PROCEDIMIENTO PARA LA FABRICACION DE UNA TAPA DE LATA CON ANILLO DE TAPA Y MEMBRANA DE CIERRE.
Procedimiento para la fabricación de una tapa de lata (10) con un anillo de tapa (11) con una pestaña de sellado (12) en forma de anillo y con una membrana de cierre (14) sellada sobre la pestaña de sellado (12) y que se puede pelar fuera de ésta,
en el que la pestaña de sellado (12) delimita con un borde interior (22) un área de la sección transversal de la abertura (F) que está dispuesta perpendicularmente a un eje del anillo de tapa (z) y que define un plano de la tapa (E) como orificio de extracción (24) y pasa con un borde exterior a una pared anular (18) que se encuentra esencialmente perpendicular al plano de la tapa (E), cuyo extremo libre está formado en un moleteado exterior (20) para la conexión de la tapa de la lata (10) con el borde de la abertura de un cuerpo de lata (30), y en el que la pestaña de sellado (12) forma con el plano de la tapa (E) un ángulo agudo alfa y la membrana de cierre (14) está arqueada sobre el orificio de extracción (24), en el que la curvatura de la membrana de cierre (14) se puede desplazar a través del orificio de extracción (24) entre dos posiciones extremas (A, B) que se encuentran esencialmente simétricas de espejo con el área de la sección transversal de la abertura (F), caracterizado porque la membrana de cierre (14) es sellada sobre un anillo de tapa (11'') con una pestaña de sellado (12) que se encuentra en el plano de la tapa (E), el anillo de la tapa (11'') se ajusta con la membrana de cierre (14) sellada encima de tal manera que forma con el plano de la tapa (E) un ángulo agudo alfa, y la membrana de cierre (14) está formada por embutición profunda a través del orificio de extracción (24)
Tipo: Resumen de patente/invención. Número de Solicitud: W06009808EP.
Solicitante: ALCAN TECHNOLOGY & MANAGEMENT LTD..
Nacionalidad solicitante: Suiza.
Dirección: BADISCHE BAHNHOFSTRASSE 16,8212 NEUHAUSEN AM RHEINFALL.
Inventor/es: BAUER, SVEN, DIETRICH, CHRISTOPH, ZIEGLER, ANDREAS, GEISLER, REINHART.
Fecha de Publicación: .
Fecha Concesión Europea: 16 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B21D51/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
- B65D17/50A1
Clasificación PCT:
- B65D17/50 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 17/00 Recipientes rígidos o semirrígidos especialmente concebidos para ser abiertos cortando, perforando, o rasgando elementos o partes frágiles (elementos de cierre interno frágiles asociados a capuchones, tapas o cubiertas B65D 51/20). › Elementos frágiles que no forman parte del recipiente, aplicados a aberturas preformadas o insertados en ellas, p. ej. bandas de desgarro o tapones de plástico (B65D 53/08 tiene prioridad).
Fragmento de la descripción:
Procedimiento para la fabricación de una tapa de lata con anillo de tapa y membrana de cierre.
La invención se refiere a un procedimiento para la fabricación de una tapa de lata con un anillo de tapa con una pestaña de sellado en forma de anillo y con una membrana de cierre sellada sobre la pestaña de sellado y que se puede pelar fuera de ésta, en el que la pestaña de sellado delimita con un borde interior un área de la sección transversal de la abertura que está dispuesta perpendicularmente a un eje del anillo de tapa y que define un plano de la tapa como orificio de extracción y pasa con un borde exterior a una pared anular que se encuentra esencialmente perpendicular al plano de la tapa, cuyo extremo libre está formado en un moleteado exterior para la conexión de la tapa de la lata con el borde de la abertura de un cuerpo de lata, y en el que la pestaña de sellado forma con el plano de la tapa un ángulo agudo y la membrana de cierre está arqueada sobre el orificio de extracción, en el que la curvatura de la membrana de cierre se puede desplazar a través del orificio de extracción entre dos posiciones extremas que se encuentran esencialmente simétricas de espejo con el área de la sección transversal de la abertura.
En las tapas de latas conocidas con un anillo de tapa y con membrana de cierre dispuesta sobre éste, el orificio de extracción se extiende hasta la proximidad del borde moleteado, de manera que después de la retirada de la membrana de cierre solamente permanece una superficie anular estrecha que se proyecta desde el borde moleteado radialmente hacia dentro. Después de la retirada de la membrana de cierre, que está configurada en la mayoría de los casos como lámina de rotura, después de la extracción (pelado) de la membrana de cierre, de manera similar a una tapa totalmente rompible, se crea un orificio de envase relativamente grande, con lo que el producto relleno es fácilmente accesible. Otra ventaja del sistema de tapa reside en que el material de relleno se puede esterilizar.
