CONTROLADOR PARA UNA MAQUIUNA DE MOLDEO POR SOPLADO CON VARIAS UNIDADES FUNCIONALES.
Controlador para una máquina de moldeo por soplado con varias unidades funcionales,
comprendiendo la máquina de moldeo por soplado al menos un dispositivo de extrusión, partes de moldes de soplado móviles entre sí y dado el caso respecto al dispositivo de extrusión, medios para el desmolde de al menos un artículo en el molde de soplado, así como medios para la retirada del artículo del molde de soplado y comprendiendo el controlador al menos un dispositivo de entrada y salida para el ajuste y/o la representación de los desarrollos del movimiento y/o de las magnitudes de estado de las unidades funcionales de la máquina de moldeo por soplado y elementos de mando para la selección de determinadas funciones de entrada y representación, estando dispuestas las funciones de entrada y representación al menos en parte por grupos en distintos niveles (1a, 1b; 2a, 2b), estando representadas en un primer nivel superior de entrada y representación (1a, 1b) todas las unidades funcionales del proceso mediante elementos de mando correspondientes y estando representadas todas las funciones de entrada y/o representación que pertenecen a una unidad funcional en al menos otro nivel o varios otros niveles, respectivamente, que pueden mandarse respectivamente de forma directa mediante el accionamiento del elemento de mando correspondiente del primer nivel
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07017705.
Solicitante: KAUTEX MASCHINENBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KAUTEXSTRASSE 54 53229 BONN ALEMANIA.
Inventor/es: BUSSE,STEFAN, LULLWITZ,UWE, SEIPEL,EBERHARD.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Septiembre de 2007.
Fecha Concesión Europea: 21 de Julio de 2010.
Clasificación Internacional de Patentes:
- B29C49/78 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Medida, control o regulación.
- G05B19/409 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por la utilización de la entrada manual de datos (MDI) o por la utilización de un panel de control, p. ej. control de funciones con el panel; caracterizado por los detalles del panel de control, por el establecimiento de parámetros (G05B 19/408, G05B 19/4093 tienen prioridad).
Clasificación PCT:
- B29C45/76 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Medida, control o regulación.
- B29C49/78 B29C 49/00 […] › Medida, control o regulación.
- G05B19/409 G05B 19/00 […] › caracterizado por la utilización de la entrada manual de datos (MDI) o por la utilización de un panel de control, p. ej. control de funciones con el panel; caracterizado por los detalles del panel de control, por el establecimiento de parámetros (G05B 19/408, G05B 19/4093 tienen prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un controlador para una máquina de moldeo por soplado. Las máquinas, como por ejemplo máquinas de moldeo por soplado, que presentan varias unidades funcionales que cooperan entre sí, en muchos casos son parametrizadas o programadas mediante controladores lógicos programables. La parametrización y programación se realiza mediante equipos de entrada y salida, como por ejemplo pupitres de mando con dispositivo de visualización o mediante pantallas controlables mediante entrada por contacto (pantallas táctiles), mediante los cuales pueden seleccionarse o ajustarse distintas funciones de la máquina. Los distintos estados de unidades funcionales de la máquina se indican de forma numérica o alfanumérica. Además, los controladores conocidos ofrecen la posibilidad de la parametrización de distintas unidades funcionales así como la puesta en marcha y realización de ciclos funcionales determinados de una máquina.
Las funciones de entrada y representación del controlador están asignadas habitualmente a determinadas funciones hidráulicas, neumáticas o eléctricas.
La entrada y parametrización de determinadas funciones del controlador están estructuradas habitualmente de forma jerárquica. Habitualmente, la estructura de los menús está concebida según la conexión hidráulica, neumática o eléctrica o el funcionamiento mecánico de los distintos dispositivos funcionales o grupos funcionales.
Esto conlleva que tanto la parametrización como la consulta de determinados estados o también la realización de determinados ciclos de movimiento de la máquina a controlar son relativamente complicadas. En muchos casos, el usuario debe seguir una estructura de menús ramificada en forma de árbol para el ajuste de determinados parámetros para válvulas, servomotores u otros elementos, lo cual es poco intuitivo desde el punto de vista del manejo o no es fácil de manejar.
