas y se llenan entonces de agua. Ahora bien, el procedimiento de extrusión sólo permite obtener unas células relativamente grandes. Resulta de ello que los pelos se hacen considerablemente más pesados y adolecen entonces de los mismos inconvenientes que los hilos de polietileno extruido clásicos.
La presente invención tiene por lo tanto por objetivo principal evitar estos inconvenientes y, para ello, la misma tiene por objeto un procedimiento de fabricación de pelos de cepillos de espuma de material plástico para el lavado de vehículos que se caracteriza esencialmente porque consiste en realizar espuma de poliolefina con células cerradas en un molde a presión, en forma de un bloque que es recortado a continuación en placas, y después en tiras, de manera que formen unos pelos de cepillos.
El procedimiento de moldeo a presión permite obtener unas células cerradas mucho más pequeñas que con el procedimiento de extrusión. Resulta de ello que incluso en estado mojado, los pelos de cepillos así obtenidos permanecen relativamente ligeros y no dañan por tanto las carrocerías de vehículos. Además, como las células son más pequeñas, las mismas no retienen las partículas de suciedad y por tanto, no es necesario prever un prelavado con agua a alta presión.
En una forma de realización particular de la invención, la presión de moldeo es superior a 5.000 kpa, lo que permite obtener unas células aún más finas.
Preferentemente, la espuma de poliolefina está reticulada químicamente, lo que permite mejorar en particular la resistencia mecánica y la resistencia química del producto.
Preferentemente también, la espuma de poliolefina tiene una densidad comprendida entre 150 y 200 kg/m3, lo que representa un buen compromiso entre la ligereza del producto y su resistencia.
Preferentemente también, la espuma de poliolefina tiene una densidad de 170 kg/m3.
Según otra característica de la presente invención, los pelos de cepillos así obtenidos tienen una sección comprendida entre 0,2 cm y 1,5 cm.
Preferentemente, los pelos tienen una sección rectangular de 0,3 cm por 0,6 cm, con el fin de tener una eficacia máxima.
Según aún otra característica de la invención, los cepillos para el lavado de vehículos realizados a partir de los pelos así obtenidos están constituidos por unas placas con alvéolos estándar en las que los pelos son fijados de forma tradicional.
Como variante, cada placa de alvéolos presenta a la vez unos pelos de espuma de acuerdo con la invención y unos pelos de material plástico extruido clásicos.
Según otra variante, el cepillo comprende unos pelos de dos longitudes diferentes.
Según aún otra variante, los pelos largos están constituidos por unos pelos de espuma de acuerdo con la invención, mientras que los pelos cortos están constituidos por unos pelos de material plástico extruido clásicos.
Una forma de realización de la invención se describe a continuación a título de ejemplo, haciendo referencia al plano adjunto, en el que:
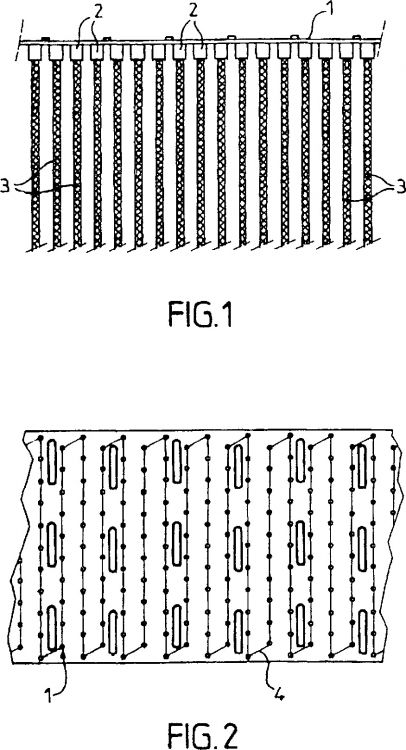
- la figura 1 es una vista de perfil de una porción de placa de soporte con alvéolos en la que están montados unos pelos de espuma de poliolefina de acuerdo con la invención y que está destinada a la confección de cepillos para el lavado de vehículos, y
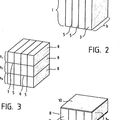
- la figura 2 es una vista del reverso de esta porción de placa de soporte.
Haciendo referencia a las figuras 1 y 2, se puede observar una porción de placa de soporte 1 provista de una multitud de alvéolos 2. Esta placa de soporte 1, realizada en un material plástico flexible, está destinada a ser montada sobre un árbol de cepillo que forma parte de una instalación de lavado automático de vehículos, no representada.