En un procedimiento conocido a partir del documento EP-A-1 153 840 para la fabricación de un anillo de tapa para una tapa de lata con membrana de cierre se transforma en primer lugar una pieza de chapa plana para formar un tubo cilíndrico. Los bordes del tubo que se extienden axialmente se prensen mutuamente y se sueldan entre sí, lo que se realiza por medio de un rayo láser y conduce a la formación de una costura de soldadura de unión a tope. El tubo se divide a continuación en secciones de tubo de la misma longitud o bien en anillos de forma cilíndrica. Cada anillo de forma cilíndrica se transforma en un anillo de tapa con un borde moleteado para la fijación sobre un tronco de lata y en una superficie de apoyo en forma de anillo para la fijación posterior de la membrana de cierre.
El procedimiento mencionado anteriormente para la fabricación de un anillo de tapa partiendo de un anillo de forma cilíndrica tiene la ventana de un porcentaje de chatarra considerablemente reducido frente a la fabricación clásica del anillo de la tapa, en la que se transforma en primer lugar un disco de chapa y se estampa a continuación de la formación del anillo de la tapa el orificio de extracción.
En tapas de latas convencionales con un anillo de tapa con una pestaña de sellado y con membrana de cierre dispuesta sobre ésta, la pestaña de sellado y la membrana de cierre se encuentran habitualmente en un plano de la tapa que está dispuesto perpendicularmente a un eje del anillo de la tapa.
Un inconveniente esencial de los anillos de tapa convencionales con membrana de cierre que se puede pelar reside en las latas con tapas de latas de este tipo solamente se pueden esterilizar con contra presión controlada. El campo de aplicación de anillos de tapa convencionales con membrana de cierre que se puede pelar está limitado de esta manera en gran medida especialmente en el mercado significativo de las latas para alimentos.
Se conocen a partir de los documentos WO-A-2005/005277 y DE-A-103 38 445 tapas de latas con un anillo de tapa, en las que la pestaña de sellado forma con el plano de la tapa un ángulo agudo y la membrana de cierre está arqueada sobre el orificio de extracción. En la fabricación de estas tapas de latas, se sella la membrana de cierre sobre la pestaña de sellado ya colocada inclinada previamente frente al plano de la tapa.
La invención tiene el cometido de indicar un procedimiento alternativo al procedimiento mencionado al principio, que se puede realizar con medios sencillos con coste favorable.
A la solución del cometido de acuerdo con la invención conduce que se ella una membrana de cierre sobre un anillo de tapa con una pestaña de sellado que se encuentra en el plano de la tapa, el anillo de la tapa se ajusta con la membrana de cierre sellada encima de tal manera que forma con el plano de la tapa un ángulo agudo, y la membrana de cierre está formada por embutición profunda a través del orificio de extracción.
Con preferencia, una tangente trazada en la transición de la curvatura a la pestaña de sellado en el borde interior de la membrana de cierre arqueada, en una de las posiciones extremas, forma con el plano de la tapa un ángulo agudo ß, que es menor o igual que el ángulo a entre la pestaña de sellado y el plano de la tapa.
De manera más conveniente, la curvatura de la membrana de cierre se encuentra en ambas posiciones extremas dentro de una profundidad de núcleo predeterminada a través de la altura de la pared anular.
El ángulo a entre la pestaña de sellado y el plano de la tapa tiene con preferencia entre 10º y 60º. De la misma manera, el ángulo ß entre la tangente trazada en la transición de la curvatura a la pestaña de sellado en el borde interior de la membrana de cierre arqueada y el plano de la tapa tiene con preferencia entre 10º y 60º.
La membrana de cierre es con preferencia una lámina de aluminio o una lámina compuesta de aluminio y plástico que se puede formar a través de embutición profunda, y que se puede desprender de manera más conveniente desde la pestaña de sellado a través de pelado.
Como material para el anillo de la tapa son adecuados todos los materiales conocidos para la fabricación de latas, como aluminio, acero o chapa blanca. Estos metales también se pueden laquear o de pueden transformar con un recubrimiento de plástico, por ejemplo de polipropileno.
