PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR LA OPERACION DE LLENADO AL LLENAR CON PRODUCTOS LIQUIDOS O PASTOSOS RECIPIENTES INDIVIDUALES.
Procedimiento para controlar la operación de llenado al llenar con productos líquidos o pastosos una pluralidad de recipientes individuales,
suministrándose los recipientes de manera sincronizada al menos a una salida de llenado y realizándose el llenado en un intervalo de tiempo que depende del tiempo de sincronización de los recipientes suministrados, caracterizado porque mediante una señal de control influida por un medidor de flujo, que se encuentra en un conducto de llenado asociado a la salida de llenado, se regula a lo largo del tiempo de llenado el desarrollo de llenado durante todo el desarrollo de llenado mediante una modificación de la velocidad de flujo
Tipo: Resumen de patente/invención. Número de Solicitud: W05012266EP.
Solicitante: SIG TECHNOLOGY AG.
Nacionalidad solicitante: Suiza.
Dirección: LAUFENGASSE 18,8212 NEUHAUSEN AM RHEINFALL.
Inventor/es: HORTMANNS,JOHANNES, THEISSEN,PETER.
Fecha de Publicación: .
Fecha Concesión Europea: 28 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B65B3/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 3/00 Embalaje de materiales plásticos, semilíquidos, líquidos o líquidos y sólidos mezclados, en receptáculos o recipientes individuales, p. ej. en sacos, bolsas, cajas, cartones, latas o tarros. › por medidas volumétricas.
- G01F15/00B4
- G05D7/06F4B
Clasificación PCT:
- B65B3/30 B65B 3/00 […] › por medidas volumétricas.
- G01F15/00 FISICA. › G01 METROLOGIA; ENSAYOS. › G01F MEDIDA DEL VOLUMEN, FLUJO VOLUMETRICO, FLUJO MASICO O NIVEL DE LIQUIDOS; DOSIFICACION VOLUMETRICA. › Detalles o accesorios de aparatos de los grupos G01F 1/00 - G01F 13/00 en tanto que dichos detalles y accesorios no estén adaptados a tipos particulares de tales aparatos.
- G05D7/06 G […] › G05 CONTROL; REGULACION. › G05D SISTEMAS DE CONTROL O DE REGULACION DE VARIABLES NO ELECTRICAS (para la colada continua de metales B22D 11/16; dispositivos obturadores en sí F16K; evaluación de variables no eléctricas, ver las subclases apropiadas de G01; para la regulación de variables eléctricas o magnéticas G05F). › G05D 7/00 Control de caudales (control de nivel G05D 9/00; control de contenidos G05D 11/00; aparatos para pesar G01G). › caracterizado por la utilización de medios eléctricos.
- G05D9/12 G05D […] › G05D 9/00 Control del nivel, p. ej. controlando la cantidad del material almacenado en un recipiente. › caracterizado por la utilización de medios eléctricos.
Fragmento de la descripción:
Procedimiento y dispositivo para controlar la operación de llenado al llenar con productos líquidos o pastosos recipientes individuales.
Sector de la técnica
La invención se refiere a un procedimiento para controlar la operación de llenado al llenar con productos líquidos o pastosos una pluralidad de recipientes individuales, suministrándose los recipientes de manera sincronizada al menos a una salida de llenado y realizándose el llenado en un intervalo de tiempo que depende del tiempo de sincronización de los recipientes suministrados.
Estado de la técnica
Un procedimiento de este tipo se conoce por el documento US 2002/0000253. Las máquinas para llenar con productos líquidos o pastosos una pluralidad de recipientes suministrados de manera individual se conocen en la práctica en múltiples configuraciones y presentan o bien uno o varios tanques de reserva o están dotadas de correspondientes conductos de llenado para proporcionar el producto que va a envasarse. A este respecto cada elemento de llenado presenta un cilindro de llenado, en la mayoría de los casos accionado de manera neumática, cuyo volumen de llenado está adaptado al volumen de los recipientes que van a llenarse, pudiendo realizarse este llenado con una o varias carreras de apertura. A este respecto, la carrera de apertura del cilindro de llenado es constante o puede ajustarse de manera manual sólo mediante el desplazamiento de topes mecánicos.
