PROCEDIMIENTO PARA EL PREMONTAJE EN FABRICA DE UN SISTEMA DE TRANSPORTE Y PLANTA DE MONTAJE PARA LA PRODUCCION DE UN SISTEMA DE TRANSPORTE.
Procedimiento para el montaje de un sistema de transporte (10) en varios pasos de montaje que se pueden realizar en una planta de montaje (20) con varias estaciones de montaje (20.
1-20.n), encontrándose varios sistemas de transporte a premontar (10.1-10.m) simultáneamente en la planta de montaje (20) y ejecutándose los siguientes pasos:
- realización de pasos de montaje específicos de cada estación en el área de las estaciones de montaje (20.1-20.m) en cada caso en un sistema de transporte (10.1-10.m) que se encuentra en ese momento en el área de la estación de montaje correspondiente;
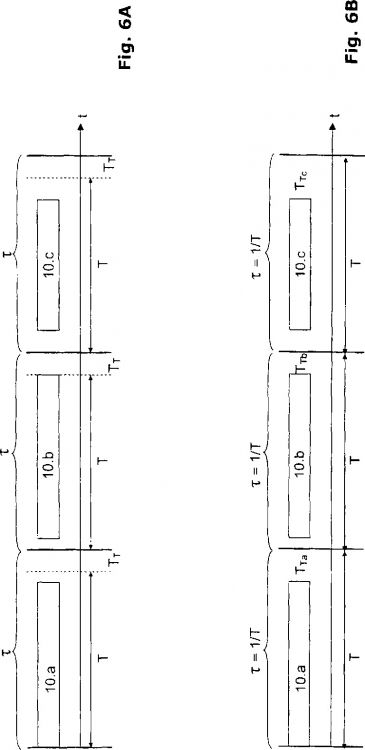
- ejecución de pasos de transferencia para desplazar los sistemas de transporte (10.1-10.m) individualmente de una estación de montaje (20.1-20.n) a la estación de montaje (20.1-20.n) siguiente, controlándose la realización de los pasos de montaje y la ejecución de los pasos de transferencia en la planta de montaje (20) mediante un control de producción (30) de tal modo que los sistemas de transporte (10) son sometidos alternativamente a pasos de transferencia y pasos de montaje, y desarrollándose los pasos de montaje en la planta de montaje (20) a un ritmo (t) predeterminado, definido por un intervalo de tiempo de montaje normalizado (T);
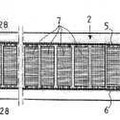
caracterizado porque dicho procedimiento consiste en el premontaje en fábrica de sistemas de transporte configurados como escaleras mecánicas o andenes móviles, porque las escaleras mecánicas (10.1-10.m) o los andenes móviles se montan y transportan sobre armazones de celosía (12), estando dispuestos unos rodillos (13) en el armazón de celosía (12) o debajo del mismo, y porque los sistemas de transporte (10) a premontar son desplazados individualmente en cada caso de una estación de montaje (20.1-20.n) a la estación de montaje siguiente (20.1-20.n) con al menos un vehículo de transporte (11)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06125371.
Solicitante: INVENTIO AG.
Nacionalidad solicitante: Suiza.
Dirección: SEESTRASSE 55, POSTFACH,6052 HERGISWIL.
Inventor/es: MATHEISL,MICHAEL, ENCINAS,GERRY.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Diciembre de 2006.
Fecha Concesión Europea: 10 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B66B21/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B66 ELEVACION; LEVANTAMIENTO; REMOLCADO. › B66B ASCENSORES; ESCALERAS O PASILLOS MECANICOS (dispositivos salvavidas utilizados como alternativa a los medios de salida normales, p. ej. escaleras, durante el rescate, para hacer descender a las personas de los edificios u otras estructuras análogas, en jaulas, bolsas, o soportes similares A62B 1/02; equipamiento para la manipulación de cargars o para facilitar el embarque de pasajeros o similar B64D 9/00; dispositivos de frenado o de parada caracterizados por su aplicación a los mecanismos de elevación o izado B66D 5/00). › Clases o tipos de escaleras o pasillos mecánicos.
