Cubierta de bote para un extremo de bote.
Una cubierta (210) de bote de lámina de metal que tiene un eje central vertical (11) y una corona (242) periféricarizada adaptada para estar doblemente engatillada a una porción de extremo de un cuerpo (50) de bote formado delámina de metal,
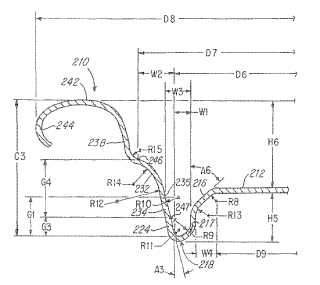
comprendiendo dicha cubierta (210) un panel central circular (212) conectado a una pared interior(217) de un avellanado (218), teniendo dicho avellanado (218) una pared exterior (224) y una configuración consección transversal generalmente en forma de U, y una pared de mandril (234, 232) que se extiende desde dichapared exterior (224) de dicho avellanado (218) hasta una pared interior (238) de dicha corona (242),
caracterizada porque
dicho panel central circular (212) está conectado a la pared interior (217) del avellanado (218) por una pared depanel inclinada (216), teniendo dicha pared de panel inclinada (216) superficies interior y exterior, siendo cada unarecta en su sección transversal axial y extendiéndose hasta una porción de pared vertical según un ángulo (A6)entre 30° y 60° en relación con dicho eje central ( 11).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2004/031893.
Solicitante: CONTAINER DEVELOPMENT, LTD.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 7810 MCEWEN ROAD DAYTON, OH 45459 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BATHURST,Jess,N, STODD,PETER R.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D51/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
PDF original: ES-2394174_T3.pdf
Fragmento de la descripción:
Cubierta de bote para un extremo de bote Antecedentes de la invención La presente invención se refiere a la construcción o formación de una cubierta de bote de lámina de metal o aluminio y extremo de bote que tiene un reborde periférico o corona, que está doblemente engatillado a la porción de borde superior de un cuerpo de bote de lámina de metal o aluminio. Un extremo de bote de este tipo se forma a partir de una cubierta de bote de lámina de metal, por ejemplo, una cubierta producida con utillaje, como se describe en la Patente de Estados Unidos Nº 5.857.374 del solicitante. Normalmente, la cubierta de bote formada incluye un panel central circular que se extiende hasta un panel de pared que se extiende hasta o forma también la pared interior de una nervadura de refuerzo o avellanado que tiene una configuración de sección transversal en forma de U. El avellanado está conectado por una pared de mandril generalmente troncocónica a una corona anular que se forma con un rizo periférico. Para los envases de bebidas, el panel central de la cubierta está normalmente provisto de una pestaña abierta E-Z, y después de que el cuerpo del bote se llena con una bebida, la corona periféricamente rizada de la cubierta está doblemente engatillada a la porción del extremo superior del cuerpo del bote.
Cuando el cuerpo del bote se llena con una bebida carbonatada o una bebida que debe estar pasteurizada a alta temperatura, es esencial para el extremo de bote tener una resistencia al pandeo sustancial para soportar la bebida a presión, por ejemplo, una resistencia al pandeo de al menos 620 kPa (90 psi) . Tal resistencia a la presión de "pandeo" y presión de "oscilación" se describe en detalle en la patente de Estados Unidos Nº 4.448.322. También es deseable minimizar el peso de la lámina de metal o de aluminio en el extremo de bote sin reducir la resistencia al pandeo. Esto se logra ya sea reduciendo el espesor o calibre de la lámina de metal plana a partir de la que la cubierta de bote se extrae y forma y/o reduciendo el diámetro del corte circular en blanco de la lámina de metal para formar la cubierta de bote.