También la visualización de determinados ciclos de movimiento y determinados desarrollos del movimiento en controladores complejos de máquinas sólo es posible en los controladores lógicos programables conocidos en forma de representaciones numéricas y alfanuméricas complejas, por lo que el control al igual que la parametrización de la máquina requiere bastante tiempo. Por ejemplo, en una máquina de moldeo por soplado con un dispositivo de extrusión, partes de moldes de soplado móviles entre sí y, dado el caso, respecto al dispositivo de extrusión y medios para la retirada de artículos del molde de soplado, por ejemplo pinzas o similares, con los controladores hasta ahora conocidos, una representación de los estados del movimiento, por ejemplo de las mitades de los moldes de soplado, de las fases de aceleración y deceleración de las mitades de los moldes durante el movimiento de cierre o apertura, sólo se ofrece de forma alfanumérica, lo cual no permite una orientación fácil.
Por el documento WO 2005/009719 se conoce un procedimiento para el control interactivo de una máquina de moldeo por inyección de plástico, en el que pueden introducirse los parámetros de servicio necesarios para la secuencia del trabajo de la máquina mediante una unidad de entrada provista de campos de accionamiento realizándose a continuación una o varias secuencias de trabajo según los parámetros de servicio almacenados, cargándose un juego de datos acerca de las reglas básicas de la secuencia de trabajo de la máquina y poniéndose a disposición de los operadores como resultado, usándose el juego de datos, una selección de posibilidades de entrada posibles basada en el equipamiento y el entorno de la máquina de forma visualizada en una interfaz de otras partes de la secuencia de trabajo, que pueden insertarse de forma compatible en las partes existentes de la secuencia de trabajo. El objetivo del procedimiento según el documento WO 2005/009719 es mejorar el controlador interactivo de una máquina de moldeo por inyección en el sentido de facilitar la elaboración de una secuencia. Esto se consigue sobre todo porque en la interfaz del usuario se elimina la información inútil hasta tal punto que sólo de pone a disposición del operador una selección de campos de accionamiento ofrecidos por el controlador. En la interfaz se ofrecen al operador campos de entrada dinámicos, que según la entrada por parte del usuario cambian de tal modo que, a medida que avanza el ajuste de la secuencia de trabajo, las posibilidades de entrada para el operador se vuelven cada vez más claras. Por lo demás, la interfaz del usuario descrita en el documento WO 2005/009719 A1 tiene de forma de por sí conocida una estructura jerárquica, es decir, una estructura de menús que se ramifica en forma de árbol, de modo que el usuario debe seguir esta estructura de menús ramificada para ajustar determinados parámetros. Sólo se consigue una simplificación en el sentido de que ya no están representados determinados campos de entrada según la ramificación seleccionada.
Por ejemplo por los documentos US 2004/0093115 A1, WO 2007/045073 A1, US 2006/0247822 A1, DE 91 10 348 U1 y JP 02103114 A se conocen dispositivos de mando y conceptos de mando similares. Finalmente se describe un controlador de máquina de este tipo en el artículo técnico de Huber A.: “Welche Möglichkeiten bietet die Transputertechnik?”, de la revista Plastverarbeiter, Hüttich GmbH, Heidelberg, DE, tomo 42, Nº 11, 1 de noviembre de 1991, páginas 154-156, 158, 160, XP-00282011 ISSN: 0032-1338. Otro controlador de máquina se conoce por el artículo “Generationensprung”, revista Plastverarbeiter, año 54 (2003) Nº 10, páginas 162 y 163, XP-001154707.
Por lo tanto, la invención tiene el objetivo de poner a disposición un controlador para una máquina de moldeo por soplado con varias unidades funcionales complejas, en el que sea posible un ajuste y/o representación especialmente sencillos de los desarrollos del movimiento y/o de las magnitudes de estado de las unidades funcionales de la máquina. En particular, también la visualización de de los desarrollos del movimiento y de las magnitudes de estado debe ser tal que estas magnitudes puedan captarse de forma rápida, sencilla e intuitiva.