Clasificación PCT:
- B66B21/00 B66B […] › Clases o tipos de escaleras o pasillos mecánicos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para el premontaje en fábrica de un sistema de transporte y planta de montaje para la producción de un sistema de transporte.
El objeto de la invención consiste en un procedimiento para el premontaje en fábrica de un sistema de transporte configurado como escalera mecánica o andén móvil de acuerdo con el preámbulo de la reivindicación 1.
Hasta la fecha se ha realizado un premontaje individual de sistemas de transporte en lugares independientes y dichos sistemas se han movido en parte con ayuda de grúas de nave industrial.
Estos sistemas de transporte se caracterizan por tener un peso elevado y una gran longitud. Una escalera mecánica tiene típicamente un peso del orden de 10 t y una longitud de 30 m o más. Estos sistemas de transporte son difíciles de mover y requieren el uso de grúas de nave industrial potentes, que sólo pueden realizar movimientos lentos.
De acuerdo con el estado actual de la técnica, en una nave de montaje se disponen diferentes escaleras mecánicas paralelas entre sí en un orden determinado. La posición de la escalera mecánica dentro de dicho orden corresponde a un estado de procesamiento predeterminado. En la primera posición se encuentra únicamente la estructura de soporte prefabricada de la escalera mecánica. En la última posición se montan cubiertas de chapa en la escalera mecánica ya acabada. Cada escalera mecánica es desplazada por la grúa de nave industrial a la siguiente posición y puede permanecer en cada una de las posiciones hasta tres o cuatro días. Las escaleras mecánicas se procesan independientemente entre sí y también se desplazan a la siguiente posición independientemente entre sí. Después de diez o quince días, la escalera mecánica ha pasado normalmente por todos los pasos de montaje.
Una desventaja consiste en que, debido a su longitud, las escaleras mecánicas no se pueden disponer una tras otra, ya que la longitud resultante de los sistemas de transporte sobrepasaría rápidamente la longitud de la nave de montaje. Además, las escaleras mecánicas se mantienen el mayor tiempo posible en la misma posición, ya que son difíciles de mover.
Este tipo de premontaje es poco flexible, difícil de planificar y controlar, produce unos gastos relativamente elevados y requiere mucho tiempo.
Por ello se ha planteado el objetivo de proponer un procedimiento que mejore la planificación y sobre todo el control del premontaje de sistemas de transporte grandes y voluminosos.
Otro objetivo consiste en hacer que el premontaje sea controlable de tal modo que los diferentes desarrollos se puedan coordinar entre sí en la mayor medida posible para ahorrar gastos.
La presente invención tiene el objetivo de mejorar las técnicas de producción conocidas para escaleras mecánicas y andenes móviles y reducir los costes de fabricación de estos sistemas de transporte.
El procedimiento según la invención descrito a continuación posibilita la normalización del proceso de premontaje de un sistema de transporte y al mismo tiempo la adaptación flexible a las necesidades de los clientes mediante pasos opcionales adicionales. Los armazones de celosía utilizados permiten desplazar las escaleras mecánicas individualmente en una planta de montaje.
El documento US 5 272 805 A, da a conocer un procedimiento para el montaje de un sistema de transporte, en particular para el montaje de carrocerías de automóvil, de acuerdo con el preámbulo de la reivindicación 1.
Dicho objetivo se resuelve mediante las características indicadas en la parte identificativa de la reivindicación 1.
En el área de las estaciones de montaje se realizan pasos de montaje específicos de cada estación en un sistema de transporte que se encuentra en ese momento en el área de la estación de montaje correspondiente. Entre los pasos de montaje, los sistemas de transporte se desplazan individualmente en pasos de transferencia de una estación de montaje a la estación de montaje siguiente, controlándose la realización de los pasos de montaje y la ejecución de los pasos de transferencia en la planta de montaje mediante un control de producción de tal modo que los sistemas de transporte son sometidos alternativamente a pasos de transferencia y pasos de montaje. Los pasos de montaje se desarrollan en la planta de montaje a un ritmo predeterminado, definido por un intervalo de tiempo de montaje normalizado.