Ha habido muchas cubiertas de lámina de metal y extremos de bote construidos o propuestos para aumentar la resistencia al pandeo del extremo de bote y/o reducir el peso de la lámina de metal dentro del extremo de bote, sin reducir la resistencia al pandeo. Por ejemplo, las Patentes de Estados Unidos N° 3.843.014, N° 4.031.837, N° 4.093.102, la Nº 4.448.322 mencionada anteriormente, Nº 4, 790.705, Nº 4.808.052, Nº 5.046.637, Nº 5.527.143, Nº 5.685.189, Nº 6.065.634, Nº 6.089.072, N ° 6.102.24 3, N ° 6.460.723 y Nº 6.499.622 describen diversas formas y configuraciones de las cubiertas de bote y extremos de bote y las distintas dimensiones y configuraciones que se han propuesto o utilizado para aumentar la resistencia al pandeo de un extremo de bote y/o reducir el metal en el extremo de bote. Además, la solicitud PCT publicada Nº WO 98/34743 describe una modificación de la cubierta de bote y extremo de bote descritos en la citada Patente Nº 6.065.634. Además de aumentar la resistencia la relación de resistencia al pandeo/peso de un extremo de bote, es deseable para formar la cubierta de bote de modo para que haya un mínimo de modificaciones necesarias para el extenso utillaje que existe en el campo para la adición de las pestañas abiertas E-Z a las cubiertas de bote y para engatillas doblemente las cubiertas de bote a los cuerpos de bote. Aunque algunas de las cubiertas de bote y extremos de bote desvelados en las patentes anteriores proporcionan algunas de las características estructurales deseables, ninguna de las patentes proporciona todas las características.
Sumario de la invención La presente invención se refiere a una cubierta de lámina de metal y extremo de bote mejorados y a un procedimiento para formar el extremo de bote que proporciona las características y ventajas deseables mencionadas anteriormente, incluyendo una reducción significativa en el diámetro en blanco para formar una cubierta de bote y un aumento significativo en la relación de resistencia/peso del extremo de bote resultante. Una cubierta de bote y extremo de bote formado de acuerdo con la invención no sólo aumenta la resistencia al pandeo del bote final sino que también minimiza los cambios o modificaciones en el utillaje existente para añadir las pestañas abiertas E-Z a las cubiertas de bote, y para engatillar doblemente las cubiertas de bote a los cuerpos de bote.
De acuerdo con una realización de la invención, la cubierta de bote y extremo de bote están formados con una altura total entre la corona y el avellanado de menos de 6, 1 mm (0, 240 pulgadas) y preferiblemente menos de 5, 8 mm (0, 230 pulgadas) , y el avellanado tiene una pared exterior generalmente cilíndrica y una pared interior conectada a una pared del panel curvado. Una pared de mandril generalmente troncocónica se extiende desde la pared exterior del avellanado hasta la pared interior de la corona y tiene una porción de pared superior que se extiende según un ángulo de al menos 16° con relación al eje central de la cubierta, y preferiblemente entre 25° y 30°. El avellanado puede tener una pared inferior generalmente plana o una pared interior inclinada que conecta con la pared exterior del avellanado con un pequeño radio sustancialmente menor que la anchura radial de la pared inferior, y la anchura interior del avellanado en su parte inferior es menor que el radio de la pared del panel.
De acuerdo con las modificaciones de la invención, una cubierta de bote y un extremo de bote tienen algo de la estructura anterior y con la unión de una porción de pared inferior de la pared de mandril y la pared exterior del avellanado estando sustancialmente por debajo del panel central. La porción de pared inferior del avellanado se extiende según un ángulo menor que el ángulo de la porción de pared superior con relación al eje central y está
conectado a la porción de pared superior por una porción de pared corta que proporcionándole a la pared de mandril un descanso o placa de choque o una ligera configuración en S-curvada. El avellanado tiene un radio de curvatura sustancialmente menor que el radio de curvatura o anchura radial de la pared del panel, y la anchura inferior interior del avellanado es también menor que el radio o anchura radial de la pared del panel, y preferiblemente menor que 0, 889 mm (0, 035 pulgadas) . En una realización preferida, el avellanado tiene una porción de pared inferior inclinada, y la pared del panel tiene una porción de pared plana inclinada.
Otras características y ventajas de la invención serán evidentes a partir de la siguiente descripción, los dibujos adjuntos y las reivindicaciones adjuntas.
