PROCEDIMIENTO DE FABRICACION DE ESTABILIZADORES HUECOS.
Procedimiento de fabricación de un estabilizador hueco que comprende:
- una fase de compresión de un tubo electrosoldado para obtener una relación predeterminada entre un espesor y un diámetro interior;
- una fase de formación para formar el tubo electrosoldado comprimido con la forma del estabilizador;
- una fase de aplicación de un tratamiento térmico al estabilizador semiacabado;
- una fase de granallado para granallar por impacto sobre el estabilizador semiacabado; y
- una fase de revestimiento del estabilizador semiacabado, caracterizado porque la fase de compresión del tubo se realiza en un rango de temperaturas de únicamente un estado caliente o un estado templado para obtener un relación entre un espesor y un diámetro exterior de entre 20 y 35%; y la fase de formación se realiza en un estado frío o en un estado caliente
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02005196.
Solicitante: NHK SPRING CO.LTD..
Nacionalidad solicitante: Japón.
Dirección: 10 FUKUURA 3-CHOME, KANAZAWA-KU,YOKOHAMA-SHI, KANAGAWA 236-.
Inventor/es: KOYAMA,HIROSHI, TAMATSU,KOICHI.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Marzo de 2002.
Fecha Concesión Europea: 23 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B23P15/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
- B60G21/055 B […] › B60 VEHICULOS EN GENERAL. › B60G SUSPENSION DE VEHICULOS (vehículos de colchón de aire B60V; montajes entre el chasis y el cuerpo del vehículo B62D 24/00). › B60G 21/00 Sistemas de interconexión de varias ruedas conjugadas, suspendidas elásticamente, p. ej. para estabilizar la carrocería del vehículo teniendo en cuenta las fuerzas de aceleración, de deceleración, o las fuerzas centrífugas (B60G 17/033 tiene prioridad; dirección para ruedas orientables combinada con dispositivos para inclinar la carrocería del vehículo hacia el interior en los virajes B62D 9/02). › Barras estabilizadoras.
- B60G21/055B
Clasificación PCT:
- B21D11/00 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Curvado no limitado a los productos del tipo previsto en uno solo de los grupos B21D 5/00, B21D 7/00, B21D 9/00; Curvado no previsto en los grupos B21D 5/00 - B21D 9/00; Torsión.
- B21D53/88 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de vehículos, p. ej. capós guardabarros.
- B23P15/00 B23P […] › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
- B60G21/055 B60G 21/00 […] › Barras estabilizadoras.
Clasificación antigua:
- B21D11/00 B21D […] › Curvado no limitado a los productos del tipo previsto en uno solo de los grupos B21D 5/00, B21D 7/00, B21D 9/00; Curvado no previsto en los grupos B21D 5/00 - B21D 9/00; Torsión.
- B21D53/88 B21D 53/00 […] › de otras partes de vehículos, p. ej. capós guardabarros.
- B23P15/00 B23P […] › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
- B60G21/055 B60G 21/00 […] › Barras estabilizadoras.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de fabricación de estabilizadores huecos.
Campo y Antecedentes de la invención
La presente invención se refiere a un procedimiento de fabricación de un estabilizador hueco utilizado para vehículos tales como automóviles o similares, y más concretamente, se refiere a una tecnología para aumentar su durabilidad en la medida de lo posible.
En los últimos años, se han montado estabilizadores en la mayoría de los vehículos con el fin de aumentar la resistencia al balanceo. Un estabilizador consiste en un estabilizador sólido que usa una barra redonda como material o un estabilizador hueco que utiliza un tubo como material con el fin de ahorrar peso. En el estabilizador, se fija una constante de resorte para cada tipo de automóvil con el fin de obtener la resistencia al balanceo necesaria para dicho automóvil. En consecuencia, se selecciona un determinado diámetro para el estabilizador sólido. En caso de cambiar el diseño de un estabilizador sólido a un estabilizador hueco con el fin de reducir el peso del automóvil, el diámetro exterior del estabilizador hueco necesariamente se hace más grande que el diámetro del estabilizador sólido, para mantener la resistencia al balanceo. Como resultado de ello, en el caso en que la misma carga aplicada en el estabilizador sólido se aplica en el estabilizador hueco, el esfuerzo generado es mayor en el estabilizador hueco. Un grado creciente de esfuerzo depende de la relación (espesor t/diámetro exterior D) del tubo de acero que forma el tubo y de un grado de ahorro de peso necesario en el estabilizador hueco.
