PROCEDIMIENTO DE ELABORACION DE UN CONTENEDOR CERRADO Y DICHO CONTENEDOR CERRADO.
Procedimiento de elaboración de un contenedor cerrado, cuyo cierre es estanco y mecánicamente resistente,
mediante unión de dos elementos metálicos de tipo:
a) cuerpo (1) de forma esencialmente cilíndrica o prismática, que presenta un fondo (11), una(varias) pared(es) axial(es) (12) y abierto en su extremo axial superior (1''),
b) tapa (2), de forma más o menos compleja, que presenta una(varias) pared(es) (23) que se dispondrá(n), en el extremo axial superior (1'') de dicho cuerpo (1), frente a la(s) pared(es) axial(es) (12) de dicho cuerpo (1), en la prolongación de ésta(s) (12),
caracterizado porque comprende, realizadas en medio hostil (50), de forma automática, por control remoto, las dos etapas sucesivas siguientes:
- un ensamblaje de dichos dos elementos metálicos (1, 2), de modo que los extremos (12'', 23'') de sus paredes (12, 23) dispuestos enfrentados se mantengan en contacto;
- la realización de una soldadura (S), continua, penetrante, en todo el contorno de dichos dos elementos metálicos (1, 2), a nivel de sus extremos (12'', 23'') de paredes (12, 23) mantenidos en contacto
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2003/003762.
Solicitante: AREVA NC.
Nacionalidad solicitante: Francia.
Dirección: 33 RUE LA FAYETTE,75009 PARIS.
Inventor/es: LE COCQ,SERGE, HENAULT,CHRISTOPHE, GATT,PIERRE-YVES.
Fecha de Publicación: .
Fecha Concesión Europea: 21 de Abril de 2010.
Clasificación Internacional de Patentes:
- B23K10/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 10/00 Soldadura o corte mediante un plasma. › Soldadura por plasma.
- G21F5/005 FISICA. › G21 FISICA NUCLEAR; TECNICA NUCLEAR. › G21F PROTECCION CONTRA LOS RAYOS X, RAYOS GAMMA, RADIACIONES CORPUSCULARES O BOMBARDEOS DE PARTICULAS; TRATAMIENTO DE MATERIALES CONTAMINADOS POR LA RADIACTIVIDAD; DISPOSICIONES PARA LA DESCONTAMINACION (protección contra las radiaciones por medios farmacéuticos A61K 8/00, A61Q 17/04; en los vehículos espaciales B64G 1/54; asociada con un reactor G21C 11/00; asociada con un tubo de rayos X H01J 35/16; asociada con un aparato de rayos X H05G 1/02). › G21F 5/00 Recipientes blindados portátiles o transportables. › Recipientes para desechos radiactivos sólidos, p. ej. para el almacenaje final.
Clasificación PCT:
Clasificación antigua:
Fragmento de la descripción:
Procedimiento de elaboración de un contenedor cerrado y dicho contenedor cerrado.
La presente invención tiene por objeto la elaboración de un contenedor cerrado de acuerdo con el preámbulo de la reivindicación 1, y dicho contenedor cerrado de acuerdo con la reivindicación 10, la presente invención tiene, más exactamente, por objeto:
La presente invención se ha desarrollado en el contexto del envasado y del almacenamiento de residuos nucleares. Sin embargo, la invención no se limita en absoluto a dicho contexto.
La patente US 5.346.096 describe contenedores que no son contenedores del tipo de los de la presente invención (cuerpo + tapa), que no se obtienen mediante unión (soldadura) en el sentido de la invención (véase a continuación) de una tapa a un cuerpo. El contenedor de acuerdo con el documento US 5.346.096 comprende un cuerpo de hierro fundido. En dicho cuerpo de hierro fundido se suelda, mediante aluminotermia, un anillo de acero. Dos piezas complementarias, constitutivas de una tapa, se disponen en el interior de este anillo. La soldadura, anillo sobre cuerpo, es una soldadura de fabricación que no sigue a un ensamblaje directo...
