ENVASE CON UNA TAPA DESGARRABLE, TAPA DESGARRABLE Y ANILLO DE TAPA DESGARRABLE.
Envase (1) que comprende un casco de envase (4) y una tapa desgarrable (2,
28), con un anillo de tapa desgarrable hecho de metal, que forma la abertura de extracción (26) del envase, y con una película desgarrable (25) que cierra la abertura de extracción (26) de la tapa desgarrable, caracterizado porque el canto de corte (3) de la abertura de extracción (26) producido al troquelar el anillo de tapa desgarrable para formar la abertura de extracción está situado en la zona de fijación (6) de la tapa al casco (4) del envase y está confinado entre el casco de envase revestido y la tapa desgarrable revestida
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07018875.
Solicitante: SOUDRONIC AG.
Nacionalidad solicitante: Suiza.
Dirección: INDUSTRIESTRASSE 35,8962 BERGDIETIKON.
Inventor/es: OBERHOLZER, MARCEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Septiembre de 2007.
Fecha Concesión Europea: 14 de Abril de 2010.
Clasificación Internacional de Patentes:
- B65D17/08
- B65D17/50A1
- B65D7/36
Clasificación PCT:
- B65D17/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › Recipientes rígidos o semirrígidos especialmente concebidos para ser abiertos cortando, perforando, o rasgando elementos o partes frágiles (elementos de cierre interno frágiles asociados a capuchones, tapas o cubiertas B65D 51/20).
- B65D17/50 B65D […] › B65D 17/00 Recipientes rígidos o semirrígidos especialmente concebidos para ser abiertos cortando, perforando, o rasgando elementos o partes frágiles (elementos de cierre interno frágiles asociados a capuchones, tapas o cubiertas B65D 51/20). › Elementos frágiles que no forman parte del recipiente, aplicados a aberturas preformadas o insertados en ellas, p. ej. bandas de desgarro o tapones de plástico (B65D 53/08 tiene prioridad).
- B65D6/30 B65D […] › B65D 6/00 Recipientes en los que el cuerpo se forma por interconexión o unión de dos o más componentes rígidos o sensiblemente rígidos, constituidos total o principalmente de metal, materia plástica, madera o un material que los sustituye (recipientes de sección transversal curva B65D 8/00; construidos especialmente para ser abiertos cortando, perforando o rasgando partes de un lado B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › formados por enrollado o por enrollado y presión.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Envase con una tapa desgarrable, tapa desgarrable y anillo de tapa desgarrable.
Antecedentes de la invención
La invención concierne a un envase con una tapa desgarrable. Además, la invención concierne a una tapa desgarrable para un envase y a un anillo de tapa desgarrable como el que se emplea para formar una tapa desgarrable. Asimismo, la invención concierne a un procedimiento para fabricar un envase con una tapa desgarrable y a un procedimiento para fabricar una tapa desgarrable o un anillo de tapa desgarrable.
Estado de la técnica
Es conocido el recurso de realizar tapas para recipientes o envases a manera de latas o botes como tapas metálicas fijadas permanentemente sobre el lado superior del envase, las cuales forman una abertura de extracción que, hasta el primer uso del contendido del recipiente, está cerrada por una película arrancable aplicada mediante sellado en caliente, especialmente una película metálica o una película compuesta. Una tapa adicional de plástico dispuesta sobre la tapa metálica hace que el envase pueda cerrarse nuevamente durante el período de consumo de su contenido. Las figuras 1 a 8 muestran un envase de esta clase y sirven para explicar pasos de fabricación durante la producción de tales tapas según el estado de la técnica.