La ventaja de ello consiste en que permite equipar estaciones de montaje individuales con herramientas especiales que sólo son necesarias en un lugar en el proceso de producción. Mediante esta especialización de las estaciones de montaje se pueden ahorrar gastos en la infraestructura de las estaciones de montaje. Los pasos de producción individuales de un sistema de transporte se dividen en pequeños pasos de producción apreciables y, por consiguiente, se normalizan en la mayor medida posible. Los planteamientos de optimización del proceso de producción se pueden analizar con mayor facilidad y llevar a la práctica de un modo más eficiente. Los fallos en el proceso de producción también se pueden localizar y eliminar más fácilmente mediante una división en pasos de producción más pequeños. Además, la construcción de la nave para alojar una planta de montaje es menos costosa, dado que ya no se requiere ningún carro portacargas o grúa de carga en el techo de la nave.
Las piezas a montar, necesarias para el premontaje, se pueden proporcionar directamente en un lugar, ventajosamente en la estación de montaje en que se requieren.
El control de producción puede controlar y supervisar toda la planta de montaje. De este modo, en el control de producción se puede consultar información sobre el estado de producción actual de los sistemas de transporte que se encuentran en fase de premontaje.
Ventajosamente, todos los pasos de montaje se dividen en intervalos de tiempo de montaje normalizados. El montaje de varios sistemas de transporte en la planta de montaje se desarrolla de forma sincronizada mediante un control de producción diseñado correspondientemente.
La ventaja de ello consiste en que el premontaje de sistemas de transporte permite una planificación más sencilla y precisa de los procesos de fabricación y de la producción. La forma sincronizada de la planta de montaje conduce a una producción esencialmente constante de sistemas de transporte en la planta de montaje por unidad de tiempo.
Ventajosamente, el control de producción supervisa y controla los sistemas de transporte que se encuentran en la planta de montaje de tal modo que, una vez transcurrido un intervalo de tiempo de montaje normalizado, se ejecutan pasos de transferencia para desplazar los sistemas de transporte individualmente a la siguiente estación de montaje en cada caso.
La ventaja de ello consiste en que, en una planta de montaje a pleno rendimiento, en cada estación de montaje se encuentra un sistema de transporte en el que se realizan los trabajos previstos para la estación de montaje correspondiente.
Ventajosamente, el control de producción toma medidas para acortar el intervalo de tiempo de montaje requerido efectivamente en una estación de montaje si es previsible que unos pasos de montaje de duración excesiva puedan bloquear esta estación de montaje y de este modo interrumpir el ritmo. Estas medidas pueden consistir por ejemplo en proporcionar recursos adicionales y/o proporcionar componentes con un mayor nivel de premontaje y/o asignar personal de montaje adicional. El control de producción también puede controlar adicionalmente la planta de montaje de tal modo que, después de un sistema de transporte cuyo montaje requiera mucho tiempo, por las estaciones de montaje pase un sistema de transporte cuyo montaje requiera menos tiempo.
La ventaja de ello consiste en que permite mantener un ritmo constante de la planta de montaje. Mediante el suministro de componentes con un mayor nivel de premontaje se puede reducir el tiempo de trabajo en la estación de montaje. El premontaje correspondiente puede tener lugar en un taller situado dentro o fuera de la planta de montaje. Mediante la asignación de personal de montaje adicional se logra un procesamiento más rápido de la tarea prevista para una estación de montaje. Mediante una planificación ventajosa de los sistemas de transporte que sobrepasan o no llegan al intervalo de tiempo de montaje normalizado se puede tolerar una pérdida de ritmo limitada del intervalo de tiempo de montaje normalizado sin que ello afecte negativamente al ritmo de la...
Reivindicaciones:
1. Procedimiento para el montaje de un sistema de transporte (10) en varios pasos de montaje que se pueden realizar en una planta de montaje (20) con varias estaciones de montaje (20.1-20.n), encontrándose varios sistemas de transporte a premontar (10.1-10.m) simultáneamente en la planta de montaje (20) y ejecutándose los siguientes pasos:
caracterizado porque dicho procedimiento consiste en el premontaje en fábrica de sistemas de transporte configurados como escaleras mecánicas o andenes móviles, porque las escaleras mecánicas (10.1-10.m) o los andenes móviles se montan y transportan sobre armazones de celosía (12), estando dispuestos unos rodillos (13) en el armazón de celosía (12) o debajo del mismo, y porque los sistemas de transporte (10) a premontar son desplazados individualmente en cada caso de una estación de montaje (20.1-20.n) a la estación de montaje siguiente (20.1-20.n) con al menos un vehículo de transporte (11).