En consecuencia, para que sea posible cambiar un diseño de un estabilizador sólido a un estabilizador hueco, es necesario seleccionar un tubo de acero óptimo para el material, aplicar un tratamiento térmico, idear un procedimiento de curvatura para minimizar daños tales como la compresión de una parte curvada o similares, aplicar un granallado en una superficie externa a fin de mejorar la durabilidad, y equivalentes.
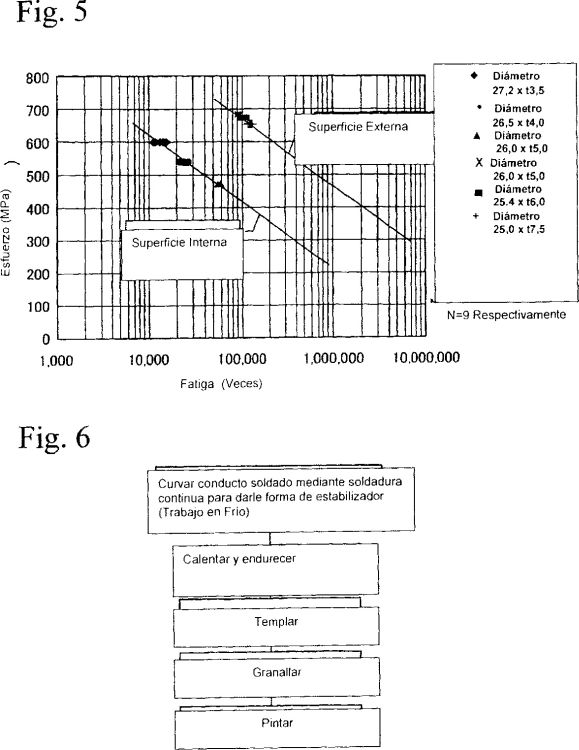
La figura 6 muestra un organigrama de un procedimiento general de fabricación de un estabilizador hueco convencional. Un tubo electrosoldado económico se usa como material del estabilizador hueco, y el tubo electrosoldado se corta con una longitud determinada y se curva con forma de estabilizador. Una máquina para curvar tubos NC (con control numérico) o similar se utiliza para formar la curvatura. En la máquina para curvar tubos NC, con el fin de restringir la compresión del material en el momento de la curvatura, la operación de curvatura se ejecuta, mientras se asegura la periferia externa del tubo electrosoldado, con un rodillo de curvar y se mueve una pieza de curvar por la periferia exterior del rodillo de curvar. A continuación, se aplica un tratamiento térmico, que comprende calentamiento, endurecimiento y templado, al producto curvado, se aplica granallado al mismo, y, posteriormente, un proceso de revestimiento, con lo cual se forma el estabilizador hueco.
La mayor parte del estabilizador hueco se forma con un material compuesto por un tubo delgado electrosoldado con una relación de espesor/diámetro (t/d) de entre el 10% y el 17%. Además, un cordón formado en el momento de la soldadura se deja en una superficie periférica interna del tubo electrosoldado, lo que constituye un defecto. En consecuencia, a fin de que sea posible cambiar el diseño al estabilizador hueco formado por el tubo electrosoldado como material, es necesario tener en cuenta la aplicación de un tratamiento térmico, la minimización de daños tales como la compresión de la parte curvada debido al diseño del procedimiento de curvatura, la detección y control de una posición de cordón, la aplicación de granallado y similares. Además, en cuanto al material, es necesario emplear un tubo electrosoldado grueso para hacer que el diámetro exterior sea lo más parecido posible al diámetro exterior del estabilizador sólido, reduciendo así el esfuerzo. Además, a fin de poner en práctica el diseño de la fase de fabricación y el lado del material como cambio de diseño del estabilizador hueco, es importante saber qué parte de la durabilidad del estabilizador sólido actualmente empleado satisface la durabilidad necesaria para un usuario con un exceso.