Si ahora, con este sistema conocido, debe llenarse otro formato de envase, es decir otro volumen de llenado, en la mayoría de los casos debe intercambiarse todo el elemento de ajuste. La velocidad de flujo del producto se determina por la sección transversal de la abertura, que depende a su vez de las proporciones geométricas del vástago de válvula y la carcasa del cilindro. El comportamiento de apertura y cierre se ajusta de manera puramente visual mediante obturadores neumáticos.
El control del volumen de llenado se realiza en las instalaciones conocidas mediante un medidor de flujo previsto en el conducto de llenado, que por regla general es un medidor de flujo inductivo magnético. En función del recipiente individual suministrado, la válvula de llenado se abre mediante un impulso iniciador procedente de la unidad de control durante un tiempo predeterminado.
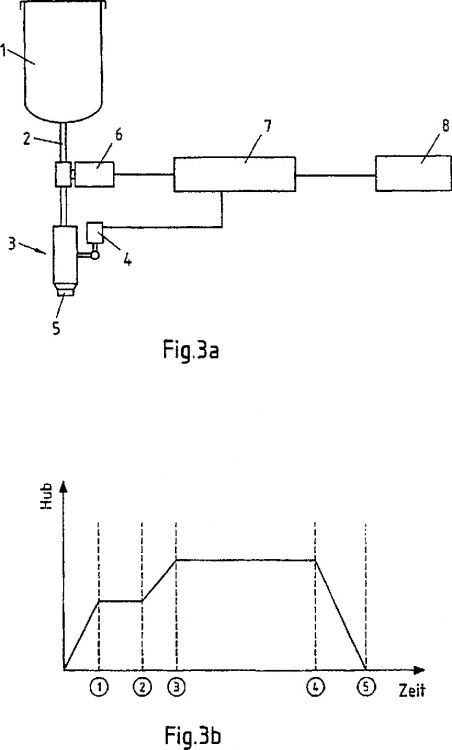
Una instalación de este tipo según el estado de la técnica se representa en la figura 3, mostrando la figura 3a la estructura esquemática de un dispositivo conocido y la figura 3b un diagrama de llenado (distancia de carrera/tiempo).
Un tanque (1) que contiene el producto que va a envasarse está unido a través de un conducto (2) de llenado con un cilindro (3) de llenado, al que está asociado un accionamiento (4) y que presenta una salida (5) de llenado, a través de la que el producto que va a envasarse llega al interior del recipiente suministrado por debajo (no representado). En el conducto (2) entre el tanque (1) y la válvula (3) de llenado está dispuesto un medidor (6) de flujo. Si se ha suministrado a la válvula (3) de llenado un recipiente que va a llenarse correctamente, la válvula de llenado se abre mediante accionamiento del cilindro (3) de llenado y el producto fluye con una velocidad de flujo constante al interior del recipiente. El comportamiento de llenado conocido se representa en el diagrama según la figura 3b para un cilindro doble con topes constantes. Tras el suministro del recipiente se realiza una primera carrera de apertura, desplazándose el cilindro a la primera posición de apertura, en la que permanece un tiempo y, a continuación, se mueve a una segunda posición de apertura, hasta que se alcanza la cantidad de llenado predeterminada. Después, el cilindro se desplaza de nuevo a la posición de partida que cierra la salida de llenado.
El control de la operación de llenado se realiza a este respecto mediante una regulación (7) de evaluación o de volumen, que recibe un impulso iniciador de una unidad de control. Tras el inicio se activa la posición de apertura de la válvula de llenado. Esta posición se mantiene durante un tiempo o una cantidad de llenado predefinido, para después accionar el resto de la carrera de apertura. En esta posición de apertura se permanece también durante un tiempo o una cantidad de llenado predefinido. Tras alcanzar estos valores ajustados previamente, la salida de llenado se devuelve entonces de nuevo a la posición de partida de cierre. El control conocido no tiene ninguna influencia directa en la velocidad de flujo de las carreras de apertura individuales ni en la propia carrera de apertura.