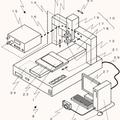
El objetivo se consigue mediante un controlador para una máquina de moldeo por soplado con varias unidades funcionales, comprendiendo la máquina de moldeo por soplado al menos un dispositivo de extrusión, partes de moldes de soplado móviles entre sí y dado el caso respecto al dispositivo de extrusión, medios para el desmolde de al menos un artículo en el molde de soplado, así como medios para la retirada del artículo del molde de soplado, comprendiendo el controlador al menos un dispositivo de entrada y salida para el ajuste y/o la representación de los desarrollos del movimiento y/o de las magnitudes de estado de las unidades funcionales de la máquina y elementos de mando para la selección de determinadas funciones de entrada y representación, estando dispuestas las funciones de entrada y representación al menos en parte por grupos en distintos niveles, estando representadas en un primer nivel superior de entrada y representación todas las unidades funcionales del proceso mediante elementos de mando correspondientes y estando representadas todas las funciones de entrada y/o representación que pertenecen a una unidad funcional en al menos otro nivel, respectivamente, que puede mandarse respectivamente de forma directa mediante el accionamiento del elemento de mando correspondiente del primer nivel.
Las reivindicaciones subordinadas se refieren a unas variantes ventajosas de la invención.
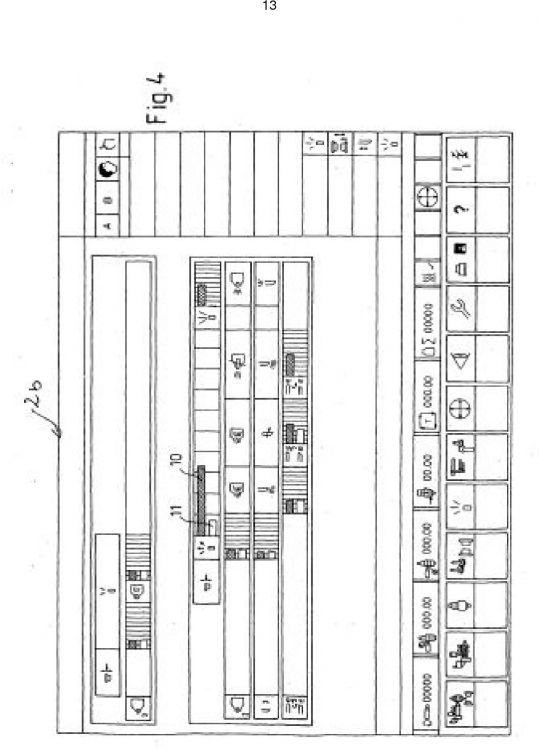
Las ventajas del procedimiento según la invención pueden resumirse en que mediante el primer nivel de entrada y respectivamente, que es el nivel superior, pueden mandarse directamente todas las unidades funcionales de la máquina, concretamente sin tenerse en cuenta la conexión eléctrica, neumática o hidráulica de las mismas. En el controlador de una máquina de moldeo por soplado, en el nivel superior de entrada y representación, están dispuestos por grupos todas las unidades funcionales y funciones del proceso de moldeo por soplado comenzando con el procesamiento del material y la plastificación en el extrusor, pasando por el moldeo, el almacenamiento y la manipulación del producto extrudido, la conformación en el molde de soplado y las funciones adicionales hasta los dispositivos para la retirada del artículo soplado acabado y están representados mediante símbolos correspondientes.
Los símbolos representan al mismo tiempo elementos de mando del dispositivo de entrada y salida realizado preferiblemente como pantalla...
Reivindicaciones:
1. Controlador para una máquina de moldeo por soplado con varias unidades funcionales, comprendiendo la máquina de moldeo por soplado al menos un dispositivo de extrusión, partes de moldes de soplado móviles entre sí y dado el caso respecto al dispositivo de extrusión, medios para el desmolde de al menos un artículo en el molde de soplado, así como medios para la retirada del artículo del molde de soplado y comprendiendo el controlador al menos un dispositivo de entrada y salida para el ajuste y/o la representación de los desarrollos del movimiento y/o de las magnitudes de estado de las unidades funcionales de la máquina de moldeo por soplado y elementos de mando para la selección de determinadas funciones de entrada y representación, estando dispuestas las funciones de entrada y representación al menos en parte por grupos en distintos niveles (1a, 1b; 2a, 2b), estando representadas en un primer nivel superior de entrada y representación (1a, 1b) todas las unidades funcionales del proceso mediante elementos de mando correspondientes y estando representadas todas las funciones de entrada y/o representación que pertenecen a una unidad funcional en al menos otro nivel o varios otros niveles, respectivamente, que pueden mandarse respectivamente de forma directa mediante el accionamiento del elemento de mando correspondiente del primer nivel.