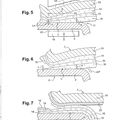
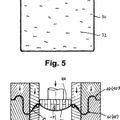
Los dispositivos de mecanización para fabricar tapas metálicas con película arrancable presentan en general, en un bastidor de máquina, varias estaciones de mecanización dispuestas en forma lineal o circular, así como un equipo de transporte que transporta las tapas desde el principio del equipo, en donde unas partes de tapa preformadas llegan al equipo, hasta el final de dicho equipo, en donde las tapas terminadas llegan a unas bandejas de almacenamiento a través de planos inclinados. La figura 2 muestra (sólo en forma fragmentaria) unas piezas brutas de tapa metálicas apiladas 20 como ejemplo de partes de tapa. Estas piezas brutas 20 son, por ejemplo, discos metálicos redondos de, por ejemplo, 11 cm de diámetro. Naturalmente, son posibles, sin más medidas, otras formas básicas, por ejemplo discos cuadrados, ovalados o rectangulares, y otros diámetros. Las piezas brutas 20 se han preformado ya por su borde en una máquina de mecanización no representada, tal como esto se explica más tarde con ayuda de la figura 2. Esta conformación del borde es adecuada para una unión de engatillado de la tapa y el casco del envase. En la figura 2 y en las figuras siguientes se representa solamente un respectivo sector del disco completo a fin de simplificar el dibujo. En la primera estación de mecanización se troquela una abertura 26 en el disco por medio de una mecanización de troquelado con un útil superior y un útil inferior, lo que puede apreciarse en la figura 3, en la que el borde de la abertura se ha designado con 21 y el disco redondo troquelado se ha designado con 27. En la siguiente estación de mecanización se efectúa una tracción del borde 21 hacia abajo, con lo que se logra el recorrido 22 del borde que se muestra en la figura 4. Las piezas brutas de tapa 20 de forma anular llegan ahora a otra estación de mecanización en la que se coloca una película 25 sobre la abertura 26 de la tapa y se la fija allí mediante sellado en caliente, lo que puede apreciarse en las figura 5 y 6. La película metálica 25 está provista para ello, de manera conocida, de una capa de plástico en su lado inferior. La pieza cortada necesaria de la película 25 se troquela en general a partir de una banda de película ancha y se la coloca sobre el rebajo central o la abertura de tapa del disco de forma anular, y mediante la estación de sellado en caliente se aprieta la película bajo acción de calor contra el rebajo redondo de la parte 20, con lo que la película 25 se une herméticamente con la tapa 20 por fusión y enfriamiento subsiguiente de la capa de plástico. Esto es conocido y no se explica aquí con más detalle. Para el enfriamiento puede estar prevista en todo caso una estación de mecanización en frío. En otra estación de mecanización se provee la película 25 con una estampación 24 (figura 7) y se rebordea adicionalmente el borde 22 hasta obtener el borde acabado 23. Se pueden prever aquí diferentes formas de rebordeado.
Los requisitos que se imponen a tales tapas de contenedores corresponden a los que se imponen a tapas convencionales para envases de chapa u otros envases o cuerpos de recipiente. Pertenece a éstos la resistencia a la corrosión no sólo frente a influencias externas, sino especialmente también frente al producto de carga, que no es raro que sea químicamente agresivo. Particularmente en el caso de productos de carga húmedos o mojados, la corrosión es problemática en cuanto a la larga duración de almacenamiento como la que se exige en recipientes de la clase citada. Para impedir la corrosión, la chapa con la que se fabrican las tapas de chapa o los anillos de tapa consistentes en chapa está revestida. El revestimiento de la chapa es conocido para el experto; consiste generalmente, por el lado interior del envase, en politereftalato de etileno (PET) o un termobarniz de alta resistencia que sea rebordeable y que resista también a un producto de carga agresivo durante el período de almacenamiento requerido de, a veces, varios años. El lado exterior se reviste con polipropileno (PP) o un barniz con partículas de PP, ya que, aun cuando tal revestimiento es sólo reducidamente rebordeable (es decir, mecánicamente solicitable), se utiliza preferiblemente PP como medio de pegado o de sellado de la película desgarrable, el cual a su vez se adhiere con calidad suficiente solamente sobre una superficie revestida de PP. Tanto el revestimiento de PET como el revestimiento de PP se han probado y acreditado a escala industrial.