Breve descripción de los dibujos Las Figuras 1 a 12 no forman parte de la invención reivindicada, pero muestran realizaciones útiles para la comprensión de la presente invención.
La Figura 1 es una sección transversal vertical a través de una cubierta de bote de lámina de metal;
La Figura 2 es una sección fragmentaria ampliada de la cubierta de bote de la Figura 1;
La Figura 3 es una sección más pequeña fragmentaria de la cubierta de bote de la Figura 2 y que muestra la cubierta de bote convirtiéndose en un extremo de bote con un mandril de doble engatillado y un rodillo de primera etapa;
La Figura 4 es una sección fragmentaria similar a la Figura 3 y que muestra un extremo de bote de doble engatillado con el mandril y un rodillo de segunda etapa;
La Figura 5 es una sección fragmentaria ampliada del extremo de bote de doble engatillado mostrado en la Figura 4 y con un fragmento del mandril de doble engatillado modificado;
La Figura 6 es una sección similar a la Figura 1 y que muestra un extremo de bote de doble engatillado;
La Figura 7 es una sección fragmentaria ampliada similar a la Figura 2 y que muestra una cubierta de bote modificada;
La Figura 8 es una sección fragmentaria ampliada similar a la Figura 5 y que muestra la cubierta de bote de la Figura 7 doblemente engatillada en un cuerpo de bote;
La Figura 9 es una sección fragmentaria ampliada similar a la Figura 7;
La Figura 10 ilustra el apilamiento y anidamiento de las cubiertas de bote formadas como se muestra en la Figura 9;
La Figura 11 es una sección fragmentaria ampliada de la pared de mandril de la que se muestra en la Figura 9;
La Figura 12 es una sección fragmentaria ampliada similar a la Figura 9; y
La Figura 13 es una sección fragmentaria ampliada similar a la Figura 12 y que muestra una cubierta de bote formada de acuerdo con la presente invención.
Descripción de las realizaciones preferidas... [Seguir leyendo]
Reivindicaciones:
1. Una cubierta (210) de bote de lámina de metal que tiene un eje central vertical (11) y una corona (242) periférica rizada adaptada para estar doblemente engatillada a una porción de extremo de un cuerpo (50) de bote formado de lámina de metal, comprendiendo dicha cubierta (210) un panel central circular (212) conectado a una pared interior
(217) de un avellanado (218) , teniendo dicho avellanado (218) una pared exterior (224) y una configuración con sección transversal generalmente en forma de U, y una pared de mandril (234, 232) que se extiende desde dicha pared exterior (224) de dicho avellanado (218) hasta una pared interior (238) de dicha corona (242) ,
caracterizada porque dicho panel central circular (212) está conectado a la pared interior (217) del avellanado (218) por una pared de panel inclinada (216) , teniendo dicha pared de panel inclinada (216) superficies interior y exterior, siendo cada una recta en su sección transversal axial y extendiéndose hasta una porción de pared vertical según un ángulo (A6) entre 30° y 60°en relación con dicho eje central ( 11) .
2. Una cubierta (210) de acuerdo con la reivindicación 1, en la que dicha pared de mandril (234, 232) tiene una porción de pared inferior inclinada (234) que se extiende desde dicha pared exterior (224) de dicho avellanado (218) y una porción de pared superior (232) que se extiende hacia arriba y lateralmente hacia fuera desde dicha porción de pared inferior (234) y que está conectada a dicha pared interior (238) de dicha corona (242) a través de una unión (246) .
3. Una cubierta (210) de acuerdo con la reivindicación 1 ó 2, en la que dicho panel de pared (216) tiene una anchura radial (W4) mayor que la anchura radial horizontal (W1) de dicho avellanado (218) desde dicha porción de pared vertical hasta dicha pared exterior de dicho avellanado (218) adyacente a la parte inferior de dicho avellanado (218) .
4. Una cubierta (210) de acuerdo con una de las reivindicaciones 1 a 3, en la que dichas superficies interior y exterior de dicha pared de panel inclinada (216) están extendidas hasta dicha pared vertical según un ángulo (A6) de aproximadamente 45° en sección transversal axial co n respecto a dicho eje central (11) .