2. Controlador según la reivindicación 1, caracterizado porque el dispositivo de entrada y salida está realizado como pantalla táctil.
3. Controlador según una de las reivindicaciones 1 ó 2, caracterizado porque cada unidad funcional está representada con grupos de funciones que están reunidas en el primer nivel de entrada y representación (1a, 1b).
4. Controlador según la reivindicación 3, caracterizado porque cada función del proceso está representada como símbolo gráfico (5, 5c, 5d) y porque al menos algunos de los símbolos funcionales están realizados como elementos de mando sensibles al contacto.
5. Controlador según una de las reivindicaciones 1 a 4, caracterizado porque al menos algunas de las unidades funcionales pueden ser parametrizadas mediante elementos de mando correspondientes de otros niveles.
6. Controlador según una de las reivindicaciones 1 a 5, caracterizado porque las magnitudes de estado de al menos algunas unidades funcionales pueden visualizarse en forma de representaciones gráficas.
7. Controlador según la reivindicación 6, caracterizado porque la representación de al menos algunas magnitudes de estado puede reproducirse de forma bidimensional en función del tiempo de un ciclo.
Patentes similares o relacionadas:
Un panel de control y receptáculo para un equipo de movimiento de tierra, del 23 de Octubre de 2019, de Leica Geosystems Technology A/S: Un panel de control (C) y un receptáculo (R) adaptado para su uso en equipos de movimiento de tierra, en el que el panel de control (C) - […]
Dispositivo de configuración del número de compensación, del 21 de Agosto de 2019, de CITIZEN WATCH CO. LTD.: Un dispositivo de configuración del número de compensación que comprende: un monitor que muestra una pantalla de selección de superficie de […]
 Método y dispositivo que generan automáticamente programas de operación, del 29 de Mayo de 2019, de Musashi Engineering, Inc: Un método para generar automáticamente un programa de operación, que hace que un cabezal de trabajo se mueva en relación con un objeto de trabajo […]
Método y dispositivo que generan automáticamente programas de operación, del 29 de Mayo de 2019, de Musashi Engineering, Inc: Un método para generar automáticamente un programa de operación, que hace que un cabezal de trabajo se mueva en relación con un objeto de trabajo […]
Procedimiento y sistema para la detección, transmisión y evaluación de señales orientadas a la seguridad, del 10 de Abril de 2019, de Elan Schaltelemente GmbH & Co. KG: Procedimiento para la detección, transmisión y evaluación de al menos una señal orientada a la seguridad (S1...Sn), detectándose la al menos una […]
Sistema de control, consola de operador y soporte de datos móvil para una máquina herramienta, del 28 de Marzo de 2019, de DMG MORI SEIKI AKTIENGESELLSCHAFT: Sistema para el control de una máquina herramienta de control numérico por parte de un usuario, incluyendo - una consola de operador que es operable por el usuario; […]
Procedimiento y dispositivo para la configuración automática de una función de supervisión de una máquina-herramienta, del 27 de Marzo de 2019, de MARPOSS Monitoring Solutions GmbH: Procedimiento para la facilitación automatizada de una función de supervisión para un proceso de mecanizado , que se debe realizar por una máquina-herramienta , […]
Máquina herramienta virtual para la representación de acciones de unidades de mecanizado y la generación de datos operativos a partir de entradas de usuario, del 31 de Enero de 2018, de INDEX-WERKE GMBH & CO. KG HAHN & TESSKY: Procedimiento para el control de una máquina herramienta que presenta un espacio de trabajo y unidades de mecanizado dispuestas en este, en […]
Consola portátil de accionamiento a distancia para una máquina herramienta de metrología, del 30 de Agosto de 2017, de Gleason Metrology Systems Corporation: Máquina de múltiples ejes para la metrología de engranajes controlada por ordenador, teniendo dicha máquina de metrología un panel de funcionamiento y un monitor […]