Además, como resultado de la mejora de la longevidad a la fatiga de una parte de superficie externa de conformidad con el granallado, una parte de superficie interna del estabilizador hueco al que normalmente no se le aplica granallado, a veces se convierte en una parte con la menor resistencia a la fatiga a pesar de que el esfuerzo que se genera es menor que el de la superficie externa. Dado que la relación de espesor del estabilizador hueco convencional es generalmente de aproximadamente el 15%, una diferencia de esfuerzo entre la parte de superficie externa y la parte de superficie interna es pequeña. Como resultado de ello, un punto de partida de una rotura por fatiga con frecuencia se mueve desde la parte de superficie externa a la parte de la superficie interna debido al granallado. En consecuencia, a fin de no reducir a la mitad el efecto obtenido al aplicar granallado a la parte de superficie externa, es conveniente hacer el diseño de modo que la parte de superficie interna no sea el punto de partida de la rotura por fatiga.
Además, el estabilizador hueco normalmente se curva en estado frío con la máquina para curvar tubos NC que tiene un uso general. En este proceso, la compresión del material en la parte curvada provoca una reducción de la resistencia a la fatiga. Además, con el fin de mejorar la táctica de producción, existe el requisito de curvar en conjunto partes correspondientes que se van a procesar en el tubo electrosoldado calentado, usando un molde de curvar normal. El proceso antes mencionado se puede ejecutar principalmente en las circunstancias actuales ya que el material está bastante comprimido.
En este caso, como procedimiento de fabricación del estabilizador hueco que emplea tubo electrosoldado grueso, se conoce una técnica que consiste en estirar un tubo electrosoldado con un espesor pequeño y un diámetro grande en un estado frío a fin de establecer un relación de espesor de entre el 18% y el 20%, y de aplicación de un tratamiento térmico y un granallado después de la formación. Sin embargo, en esta técnica, existe el problema de que el coste de fabricación llega a ser bastante alto debido a la ejecución del proceso de estiramiento.
La EP-A-1029720, considerada como preámbulo de la reivindicación 1, describe un procedimiento de fabricación en el que se comprime un tubo electrosoldado que tiene un diámetro grande de hasta un relación de espesor inferior a 0,2 en un estado tan caliente como para formar un tubo sin tratar, se estira el tubo sin tratar en frío a fin de hacer que la relación de espesor esté entre 0,2 y 0,27, y se aplica un recocido por eliminación de deformaciones y un granallado después de la formación. Sin embargo, de acuerdo con el procedimiento de fabricación, el coste de fabricación llega a ser bastante alto porque se ejecuta el proceso de estirado, y existe el problema de que el espesor máximo se limita debido a un límite en la capacidad de estirado en frío y a que la variedad de selección del diseño es reducida.
Breve descripción de la invención
Un propósito de la presente invención consiste en proporcionar, según la reivindicación 1, un procedimiento de fabricación de un estabilizador hueco que permita obtener un espesor deseado con una fase de fabricación de bajo coste para obtener una durabilidad necesaria, en virtud de lo cual el campo de selección de diseño es amplio y es posible que corresponda fácilmente a un cambio de diseño de un estabilizador sólido a un estabilizador hueco. Además, otro propósito de la presente invención consiste en proporcionar un estabilizador hueco que pueda generar como máximo una rotura por fatiga en una parte de superficie externa y lograr de manera suficiente un efecto de un granallado aplicado en la parte de superficie externa.