El dispositivo de llenado conocido, o el procedimiento de llenado empleado por el mismo, son desventajosos porque el comportamiento de apertura y cierre no puede reproducirse y ajustarse automáticamente. Durante la verdadera operación de llenado no hay ninguna información sobre la cantidad de producto o el comportamiento del producto. Esto significa que, durante el desarrollo de llenado no puede realizarse ninguna afirmación sobre la calidad de llenado, de modo que no se detectan perturbaciones como por ejemplo formación de espuma en exceso y, por tanto, tampoco pueden evitarse. Un llenado excesivo es el resultado, que puede llevar a un ensuciamiento de la zona de llenado configurada como zona aséptica y por tanto a tiempos de parada con fines de mantenimiento o limpieza.
El documento US 5 148 841 se refiere a un dispositivo para llenar recipientes individuales, que se suministran de manera sincronizada a una salida de llenado. A cada salida de llenado está antepuesto a este respecto un dispositivo para modificar el flujo. El recipiente que va a llenarse se sitúa durante la operación de llenado sobre un peso, que está unido a una unidad de control que presenta una medición de tiempo, de modo que la unidad de control puede calcular a partir de las señales transmitidas por el peso una velocidad de llenado media. Ésta se determina durante el desarrollo de llenado para tres intervalos de tiempo establecidos. Si se comprueba que el resultado de llenado no ha sido satisfactorio, pueden rectificarse los ajustes básicos del dispositivo con posterioridad hasta que el resultado de llenado se encuentre en una operación de llenado posterior de nuevo dentro de márgenes de fluctuación predetermina- dos.
Del documento DE 102 09 435 C1 se desprende un dispositivo para llenar simultáneamente varios recipientes, estando dispuesto cada recipiente durante la operación de llenado sobre un peso. El llenado se realiza en sí mismo a través de una válvula de llenado, que puede activarse a través de una unidad de control. El dispositivo de control está unido además con el peso, de modo que el dispositivo de control puede calcular a lo largo de un intervalo de tiempo predeterminado del desarrollo de llenado una velocidad de llenado media. Ésta se compara entonces con un valor teórico predeterminado. En el caso de una desviación, se aumenta o disminuye el grado de ajuste de la válvula de llenado hasta que hayan concluido las operaciones de llenado en los recipientes que van a llenarse simultáneamente en el mismo momento y fluctuaciones de presión al desconectar sólo válvulas de llenado individuales no llevan a un llenado defectuoso.
Objeto de la invención
La invención se basa por tanto en el objetivo de configurar y perfeccionar el procedimiento mencionado al inicio y descrito con más detalle previamente, para controlar la operación de llenado, de modo que se eviten de una manera fiable las desventajas mencionadas anteriormente.
Con respecto al procedimiento, el objetivo se soluciona en una primera alternativa porque, mediante una señal de control influida por un medidor de flujo, que se encuentra en un conducto de llenado asociado a la salida de llenado, se regula a lo largo del tiempo de llenado el desarrollo de llenado durante todo el desarrollo de llenado mediante una modificación de la velocidad de flujo. En un procedimiento alternativo, la solución del objetivo se realiza porque mediante una señal de control influida por un medidor de flujo, que se encuentra en un conducto de llenado asociado a la salida de llenado, se regula a lo largo del tiempo de llenado el desarrollo de llenado durante todo el desarrollo de llenado mediante una modificación de la cantidad de llenado.
Mediante el procedimiento según la invención se detectan y monitorizan, ya durante la operación de llenado, la cantidad de producto, el comportamiento del producto y los parámetros de llenado, de modo que puede interferirse de manera temprana en la operación de llenado. Las influencias de perturbaciones se reconocen a tiempo y se alargan...