La tapa de lata fabricada con el procedimiento de acuerdo con la invención es especialmente adecuada como cierre para latas con producto de relleno esterilizable.
Otras ventajas, características y detalles de la invención se deducen a partir de la descripción siguiente de ejemplos de realización preferidos así como con la ayuda del dibujo; en éste se muestra de forma esquemática lo siguiente:
La figura 1 muestra una sección a través de un anillo de tapa con membrana de cierre sellada encima con pestaña de sellado dispuesta en el plano de la tapa.
La figura 2 muestra una sección a través de un anillo de tapa con pestaña de sellado ajustada frente al plano de la tapa con membrana de cierre sellada encima.
La figura 3 muestra una sección a través del anillo de la tapa con membrana de cierre sellada encima en la figura 2 en condiciones estériles.
La figura 4 muestra una sección a través del anillo de la tapa con membrana de cierre sellada encima en la figura 2 después de la refrigeración a temperatura ambiente.
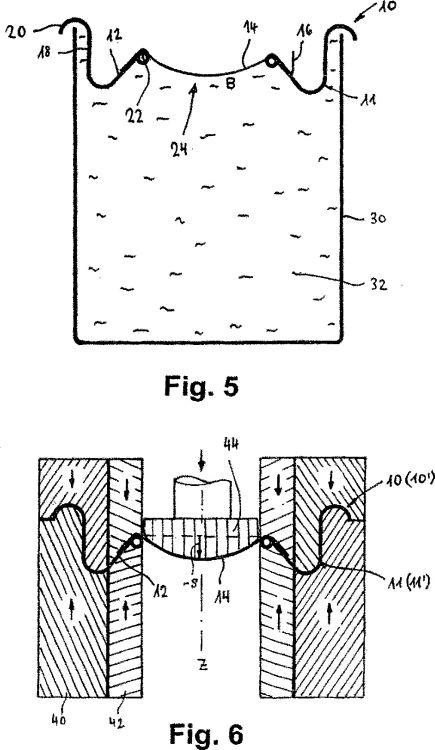
La figura 5 muestra una sección a través de un cuerpo de lata con anillo de la tapa colocado encima con membrana de cierre sellada encima en la figura 2.
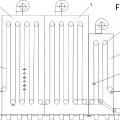
La figura 6 muestra una sección a través de una combinación de herramientas para la realización del procedimiento de acuerdo con la invención para la fabricación del anillo de la tapa con membrana de cierre sellada encima en la figura 2.
Una tapa 10' representada en la figura 1 con un anillo de tapa 11' que se encuentra simétrico rotativo con respecto un eje del anillo z presenta una pestaña de sellado 12 en forma de anillo circular dispuesta en un plano de la tapa E que está perpendicularmente al eje del anillo z. El borde exterior de la pestaña de sellado 12 pasa a una pared anular 18 que se encuentra esencialmente concéntrica al eje del anillo z. El extremo libre de la pared del anillo 18 está transformado en un moleteado exterior 20. La distancia entre el plano de la tapa E y el moleteado exterior 20 se designa como profundidad del núcleo t. El borde interior de la pestaña de sellado...
Reivindicaciones:
1. Procedimiento para la fabricación de una tapa de lata (10) con un anillo de tapa (11) con una pestaña de sellado (12) en forma de anillo y con una membrana de cierre (14) sellada sobre la pestaña de sellado (12) y que se puede pelar fuera de ésta, en el que la pestaña de sellado (12) delimita con un borde interior (22) un área de la sección transversal de la abertura (F) que está dispuesta perpendicularmente a un eje del anillo de tapa (z) y que define un plano de la tapa (E) como orificio de extracción (24) y pasa con un borde exterior a una pared anular (18) que se encuentra esencialmente perpendicular al plano de la tapa (E), cuyo extremo libre está formado en un moleteado exterior (20) para la conexión de la tapa de la lata (10) con el borde de la abertura de un cuerpo de lata (30), y en el que la pestaña de sellado (12) forma con el plano de la tapa (E) un ángulo agudo a y la membrana de cierre (14) está arqueada sobre el orificio de extracción (24), en el que la curvatura de la membrana de cierre (14) se puede desplazar a través del orificio de extracción (24) entre dos posiciones extremas (A, B) que se encuentran esencialmente simétricas de espejo con el área de la sección transversal de la abertura (F), caracterizado porque la membrana de cierre (14) es sellada sobre un anillo de tapa (11') con una pestaña de sellado (12) que se encuentra en el plano de la tapa (E), el anillo de la tapa (11') se ajusta con la membrana de cierre (14) sellada encima de tal manera que forma con el plano de la tapa (E) un ángulo agudo a, y la membrana de cierre (14) está formada por embutición profunda a través del orificio de extracción (24).