De conformidad con la presente invención, se proporciona un procedimiento de fabricación de un estabilizador hueco, que comprende: una fase de compresión de tubo para comprimir un tubo electrosoldado dentro de un rango de temperaturas de un estado caliente o un estado templado a fin de obtener una relación de espesor en correspondencia con un diámetro exterior de entre el 20% y el 35%; una fase de formación para formar el tubo electrosoldado comprimido con la forma de estabilizador en un estado frío o en un estado caliente; una fase de aplicación de un tratamiento térmico a un estabilizador medio terminado;...
Reivindicaciones:
1. Procedimiento de fabricación de un estabilizador hueco que comprende:
- - una fase de compresión de un tubo electrosoldado para obtener una relación predeterminada entre un espesor y un diámetro interior;
- - una fase de formación para formar el tubo electrosoldado comprimido con la forma del estabilizador;
- - una fase de aplicación de un tratamiento térmico al estabilizador semiacabado;
- - una fase de granallado para granallar por impacto sobre el estabilizador semiacabado; y
- - una fase de revestimiento del estabilizador semiacabado,
caracterizado porque la fase de compresión del tubo se realiza en un rango de temperaturas de únicamente un estado caliente o un estado templado para obtener un relación entre un espesor y un diámetro exterior de entre 20 y 35%; y la fase de formación se realiza en un estado frío o en un estado caliente.
2. Procedimiento según la reivindicación 1, caracterizado porque una parte de superficie externa del tubo se trata mediante granallado.
Patentes similares o relacionadas:
Articulación de rótula, del 15 de Julio de 2020, de NHK SPRING CO.LTD.: Una articulación de rótula (1b) que comprende: un perno de bola que tiene una porción de perno (10s) con un extremo que está acoplado a un cuerpo […]
Procedimiento para producir un estabilizador hueco, del 22 de Abril de 2020, de NHK SPRING CO.LTD.: Un procedimiento para fabricar un estabilizador hueco , que se proporciona en un vehículo y comprende: una porción de torsión (1a) que se extiende en la dirección […]
Unión estabilizadora y procedimiento de fabricación para la misma, del 1 de Abril de 2020, de NHK SPRING CO.LTD.: Unión estabilizadora formada mediante moldeo por inyección utilizando una resina que contiene fibras de refuerzo, que comprende una barra […]
Suspensión de eje en tándem neumática para un par de ejes traseros de un vehículo, en particular un vehículo de mercancías pesado, del 20 de Noviembre de 2019, de IVECO MAGIRUS AG: Suspensión de eje en tándem neumática para un par de ejes traseros de un vehículo, en particular un vehículo pesado de mercancías, comprendiendo […]
Tubería de acero soldada de alta resistencia de calibre grueso y resistencia eléctrica excelente en la capacidad de endurecimiento, la trabajabilidad en caliente y la resistencia a la fatiga y método de producción de la misma, del 24 de Julio de 2019, de NIPPON STEEL CORPORATION: Tubería de acero soldada de alta resistencia de calibre grueso y resistencia eléctrica excelente en la capacidad de endurecimiento, la trabajabilidad en […]
 Barra estabilizadora y método para su fabricación, del 26 de Junio de 2019, de NHK SPRING CO.LTD.: Método para fabricar una barra estabilizadora , comprendiendo el método:
preparar una barra de soporte sólida o una barra de soporte hueca hecha de un […]
Barra estabilizadora y método para su fabricación, del 26 de Junio de 2019, de NHK SPRING CO.LTD.: Método para fabricar una barra estabilizadora , comprendiendo el método:
preparar una barra de soporte sólida o una barra de soporte hueca hecha de un […]
Casquillo para estabilizador y método de fijación, del 19 de Junio de 2019, de NHK SPRING CO.LTD.: Un casquillo para un estabilizador, que comprende: una parte de orificio (100A, 200A) en la cual se inserta una barra del estabilizador […]
Método de fabricación de estabilizador y dispositivo de calentamiento, del 13 de Junio de 2019, de NHK SPRING CO.LTD.: Un método para producir un estabilizador usando un miembro hueco (100A) que incluye una parte de sección transversal variable (114, 114A, 115, 115A) en […]