Reivindicaciones:
1. Procedimiento para controlar la operación de llenado al llenar con productos líquidos o pastosos una pluralidad de recipientes individuales, suministrándose los recipientes de manera sincronizada al menos a una salida de llenado y realizándose el llenado en un intervalo de tiempo que depende del tiempo de sincronización de los recipientes suministrados, caracterizado porque mediante una señal de control influida por un medidor de flujo, que se encuentra en un conducto de llenado asociado a la salida de llenado, se regula a lo largo del tiempo de llenado el desarrollo de llenado durante todo el desarrollo de llenado mediante una modificación de la velocidad de flujo.
2. Procedimiento para controlar la operación de llenado al llenar con productos líquidos o pastosos una pluralidad de recipientes individuales, suministrándose los recipientes de manera sincronizada al menos a una salida de llenado y realizándose el llenado en un intervalo de tiempo que depende del tiempo de sincronización de los recipientes suministrados, caracterizado porque mediante una señal de control influida por un medidor de flujo, que se encuentra en un conducto de llenado asociado a la salida de llenado, se regula a lo largo del tiempo de llenado el desarrollo de llenado durante todo el desarrollo de llenado mediante una modificación de la cantidad de llenado.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la velocidad de flujo o la cantidad de llenado se modifican de manera continua.
4. Procedimiento según la reivindicación 3, caracterizado porque el desarrollo de llenado se regula mediante una curva de tiempo/velocidad de flujo, o una curva de tiempo/cantidad de llenado establecida.
Patentes similares o relacionadas:
Método para producir tubos de polímero que contienen líquido y se sellan a intervalos constantes y aparato para la producción de tubos de polímero, del 13 de Mayo de 2020, de SHIN-ETSU CHEMICAL CO., LTD.: Un método para producir un tubo de polímero, que contiene un líquido en el mismo y se sella a intervalos constantes, el método comprende: una etapa […]
Un dispensador de producto y un procedimiento de dispensación de un producto fluido, del 10 de Julio de 2019, de CABINPLANT INTERNATIONAL A/S: Un dispensador de producto que comprende: un tanque para almacenar un producto fluido tal como un material líquido, semilíquido o pastoso, un transportador […]
Procedimiento y dispositivo de envasado de bebida, del 18 de Enero de 2017, de 1/4 VIN: Un dispositivo de envasado de bebida en contenedores , que comprende: - un primer depósito , - un circuito de transporte que […]
Aparato de dosificación, del 6 de Julio de 2016, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un aparato que comprende una unidad de dosificación , provisto con medios de carcasa para soportar […]
Máquina rotativa de llenado, del 27 de Abril de 2016, de ANTONIO MENGIBAR, S.A.: Máquina de llenado rotativa, que comprende: • una estrella de entrada giratoria configurada para el suministro de envases ; • un carrusel […]
Dispositivo para el control de una corriente fluida, del 4 de Junio de 2014, de SIG TECHNOLOGY AG: Dispositivo para el control de una corriente fluida que presenta una caja así como dos elementos de válvula dispuestos dentro de un espacio interior […]
Dispositivo y procedimiento para el llenado de productos, del 14 de Mayo de 2014, de SIG TECHNOLOGY AG: Dispositivo con un receptáculo para el almacenamiento de un producto, que se compone de un primer componente líquido y al menos un segundo componente, en […]
 Procedimiento de funcionamiento de un dispositivo de dosificación y llenado y dispositivo de dosificación y llenado, del 25 de Abril de 2013, de Firma Klaus Lipps: Procedimiento de funcionamiento de un dispositivo de dosificación y llenado para dispensar fluidos al menos aun dispositivo de descarga (2a-2c), en particular para dispensar […]
Procedimiento de funcionamiento de un dispositivo de dosificación y llenado y dispositivo de dosificación y llenado, del 25 de Abril de 2013, de Firma Klaus Lipps: Procedimiento de funcionamiento de un dispositivo de dosificación y llenado para dispensar fluidos al menos aun dispositivo de descarga (2a-2c), en particular para dispensar […]