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque una tangente (m) trazada en la transición de la curvatura a la pestaña de sellado (12) en el borde interior (22) de la membrana de cierre arqueada (14), en una de las posiciones extremas (B), forma con el plano de la tapa (E) un ángulo agudo ß, que es menor o igual que el ángulo a entre la pestaña de sellado (12) y el plano de la tapa (E).
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque la curvatura de la membrana de cierre (14) se encuentra en ambas posiciones extremas (A, B) dentro de una profundidad de núcleo (t) predeterminada a través de la altura de la pared anular (18).
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque el ángulo a entre la pestaña de sellado (12) y el plano de la tapa (E) tiene entre 10º y 60º.
5. Procedimiento de acuerdo con la reivindicación 4, caracterizado porque el ángulo ß entre la tangente trazada en la transición de la curvatura a la pestaña de sellado (12) en el borde interior (22) de la membrana de cierre arqueada (14) y el plano de la tapa (E) tiene entre 10º y 60º.
6. Procedimiento de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque la membrana de cierre (14) es una lámina de aluminio formada a través de embutición profunda o una lámina compuesta de aluminio y plástico.
7. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque el anillo de la tapa (11) es de aluminio, de acero o de chapa blanca.
8. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque la membrana de cierre (14) se puede desprender por medio de la pestaña de rotura (16) a través de pelado de la pestaña de sellado (12).
9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque la tapa de la lata (10) es moleteada sobre un cuerpo de lata (30) como cierre para talas con producto de llenado (32) esterilizable.
Patentes similares o relacionadas:
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada, del 29 de Abril de 2020, de BALL CORPORATION: Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende: proporcionar el cierre de extremo que comprende un ribete […]
Procedimiento y maquinaria para orientar y formar una placa para morrión para tapones de corcho, del 21 de Agosto de 2019, de MEC PROJECT DI BROSSA ROBERTO: Maquinaria para orientar y formar una placa para un morrión para tapones de corcho, que comprende una unidad de formación para estampar en una […]
Método y aparato para formar un extremo de lata moldurado, del 6 de Junio de 2019, de ALFONS HAAR INC.: Un método para formar un extremo de lata en una prensa de conformación, el método comprende: posicionar una hoja de material entre un conjunto de punzón […]
Procedimiento para la fabricación de un extremo de apertura fácil, del 22 de Abril de 2019, de JFE STEEL CORPORATION: Procedimiento para la fabricación de un extremo de una lata de apertura fácil, en el que la etapa de formar un marcado por prensado […]
Procedimiento para la fabricación de un bote con una tapa de apertura rápida, así como bote con una tapa de apertura rápida, del 30 de Noviembre de 2016, de SOUDRONIC AG: Procedimiento para la fabricación de un bote de metal con una tapa de apertura rápida , - formándose un borde superior del cuerpo de bote , cuyo […]
 Horno mecánico continuo y procedimiento para secado del sellante de tapas, del 3 de Diciembre de 2015, de MECÁNICA 93, S.L: Horno mecánico continuo y procedimiento para secado del sellante de tapas.
Horno mecánico continuo, para secado del sellante de tapas de frascos, botellas o tarros, que comprende […]
Horno mecánico continuo y procedimiento para secado del sellante de tapas, del 3 de Diciembre de 2015, de MECÁNICA 93, S.L: Horno mecánico continuo y procedimiento para secado del sellante de tapas.
Horno mecánico continuo, para secado del sellante de tapas de frascos, botellas o tarros, que comprende […]
Disposición para formar un bucle de cinta y procedimiento y dispositivo para fabricar tapas rasgables, del 3 de Junio de 2015, de SOUDRONIC AG: Disposición que está prevista y configurada para formar un bucle de cinta entre un rollo de reserva de cinta accionado para desenrollamiento y un […]
Aparato de reconfiguración de un cierre terminal de recipiente metálico y uso de dicho aparato, del 20 de Mayo de 2015, de BALL CORPORATION: Un aparato de reconfiguración de un cierre terminal metálico que comprende un gancho de cubierta periférico, una pared de presión que […]