2. Procedimiento según la reivindicación 1,
caracterizado porque el montaje de varios sistemas de transporte (10) en la planta de montaje (20) se desarrolla de forma sincronizada mediante la división de todos los pasos de montaje en intervalos de tiempo de montaje normalizados (T) y mediante un control de producción (30) diseñado correspondientemente.
3. Procedimiento según la reivindicación 2,
caracterizado porque
el control de producción (30) supervisa y controla el montaje de varios sistemas de transporte (10) que se encuentran en la planta de montaje (20) de tal modo que, una vez transcurrido un intervalo de tiempo de montaje normalizado (T), se ejecutan pasos de transferencia para desplazar los sistemas de transporte (10) individualmente a la siguiente estación de montaje (20.1-20.n) en cada caso.
4. Procedimiento según la reivindicación 2 o 3,
caracterizado porque
los pasos de transferencia se ejecutan sucesivamente, desfasados en el tiempo, en las estaciones de montaje individuales (20.1-20.n) y de este modo se desplazan por la planta de montaje a modo de un movimiento ondulatorio.
5. Procedimiento según una de las reivindicaciones 2, 3 y 4,
caracterizado porque
el control de producción (30) toma medidas para acortar el intervalo de tiempo de montaje requerido efectivamente en una estación de montaje (20.1-20.n) si es previsible que unos pasos de montaje de duración excesiva puedan bloquear esta estación de montaje (20.1-20.n) y de este modo interrumpir el ritmo (t).
6. Procedimiento según la reivindicación 5,
caracterizado porque
el control de producción (30) proporciona recursos adicionales o toma las medidas necesarias para que éstos sean proporcionados al área de la estación de montaje (20.1-20.n) que corre el riesgo de bloquearse.
7. Procedimiento según la reivindicación 5,
caracterizado porque
el control de producción (30) proporciona componentes con un mayor nivel de premontaje o toma las medidas necesarias para que éstos sean proporcionados al área de la estación de montaje (20.1-20.n) que corre el riesgo de bloquearse.
8. Procedimiento según la reivindicación 5,
caracterizado porque
el control de producción (30) asigna personal de montaje adicional o toma las medidas necesarias para dicha asignación al área de la estación de montaje (20.1-20.n) que corre el riesgo de bloquearse.
9. Procedimiento según una de las reivindicaciones 1, 2, 3 y 4,
caracterizado porque
el control de producción (30) controla la planta de montaje (20) de tal modo que detrás de un sistema de transporte (10.1-10.m) cuyo montaje requiere mucho tiempo se procesa un sistema de transporte (10.1-10.m) que necesita menos tiempo de montaje, para permanecer dentro del ritmo (t) determinado.
10. Procedimiento según una de las reivindicaciones anteriores,
caracterizado porque
las estaciones de montaje (20.1-20.n) se disponen en el orden de los pasos de montaje a ejecutar y porque en las estaciones de montaje (20.1-20.n) se prevén equipos de herramientas (21) específicos para el paso de montaje y se prepara una provisión de componentes de montaje específicos para el paso de montaje.
11. Procedimiento según la reivindicación 10,
caracterizado porque
la preparación de la provisión está organizada de acuerdo con el principio Kanban.
12. Procedimiento según una de las reivindicaciones anteriores,
caracterizado porque
se lleva a cabo con ayuda de un control de producción (30) asistido por ordenador que, por medio de sensores y unidades de salida, controla y regula el premontaje de varios sistemas de transporte (10.1-10.m).
13. Procedimiento según una de las reivindicaciones anteriores,
caracterizado porque
el control de producción (30) está interconectado con un sistema Just-In-Time (justo a tiempo) para reducir los gastos de almacenamiento.
14. Procedimiento según una de las reivindicaciones anteriores,
caracterizado porque
el control de producción (30) inicia el suministro del material requerido en cada estación de montaje (20.1-20.n) a tiempo para que no se produzca ninguna demora en el montaje, suministrándose el material preferentemente en carros de material correspondientemente preparados.