No obstante, ya no está revestido el canto de corte 21 que se origina al formar la abertura 26 de la tapa. En cualquier caso, un canto de corte en bruto en el lado interior del anillo de tapa no sigue siendo problemático en el caso de un producto de carga seco y un corto período de almacenamiento; sin embargo, la consecuencia general es una corrosión que puede influir sobre el producto de carga de manera no deseada y puede perjudicar al sabor de, por ejemplo, alimentos. Como es sabido, se hace frente a esta consecuencia dotando al anillo de tapa en su lado interior con una zona de borde enrollada hacia dentro en el canto de corte, esto es, un llamado "retort-curl". Se oculta así el canto de corte en bruto por medio de una zona superficial del anillo de tapa y este canto ya no es accesible en la mayoría de los casos para el producto de carga. En esta solución son desventajosos los costes de producción relativamente altos que se originan especialmente por la parte del útil. Sin embargo, es desventajoso sobre todo el hecho de que el retort-curl no se puede producir hasta hoy en día en grandes series, para producción en masa, con la calidad alta y uniforme requerida. Unas desviaciones solamente mínimas en la producción conducen a una formación irregular del retort-curl de tal manera que el canto de corte no queda fiablemente cubierto. Ya una ligera variación en la sección transversal del tramo de pared enrollado hacia dentro conduce a que el canto de corte no se aplique continuamente a la zona superficial correspondiente del anillo de tapa, con lo que el producto de carga puede llegar al canto de corte no revestido.
Se ha dado a conocer en el documento WO 01/07330 una solución en la que se troquela un anillo de tapa a partir de chapa no revestida. Esto tiene la consecuencia de que la parte interior troquelada, que, naturalmente, está también sin revestir, pueda utilizarse de nuevo fácilmente, lo que reduce los costes del material de los anillos de tapa fabricados de manera correspondiente. El subsiguiente revestimiento del anillo de tapa conformado tiene que realizarse como un revestimiento con polvo, ya que no se pueden aplicar los métodos convencionales adecuados para el revestimiento de planchas de chapa. Esta solución trae consigo, por un lado, el que se revista también el canto de corte; sin embargo, es desventajoso que el revestimiento con polvo de un cuerpo geométricamente complicado, por ejemplo un anillo de tapa, es difícilmente conseguible con la calidad requerida y, por consiguiente, sólo condicionalmente es apto para la industria. Se conoce por el documento WO 2006/092073 el recurso de revestir el canto de corte por separado con material termofusible. El documento EP-A-0 090 957 propone replegar la zona del borde de la abertura de la tapa hacia el lado exterior de esta tapa, con lo que el canto de corte viene a quedar por fuera del espacio para el producto de carga del envase. Sin embargo, esto dificulta la aplicación de la película...
Reivindicaciones:
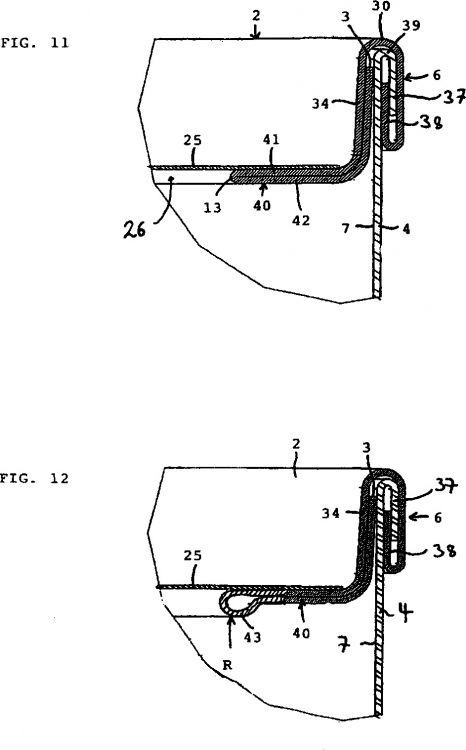
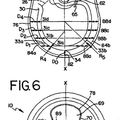
1. Envase (1) que comprende un casco de envase (4) y una tapa desgarrable (2, 28), con un anillo de tapa desgarrable hecho de metal, que forma la abertura de extracción (26) del envase, y con una película desgarrable (25) que cierra la abertura de extracción (26) de la tapa desgarrable, caracterizado porque el canto de corte (3) de la abertura de extracción (26) producido al troquelar el anillo de tapa desgarrable para formar la abertura de extracción está situado en la zona de fijación (6) de la tapa al casco (4) del envase y está confinado entre el casco de envase revestido y la tapa desgarrable revestida.
2. Envase según la reivindicación 1, caracterizado porque la tapa desgarrable (2) está unida al casco (4) del envase por medio de una unión de engatillado (6).
3. Envase según la reivindicación 1 ó 2, caracterizado porque el canto de corte (3) está situado en el lado interior (7) del casco.