En cada alvéolo 2 está fijado un mechón de pelos 3 que es mantenido en posición de forma tradicional por medio de un hilo de Nylon 4.
De acuerdo con la invención, los pelos de cepillo 3 se obtienen según un procedimiento que consiste en realizar espuma de poliolefina con células cerradas en un molde a presión, en forma de un bloque que es cortado a continuación en placas, y después en tiras, hebras o hilos, de manera que formen así unos pelos de cepillo susceptibles de ser montados en los alvéolos 2 de las placas 1.
La presión de moldeo es normalmente superior a 5.000 kpa y la espuma de poliolefina está reticulada químicamente en el interior del molde, efectuándose la reticulación y el espumado simultáneamente en el curso de una fase de calentamiento.
La densidad del producto estará ventajosamente comprendida entre 150 y 200 kg/m3 y será preferentemente igual a 170 kg/m3.
A título de información, se podrá elegir por ejemplo el material de marca ALVEOLUX comercializado por la compañía japonesa SEKISUI.
Las hebras de espuma que constituyen los pelos del cepillo pueden tener una sección comprendida entre 0,2 cm y 1,5 cm. Unos ensayos han demostrado que una sección rectangular de 0,3 cm por 0,6 cm daba excelentes resultados.
Los cepillos de lavado así realizados presentan numerosas ventajas con respecto a los cepillos utilizados hasta el presente.
El material empleado tiene en primer lugar excelentes propiedades físicas, en particular una flexibilidad y una resistencia que le hacen particularmente bien adaptado al trabajo de cepillado de los vehículos en un medio acuoso cargado de productos diversos. La inercia en la mayor parte de los productos químicos es muy importante y permite la utilización de todos los productos empleados habitualmente en los sistemas de lavado: jabones, detergentes, lustradores, productos secantes, etc.
Por otra parte, el bajo porcentaje de absorción de agua de la espuma de poliolefina reticulada químicamente, debido en particular al hecho de que sus células cerradas son particularmente finas, permite que el conjunto del cepillo no resulte más pesado cuando tienen lugar lavados sucesivos. Además, el tamaño de estas células es tal que las mismas no permiten retener las partículas abrasivas extraídas cuando tienen lugar los lavados y que podrían dañar las carrocerías de los vehículos. Por tanto, no es necesario prever un prelavado a alta presión, lo que representa una economía no despreciable y una ganancia de tiempo importante.
En una variante de realización de la invención, se puede prever que la placa de soporte 1 presente a la vez unos pelos 3 de acuerdo con la invención y unos pelos clásicos de material plástico extruido.
Se puede prever asimismo que el cepillo de lavado comprenda unos pelos de dos longitudes diferentes, como se ha descrito en la patente francesa nº 2 762 764 del 5 de mayo de 1997. En este caso, los pelos largos estarán realizados en espuma de acuerdo con la invención, mientras que los pelos cortos estarán constituidos por unos pelos clásicos de material plástico extruido.
Reivindicaciones:
1. Procedimiento de fabricación de pelos de cepillo de espuma de material plástico para el lavado de vehículos, caracterizado porque consiste en realizar espuma de poliolefina con células cerradas en un molde a presión, en forma de un bloque que es recortado a continuación en placas, y después en tiras, de manera que forme unos pelos de cepillo.
2. Procedimiento según la reivindicación 1, caracterizado porque la presión de moldeo es superior a 5.000 kpa.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la espuma de poliolefina está reticulada químicamente.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado porque la espuma de poliolefina tiene una densidad comprendida entre 150 y 200 kg/m3.
5. Procedimiento según la reivindicación 4, caracterizado porque la espuma de poliolefina tiene una densidad de 170 kg/m3.
6. Pelos de cepillos obtenidos mediante el procedimiento según cualquiera de las reivindicaciones 1 a 5, caracterizados porque tienen una sección comprendida entre 0,2 cm y 1,5 cm.
7. Pelos según la reivindicación 6, caracterizados porque tienen una sección rectangular de 0,3 cm por 0,6 cm.
8. Cepillo para el lavado de vehículos, realizado a partir de pelos de cepillo obtenidos mediante el procedimiento según cualquiera de las reivindicaciones 1 a 5, caracterizado porque está constituido por unas placas (1) con alvéolos (2) estándar en las que los pelos (3) son fijados de forma tradicional.