La presente invención se inscribe más generalmente en el contexto del envasado, probablemente con vistas al almacenamiento, de residuos peligrosos, manipulados a distancia. El cuerpo de un contenedor, cargado con dichos residuos peligrosos (por ejemplo del tipo de residuos nucleares compactados en tortas), abierto en su extremo axial superior (y no solamente en un orificio de pequeño diámetro) se obturará con una tapa. La obturación en cuestión debe ser estanca (debido a la peligrosidad de dichos residuos) y mecánicamente resistente (se desea, en lo sucesivo, manipular el contenedor cargado cerrado con su tapa). Ésta también debe poder realizarse en medio hostil (nuclear, particularmente), de forma automática, por control remoto.
En el contexto del envasado de residuos nucleares a granel dentro de contenedores, estando dichos residuos unidos por un aglutinante de tipo vidrio o cemento, se obturan los orificios de llenado de dichos contenedores (orificios de pequeño diámetro) disponiendo y soldando una chapa sobre éstos. El diámetro de dichos orificios de llenado no es grande y no se requiere necesariamente una gran resistencia mecánica de la soldadura en cuestión, mientras que la estanqueidad de dicha soldadura es una característica indispensable. La técnica de obturación empleada en este contexto (pliego de condiciones menos estricto) no era directamente transponible al contexto de la invención (en el que el pliego de condiciones es particularmente estricto). Se pretende obturar una superficie grande y el cierre en cuestión debe ser mecánicamente resistente.
En dicho contexto de la invención, se ha previsto en primer lugar la realización de un procedimiento de cierre mecánico convencional, con intervención conjunta de piezas de tipo brida, pernos y juntas. Dicho procedimiento implica muchas manipulaciones y se plantea ineludiblemente el problema de envejecimiento de la(s) junta(s) en cuestión.
Se ha diseñado entonces el procedimiento de la invención que, de forma característica, comprende dos etapas: una primera etapa de ensamblaje de los dos elementos metálicos a soldar y una segunda etapa de soldadura, realizada en condiciones particulares.
De acuerdo con su primer objeto, la presente invención se refiere, por lo tanto, a un procedimiento de elaboración de un contenedor cerrado, cuyo cierre es estanco y mecánicamente resistente, mediante unión de dos elementos metálicos de tipo:
El cuerpo en cuestión, ventajosamente de forma esencialmente cilíndrica, está generalmente cargado. Se pretende envasar su cargamento en el contenedor cerrado. La tapa interviene con su(s) pared(es) axial(es) en la prolongación de la(s) de dicho cuerpo.
De forma característica, el procedimiento de elaboración del contenedor cerrado de la invención se realiza en medio hostil, de forma automática, por control remoto (debido a la peligrosidad del cargamento en cuestión) y comprende las dos etapas sucesivas siguientes:
Durante la primera de dichas etapas, dichos dos elementos metálicos a unir (cuerpo y tapa) se aproximan y después se ponen en contacto, borde con borde, de manera estable.
Durante la segunda de dichas etapas, se realiza una soldadura a nivel de los extremos en contacto de dichos dos elementos metálicos (cuerpo y tapa). Esta soldadura es de un tipo particular. Esta se realiza sobre superficies, mantenidas en contacto, sin solapamiento. Esta soldadura es continua, de modo que se obtiene la estanqueidad requerida. Esta soldadura es penetrante, es decir se realiza por todo el grosor de las paredes en cuestión, de modo que se obtiene la resistencia mecánica requerida.
Estas dos etapas sucesivas del procedimiento de la invención son susceptibles de realizarse en un mismo puesto o en puestos diferentes.