4. Envase según cualquiera de las reivindicaciones 1 a 3, caracterizado porque el canto de corte (3) está situado entre el lado interior (7) del casco y la pared de núcleo (34) de la tapa.
5. Envase según la reivindicación 2, caracterizado porque el canto de corte está situado en la unión de engatillado (6).
6. Envase según cualquiera de las reivindicaciones 1 a 5, caracterizado porque el canto de corte (3) está cubierto por una masa (8) que preferiblemente es la masa de junta de una unión de engatillado de la tapa desgarrable con el casco del envase.
7. Envase según cualquiera de las reivindicaciones 1 a 6, caracterizado porque el radio de plegado del borde (43) de la tapa en la abertura de extracción (26) es mayor o igual que 1 milímetro.
8. Tapa desgarrable (2) para un envase según cualquiera de las reivindicaciones 1 a 7, caracterizada porque el canto de corte (3) ha sido reconducido hasta la zona de la pared de núcleo (34) de la tapa de modo que, al realizar la fijación preestablecida de la tapa desgarrable al casco (4) de un envase, dicho canto de corte (3) venga a quedar situado en la zona de fijación (6) de la tapa desgarrable al casco (4) del envase y pueda ser confinado entre el casco revestido del envase y la tapa desgarrable revestida.
9. Tapa desgarrable según la reivindicación 8, caracterizada porque el radio de plegado del borde de plegado (43) en la abertura de extracción (26) es mayor o igual que 1 milímetro.
10. Anillo (2) de tapa desgarrable para una tapa desgarrable según cualquiera de las reivindicaciones 8 ó 9, caracterizado porque el canto de corte (3) ha sido llevado hasta la zona de la pared de núcleo (34) de la tapa de modo que, al efectuar la fijación preestablecida de la tapa desgarrable al casco (4) de un envase, dicho canto de corte (3) venga a quedar situado en la zona de fijación (6) de la tapa desgarrable al casco (4) del envase y pueda ser confinado entre el casco revestido del envase y la tapa desgarrable revestida.
11. Procedimiento para fabricar un envase (1) con una tapa desgarrable (2) que presenta un anillo de tapa desgarrable que forma la abertura de extracción (26) del envase, caracterizado porque se efectúa en la tapa desgarrable la formación de la abertura de extracción (26) de tal manera que, al replegar el canto de corte (3) de la abertura de extracción obtenido al troquelar el anillo de tapa desgarrable para formar la abertura de extracción, se forme una pestaña doble (40, 41, 42) y el canto de corte sea llevado hasta la zona de la pared de núcleo (34) de la tapa, y porque se fija la tapa desgarrable al casco (4) del envase con una unión de engatillado (6), alojándose el canto de corte entre la pared de núcleo (34) de la tapa y el lado interior (7) del casco.
12. Procedimiento según la reivindicación 11, caracterizado porque se prevé la masa de junta (8) de la unión de engatillado de tal manera que esta masa cubra el canto de corte (3).
13. Procedimiento para fabricar una tapa desgarrable (2) o un anillo de tapa desgarrable de metal, caracterizado porque se efectúa en la tapa desgarrable o en el anillo de tapa desgarrable la formación de su abertura de extracción (26) de tal manera que, al replegar el canto de corte (3) de la abertura de extracción obtenido al troquelar el anillo de tapa desgarrable para formar la abertura de extracción, se forme una pestaña doble (40, 41, 42) y se lleve el canto de corte (3) hasta la zona de la pared de núcleo (34) de la tapa, con lo que, al efectuar la fijación preestablecida de la tapa desgarrable al casco (4) de un envase, el canto de corte (3) de la abertura de extracción (26) viene a quedar situado en la zona de fijación (6) de la tapa al casco (4) del envase y puede ser confinado entre el casco revestido del envase y la tapa desgarrable revestida.