9. Cepillo según la reivindicación 8, caracterizado porque cada placa de alvéolos (1) comprende a la vez unos pelos de espuma (3) obtenidos mediante el procedimiento según cualquiera de las reivindicaciones 1 a 5 y unos pelos de material plástico extruido clásicos.
10. Cepillo según la reivindicación 8 ó 9, caracterizado porque el cepillo comprende unos pelos (3) de dos longitudes diferentes.
11. Cepillo según las reivindicaciones 9 y 10, caracterizado porque los pelos largos están constituidos por unos pelos de espuma (3) obtenidos mediante el procedimiento según cualquiera de las reivindicaciones 1 a 5, mientras que los pelos cortos están constituidos por unos pelos de material plástico extruido clásicos.
Patentes similares o relacionadas:
 PROCEDIMIENTO PARA LA FABRICACION DE CAPAS DE ESPUMA SINTETICA A PARTIR DE MATERIAL ESPUMOSO DE POLIESTIRENO EXTRUDIDO Y PLACA DE BLOQUES RECUBIERTA, del 22 de Febrero de 2010, de WEDI, STEPHAN: Procedimiento para la fabricación de placas de espuma sintética a partir de material espumoso de poliestireno extrudido con los siguientes pasos del procedimiento:
a) […]
PROCEDIMIENTO PARA LA FABRICACION DE CAPAS DE ESPUMA SINTETICA A PARTIR DE MATERIAL ESPUMOSO DE POLIESTIRENO EXTRUDIDO Y PLACA DE BLOQUES RECUBIERTA, del 22 de Febrero de 2010, de WEDI, STEPHAN: Procedimiento para la fabricación de placas de espuma sintética a partir de material espumoso de poliestireno extrudido con los siguientes pasos del procedimiento:
a) […]
 APARATO Y PROCEDIMIENTO PARA RETIRAR PARTES RESTANTES DE ESPUMA DE UN PRODUCTO DE ESPUMA, del 5 de Abril de 2011, de METZELER SCHAUM GMBH DOLPHIN PACK SRL: Aparato para la retirada de una parte restante de espuma dispuesta en una hendidura de un producto de espuma , en particular un colchón, caracterizado por […]
APARATO Y PROCEDIMIENTO PARA RETIRAR PARTES RESTANTES DE ESPUMA DE UN PRODUCTO DE ESPUMA, del 5 de Abril de 2011, de METZELER SCHAUM GMBH DOLPHIN PACK SRL: Aparato para la retirada de una parte restante de espuma dispuesta en una hendidura de un producto de espuma , en particular un colchón, caracterizado por […]
Sistema de control avanzado y método para fabricar láminas y objetos de polietilentereftalato, del 20 de Mayo de 2020, de OCTAL SAOC FZC: Un método para fabricar objetos de PET que comprende: hacer reaccionar un primer precursor de PET y un segundo precursor de PET para producir un fundido de […]
MÉTODO Y MÁQUINA DE ENVASADO, del 21 de Noviembre de 2019, de Ulma Packaging Technological Center, S.Coop: Máquina y método de envasado que comprende disponer un conjunto de bandejas con al menos una hilera formada por una pluralidad de bandejas […]
Procedimiento para la fabricación de cuerpos huecos a partir de materia sintética termoplástica así como dispositivo para la realización del procedimiento, del 10 de Julio de 2019, de KAUTEX TEXTRON GMBH & CO. KG.: Procedimiento para la fabricación de cuerpos huecos a partir de materia sintética termoplástica, que comprende el moldeo de al menos dos […]
Método para fabricar una montura de gafas en acetato de celulosa multicolor, del 5 de Junio de 2019, de Wang, Daomin: Un método para fabricar una montura de gafas de acetato de celulosa multicolor, comprendiendo el método las siguientes etapas: S10, proporcionar […]
Aparato y procedimiento para el embalado en piel al vacío de un producto, del 3 de Junio de 2019, de CRYOVAC, INC.: Un aparato para embalar un producto dispuesto sobre un soporte , teniendo dicho soporte una pared de base y una pared lateral, comprendiendo dicho […]
Método para fabricar geles que tienen revestimientos exentos de pegajosidad permanentes, del 7 de Marzo de 2019, de APPLIED MEDICAL RESOURCES CORPORATION: Un método para preparar un gel exento de pegajosidad, que comprende las etapas de: proporcionar un molde; aplicar un polietileno de peso molecular […]