15. Procedimiento según una de las reivindicaciones anteriores,
caracterizado porque
están incluidas las siguientes estaciones de montaje (20.1-20.n):
16. Procedimiento según la reivindicación 15,
caracterizado porque
está prevista al menos una estación de apartadero para sacar temporalmente un sistema de transporte (10.1-10.m) del premontaje y evitar un bloqueo de una estación de montaje.
17. Procedimiento según una de las reivindicaciones anteriores,
caracterizado porque
el control de producción (30) también dirige y controla el flujo de material.
Patentes similares o relacionadas:
Soporte para módulo de sistema de transporte para el desplazamiento de personas / mercancías, del 21 de Septiembre de 2018, de THYSSENKRUPP NORTE, S.A.: Un soporte para un módulo de un sistema de transporte para el desplazamiento de personas y / o mercancías que comprende una pluralidad de placas en el que […]
Sistema de arrastre para plataformas móviles, del 16 de Noviembre de 2016, de THYSSENKRUPP ELEVATOR INNOVATION CENTER S.A: Un sistema de arrastre para plataformas móviles que comprende: 1a) una estructura portante: 1a1) que comprende una pluralidad de fijaciones […]
 Dispositivo de absorción de choques para transportadores de pasajeros, del 28 de Diciembre de 2015, de OTIS ELEVATOR COMPANY: Un dispositivo de absorción de choques para un transportador de pasajeros, el transportador de pasajeros incluye escalones que circulan en un […]
Dispositivo de absorción de choques para transportadores de pasajeros, del 28 de Diciembre de 2015, de OTIS ELEVATOR COMPANY: Un dispositivo de absorción de choques para un transportador de pasajeros, el transportador de pasajeros incluye escalones que circulan en un […]
Rampa mecánica movil para su utilización por personas con o sin silla de ruedas, del 20 de Julio de 2015, de AGEITOS RIOS, Juan Antonio: 1. Rampa mecánica móvil para su utilización por personas con o sin silla de ruedas, caracterizada porque comprende: - Una plataforma móvil con dos partes, una horizontal […]
Apoyo para una sección de bastidor de un dispositivo para el transporte de personas, del 15 de Julio de 2015, de KONE CORPORATION: Apoyo para una sección de armazón de un dispositivo para el transporte de personas guiado de forma similar a un arco de curva espacial, formado por varias consolas […]
 Pasillo o rampa móvil y método de mantenimiento de un pasillo o rampa móvil, del 31 de Enero de 2013, de KONE CORPORATION: Un pasillo móvil, en el que existe un transportador , el cual pasillo móvil es un pasillo móvil de estructura baja,apropiado para ser instalado […]
Pasillo o rampa móvil y método de mantenimiento de un pasillo o rampa móvil, del 31 de Enero de 2013, de KONE CORPORATION: Un pasillo móvil, en el que existe un transportador , el cual pasillo móvil es un pasillo móvil de estructura baja,apropiado para ser instalado […]
 Sistema de transporte para pasajeros/mercancías, del 21 de Noviembre de 2012, de THYSSENKRUPP ELEVATOR INNOVATION CENTER S.A: Sistema de transporte para pasajeros / mercancías que tiene:
1a) una estructura portante (1a);
1b) una zona de embarque/desembarque (1b);
1c) un equipo […]
Sistema de transporte para pasajeros/mercancías, del 21 de Noviembre de 2012, de THYSSENKRUPP ELEVATOR INNOVATION CENTER S.A: Sistema de transporte para pasajeros / mercancías que tiene:
1a) una estructura portante (1a);
1b) una zona de embarque/desembarque (1b);
1c) un equipo […]
 Pasillo móvil, rampa móvil o escalera mecánica, del 13 de Junio de 2012, de KONE CORPORATION: Pasillo móvil, rampa móvil o escalera mecánica, que comprende
- un medio de alimentación , y
- un transportador con un extremo accionado […]
Pasillo móvil, rampa móvil o escalera mecánica, del 13 de Junio de 2012, de KONE CORPORATION: Pasillo móvil, rampa móvil o escalera mecánica, que comprende
- un medio de alimentación , y
- un transportador con un extremo accionado […]