Patentes similares o relacionadas:
 EXTREMO DE LATA PARA UN RECIPIENTE, del 13 de Septiembre de 2010, de REXAM BEVERAGE CAN COMPANY: Un miembro de extremo para un recipiente que tiene una pared lateral circunferencial, teniendo el miembro de extremo un borde de costura periférico […]
EXTREMO DE LATA PARA UN RECIPIENTE, del 13 de Septiembre de 2010, de REXAM BEVERAGE CAN COMPANY: Un miembro de extremo para un recipiente que tiene una pared lateral circunferencial, teniendo el miembro de extremo un borde de costura periférico […]
SISTEMA DE UNION ENTRE LA PARED Y BASES DE UN RECIPIENTE METALICO., del 1 de Marzo de 1987, de T.M.T.,NAAMLOZE VENNOOTSCHAP: SISTEMA DE UNION ENTRE PARED Y BASES DE UN RECIPIENTE METALICO. CONSISTENTE EN INTERPONER, ENTRE LOS FONDOS Y LAS CARAS DEL RECIPIENTE, UNA JUNTA DE ESTANQUEIDAD […]
RECIPIENTE, del 2 de Septiembre de 2011, de IMPRESS GROUP B.V.: Recipiente , que comprende un borde de abertura del recipiente, y una membrana que comprende, por lo menos, una lengüeta de la membrana, […]
ANILLO DE TAPA COMPRENDIENDO UN NERVIO PLANO INCLINADO, del 27 de Junio de 2011, de IMPRESS METAL PACKAGING S.A.: Tapa compuesta de un anillo de tapa y capa de cierre para un plegado en un cuerpo y con una conexión periférica de una capa de cierre sellada, que recubre un espacio […]
 PROCEDIMIENTO PARA PREPARAR Y FORMAR UNA TAPA, Y TAPA, del 27 de Abril de 2011, de IMPRESS GROUP B.V.: Procedimiento para preparar y formar una tapa a partir de un anillo de tapa y de una hoja central, en el cual: - el anillo de tapa se extiende radialmente hacia fuera […]
PROCEDIMIENTO PARA PREPARAR Y FORMAR UNA TAPA, Y TAPA, del 27 de Abril de 2011, de IMPRESS GROUP B.V.: Procedimiento para preparar y formar una tapa a partir de un anillo de tapa y de una hoja central, en el cual: - el anillo de tapa se extiende radialmente hacia fuera […]
 TAPA DE CIERRE RESISTENTE AL DESPEGUE Y RESISTENTE A LA ROTURA CON ANILLO DE TAPA, del 4 de Marzo de 2011, de IMPRESS GROUP B.V.: Tapa ensamblable con anillo de tapa apropiada para el ensamblaje en un borde de encaje de un cuerpo de lata, en la que - el anillo de tapa (10, 10a) presenta […]
TAPA DE CIERRE RESISTENTE AL DESPEGUE Y RESISTENTE A LA ROTURA CON ANILLO DE TAPA, del 4 de Marzo de 2011, de IMPRESS GROUP B.V.: Tapa ensamblable con anillo de tapa apropiada para el ensamblaje en un borde de encaje de un cuerpo de lata, en la que - el anillo de tapa (10, 10a) presenta […]
 TAPA DE RECIPIENTE CON UNA MEMBRANA DESPRENDIBLE, del 25 de Enero de 2011, de IMPRESS METAL PACKAGING SA: Tapa de recipiente que comprende un anillo que define una abertura , siendo cerrada dicha abertura por una membrana de tipo &8220;desprendible&8221;, cuya […]
TAPA DE RECIPIENTE CON UNA MEMBRANA DESPRENDIBLE, del 25 de Enero de 2011, de IMPRESS METAL PACKAGING SA: Tapa de recipiente que comprende un anillo que define una abertura , siendo cerrada dicha abertura por una membrana de tipo &8220;desprendible&8221;, cuya […]
 PROCEDIMIENTO PARA LA FABRICACION DE UNA TAPA DE LATA CON ANILLO DE TAPA Y MEMBRANA DE CIERRE, del 17 de Febrero de 2010, de ALCAN TECHNOLOGY & MANAGEMENT LTD.: Procedimiento para la fabricación de una tapa de lata con un anillo de tapa con una pestaña de sellado en forma de anillo y con una membrana […]
PROCEDIMIENTO PARA LA FABRICACION DE UNA TAPA DE LATA CON ANILLO DE TAPA Y MEMBRANA DE CIERRE, del 17 de Febrero de 2010, de ALCAN TECHNOLOGY & MANAGEMENT LTD.: Procedimiento para la fabricación de una tapa de lata con un anillo de tapa con una pestaña de sellado en forma de anillo y con una membrana […]