De este modo, de acuerdo con una variante, se dispone de un contenedor cargado que se lleva a un puesto único. A nivel de este puesto único, dicho contenedor cargado se corona con una tapa adecuada y se realiza la soldadura; de acuerdo con otra variante, dicho contenedor cargado está coronado por dicha tapa en un primer puesto y la soldadura se realiza en un segundo puesto. Esta otra variante se ilustra a continuación en el presente texto, en un contexto particular.
La aproximación de los dos elementos a soldar, durante la primera etapa de ensamblaje, es ventajosamente una aproximación guiada que hace intervenir a una guía de ensamblaje, dispuesta en la estructura interna de uno u otro de dichos dos elementos a soldar. No se excluye, del marco del procedimiento de la invención, que dicha aproximación guiada haga intervenir medios externos a la estructura de dichos dos elementos metálicos en cuestión (cuerpo y tapa). Esto implica, sin embargo, una realización más compleja.
Para la realización de la soldadura, se evita ventajosamente cualquier operación de soldadura discontinua por puntos. Se recomienda mantener en contacto los extremos de las paredes de uno y otro de los elementos a unir, ejerciendo una fuerza sobre uno de dichos elementos, manteniéndose el otro evidentemente inmóvil. Se opera, ventajosamente, ejerciendo dicha fuerza sobre la tapa, estando el cuerpo perfectamente bloqueado.
Reivindicaciones:
1. Procedimiento de elaboración de un contenedor cerrado, cuyo cierre es estanco y mecánicamente resistente, mediante unión de dos elementos metálicos de tipo:
caracterizado porque comprende, realizadas en medio hostil (50), de forma automática, por control remoto, las dos etapas sucesivas siguientes:
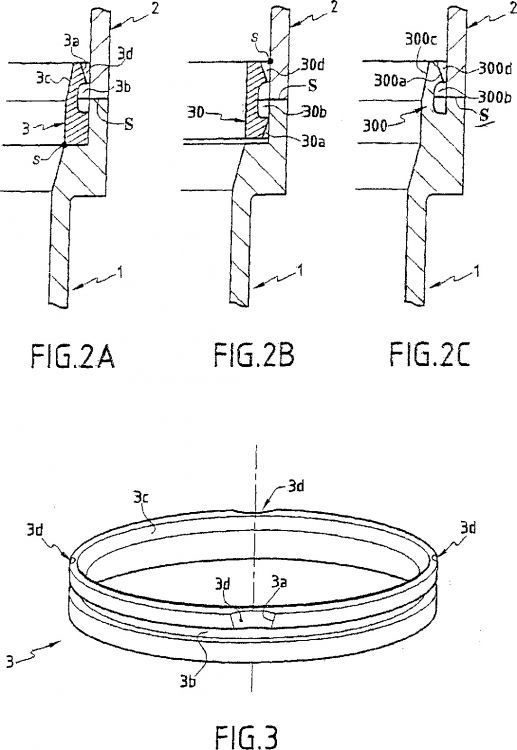
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque dicha primera etapa de ensamblaje incluye una aproximación guiada de dichos dos elementos (1, 2); disponiéndose una guía de ensamblaje (3; 30; 300) en la estructura interna de uno de dichos dos elementos (1 ó 2).
3. Procedimiento de acuerdo con una de las reivindicaciones 1 ó 2, caracterizado porque dicha soldadura (S) se realiza sin soldadura discontinua por puntos, manteniéndose los extremos (12', 23') de las paredes (12, 23) de uno y otro de dichos elementos (1, 2) a unir, en contacto mediante una fuerza ejercida sobre uno y/o otro de dichos elementos (1 y/o 2), ventajosamente sobre la tapa (2).
4. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 3, caracterizado porque dicha soldadura (S) se realiza sin metal de aporte.
5. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 4, caracterizado porque dicha soldadura (S) se realiza mediante el procedimiento por chorro de plasma con penetración profunda, con retro-protección del baño de fusión y limitación de la sobrepresión interna del contenedor elaborado.