5. Una cubierta (210) de acuerdo con una de las reivindicaciones 1 a 4, en la que dicha porción de pared inferior
(234) de dicha pared de mandril está extendida según un ángulo de aproximadamente 14° con relación a dicho eje central (11) .
6. Una cubierta (210) de acuerdo con una de las reivindicaciones 1 a 5, en la que dicha pared interior de dicho avellanado (218) está curvada y tiene un radio de curvatura (R9) de aproximadamente 0, 737 mm .
7. Una cubierta (210) de acuerdo con una de las reivindicaciones 1 a 6, en la que dicha porción de pared inferior
(234) de dicha pared de mandril y dicha porción de pared superior (232) de dicha pared de mandril están conectadas por una porción de pared que forma la ruptura (235) , dicha unión (246) y dicha porción de pared que forma la ruptura (235) formando puntos extremos para dicha porción de pared superior (232) de dicha pared de mandril.
8. Una cubierta (210) de acuerdo con la reivindicación 7, en la que dichas superficies interior y exterior de dicha pared de panel (216) están extendidas hasta dicha pared vertical según un ángulo de aproximadamente 45° en sección transversal axial con respecto a dicho eje central (11) .
9. Una cubierta (210) de acuerdo con la reivindicación 7, en la que dicha porción de pared inferior (224) de dicha pared de mandril está extienda según un ángulo (A3) de aproximadamente 14° con respecto a dicho eje central (11) .
Patentes similares o relacionadas:
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada, del 29 de Abril de 2020, de BALL CORPORATION: Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende: proporcionar el cierre de extremo que comprende un ribete […]
Procedimiento y maquinaria para orientar y formar una placa para morrión para tapones de corcho, del 21 de Agosto de 2019, de MEC PROJECT DI BROSSA ROBERTO: Maquinaria para orientar y formar una placa para un morrión para tapones de corcho, que comprende una unidad de formación para estampar en una […]
Método y aparato para formar un extremo de lata moldurado, del 6 de Junio de 2019, de ALFONS HAAR INC.: Un método para formar un extremo de lata en una prensa de conformación, el método comprende: posicionar una hoja de material entre un conjunto de punzón […]
Procedimiento para la fabricación de un extremo de apertura fácil, del 22 de Abril de 2019, de JFE STEEL CORPORATION: Procedimiento para la fabricación de un extremo de una lata de apertura fácil, en el que la etapa de formar un marcado por prensado […]
Procedimiento para la fabricación de un bote con una tapa de apertura rápida, así como bote con una tapa de apertura rápida, del 30 de Noviembre de 2016, de SOUDRONIC AG: Procedimiento para la fabricación de un bote de metal con una tapa de apertura rápida , - formándose un borde superior del cuerpo de bote , cuyo […]
 Horno mecánico continuo y procedimiento para secado del sellante de tapas, del 3 de Diciembre de 2015, de MECÁNICA 93, S.L: Horno mecánico continuo y procedimiento para secado del sellante de tapas.
Horno mecánico continuo, para secado del sellante de tapas de frascos, botellas o tarros, que comprende […]
Horno mecánico continuo y procedimiento para secado del sellante de tapas, del 3 de Diciembre de 2015, de MECÁNICA 93, S.L: Horno mecánico continuo y procedimiento para secado del sellante de tapas.
Horno mecánico continuo, para secado del sellante de tapas de frascos, botellas o tarros, que comprende […]
Disposición para formar un bucle de cinta y procedimiento y dispositivo para fabricar tapas rasgables, del 3 de Junio de 2015, de SOUDRONIC AG: Disposición que está prevista y configurada para formar un bucle de cinta entre un rollo de reserva de cinta accionado para desenrollamiento y un […]
Aparato de reconfiguración de un cierre terminal de recipiente metálico y uso de dicho aparato, del 20 de Mayo de 2015, de BALL CORPORATION: Un aparato de reconfiguración de un cierre terminal metálico que comprende un gancho de cubierta periférico, una pared de presión que […]