6. Procedimiento de acuerdo con las reivindicaciones 2 y 5, caracterizado porque dicho chorro de plasma desemboca en una ranura (3b; 30b; 300b) equipada con al menos una chimenea de desgasificación (3d; 30d; 300d), maquinada en dicha guía de ensamblaje (3; 30; 300) dispuesta en la estructura interna de dicho cuerpo (1) o de dicha tapa (2); estando dicho cuerpo (1) y/o dicha tapa (2), ventajosamente dicha tapa (2), equipado, por otro lado, con al menos un respiradero de desgasificación (21), que puede obturarse al finalizar la realización de dicha soldadura (S).
7. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 6, caracterizado porque dicha soldadura (S) se realiza con el contenedor (1+2) en posición vertical, eje de soldadura horizontal.
8. Procedimiento de acuerdo con la reivindicación 7, caracterizado porque dicha soldadura (S) se realiza con el contenedor (1+2) fijo y un cabezal de soldadura (9) que se hace rotar alrededor de dicho contenedor (1+2), a nivel de los extremos (12', 23') de las paredes (12, 23), mantenidos en contacto.
9. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 8, caracterizado porque se realiza para elaborar un contenedor cerrado, de envasado y de almacenamiento de residuos peligrosos confinados, particularmente de residuos nucleares.
10. Contenedor cerrado, con cierre estanco y mecánicamente resistente, cuya estructura comprende, unidos entre sí, dos elementos metálicos de tipo
caracterizado porque:
11. Contenedor de acuerdo con la reivindicación 10, caracterizado porque dicha guía de ensamblaje (300) está maquinada en la masa del cuerpo (1) o de la tapa (2), ventajosamente maquinada en la masa del cuerpo (1) o consiste en una pieza añadida (3; 30), soldada puntualmente a dicho cuerpo (1) o tapa (2).
Patentes similares o relacionadas:
Cartucho consumible reemplazable para un sistema de corte por arco de plasma, del 22 de Julio de 2020, de HYPERTHERM, INC: Cartucho reemplazable para un soplete de arco de plasma, comprendiendo el cartucho reemplazable: un cuerpo de cartucho reemplazable y estando […]
Matriz de forjado en caliente, del 23 de Abril de 2019, de HITACHI METALS, LTD.: Un matriz de forjado en caliente para el forjado en caliente en matriz cerrada de discos de turbina y discos de motores a reacción de aviones de aleación […]
Boquilla de larga duración para una pistola de pulverización térmica y método de fabricación y uso de la misma, del 4 de Abril de 2019, de Oerlikon Metco (US) Inc: Una pistola de pulverización térmica estructurada y dispuesta para aplicar un recubrimiento que comprende: un cuerpo de boquilla; un material […]
Método de reparación y fabricación de componentes de motores de turbina, del 8 de Marzo de 2019, de LIBURDI ENGINEERING LIMITED: Un metodo de reparacion y fabricacion de componentes de motores de turbina incluye las etapas de: a) preparacion previa a la soldadura de un material […]
Soplete de plasma, del 16 de Enero de 2019, de Kjellberg-Stiftung: Soplete de plasma, preferentemente un soplete de corte con plasma en el que se conduce con la ayuda de al menos una alimentación un gas […]
Miembro para el transporte de materiales a alta temperatura, del 3 de Diciembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un miembro de transferencia de materiales a alta temperatura, el cual incluye una película de recubrimiento, formada sobre una superficie de metal de base, mediante un […]
Aleación, revestimiento y sus métodos, del 19 de Julio de 2017, de Aquilex WSI, Inc: Una aleación de soldadura de temple superficial que se puede aplicar por medio de soldadura para formar un revestimiento sin fisuras sobre la superficie de […]
Métodos para la unión de dos formatos y los formatos y los productos obtenidos, del 15 de Marzo de 2017, de GESTAMP HARDTECH AB: Método para unir un primer formato (A) y un segundo formato (B) en donde el primer formato y el segundo formato comprenden un substrato de acero […]