Procedimiento para la fabricación de un artículo de material sintético termoplástico.
Procedimiento para la fabricación de un artículo a partir de un material sintético termoplástico,
en el que unapreforma (1) tubular se introduce en un molde de soplado (3a, 3b) compuesto por varias piezas y se expande y semoldea aplicando una presión diferencial, y en el que una pieza que ha de ser incorporada se introduce en lapreforma (1) mediante un primer medio de sujeción (4) antes de la conformación de la misma, y antes de laconformación de la preforma (1), la pieza que ha de ser incorporada es traspasada a al menos un segundo mediode sujeción (8) que atraviesa la pared de la preforma (1), caracterizado porque el segundo medio de sujeción estárealizado como espiga de soplado (8) y se realiza una expansión y una conformación de la preforma (1) con elsegundo medio de sujeción (8) mediante la aplicación de un medio de presión y porque antes de la extracción delprimer medio de sujeción (4), la preforma (1) se cierra por su extremo superior y se somete a un soplado previomediante el primer medio de sujeción (4) o porque después de la extracción del primer medio de sujeción (4), lapreforma (1) se cierra por sus extremos y se somete a un soplado previo mediante el segundo medio de sujeción(8) antes del cierre del molde de soplado (3a, 3b).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/003830.
Solicitante: KAUTEX MASCHINENBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KAUTEXSTRASSE 54 53229 BONN ALEMANIA.
Inventor/es: LICHTENAUER,ANDREAS, WALBROEL,STEFAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › utilizando una diferencia de presiones, p. ej. presoplado.
- B29C49/20 B29C 49/00 […] › de objetos que tienen elementos insertos o refuerzos.
- B29C49/58 B29C 49/00 […] › Medios de soplado.
PDF original: ES-2441797_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un artículo de material sintético termoplástico La invención se refiere a un procedimiento para la fabricación de un artículo a partir de un material sintético termoplástico mediante moldeo por extrusión y soplado.
En el moldeo por extrusión y soplado, generalmente, una preforma tubular de material sintético termoplástico reblandecido se expulsa / extrusiona desde una tobera de ranura anular y se posiciona entre las mitades abiertas de una herramienta de moldeo por soplado compuesta por varias piezas. Alternativamente, el cabezal de extrusión puede estar dispuesto por encima de la herramienta, de tal forma que la preforma se extrusiona estando colgada entre las piezas abiertas de la herramienta. La herramienta se cierra alrededor de la preforma y esta, generalmente, se expande mediante la introducción de un medio de presión en una cavidad del molde de soplado. La cavidad del molde de soplado define la forma acabada del artículo que se ha de fabricar. Durante el moldeo por soplado, la deformación y la conformación del artículo se realizan generalmente en el primer calor del material sintético extrusionado de forma termoplástica.
Mediante moldeo por extrusión y soplado se fabrican cuerpos huecos tanto pequeños como grandes, por ejemplo frascos, botellas, barriles, depósitos de combustible para automóviles y hasta grandes depósitos de gasóleo. A veces, es necesario introducir piezas incorporadas en los artículos que han de ser fabricadas. Especialmente en la fabricación de depósitos de combustible se han de montar dentro del depósito componentes funcionales como por ejemplo bombas, transductores, cámaras de turbulencia, componentes de turbulencia y similares. Dado que, debido a su tamaño, resulta difícil incorporar estas piezas posteriormente en los depósitos acabados, a través de aberturas que se han de prever, en muchos casos se ha pasado a envolver estos componentes por soplado. Generalmente, por el estado de la técnica se conoce el modo de introducir componentes que han de disponerse dentro del depósito, desde abajo, mediante una espiga de carga en la preforma abierta, colocada entre las mitades del molde de soplado, y cerrar el molde de soplado alrededor del tubo y las piezas que han de ser incorporadas, envueltas por este.
Para ello, resulta ventajoso extraer de la preforma la espiga de carga o el medio de sujeción para la pieza que ha de ser incorporada, antes de cerrar el molde de soplado. Esto requiere a su vez la sujeción al menos temporal de la pieza que ha de ser incorporada, en el interior de la preforma.
Un procedimiento para la fabricación de un artículo de material sintético, moldeado por extrusión y soplado, con una pieza incorporada se conoce por ejemplo por el documento WO2008/138869A1. En éste, la pieza que ha de ser incorporada se introduce mediante una espiga de carga en el extremo inferior abierto, situado por delante, de la preforma realizada como tubo, cuando o mientras la preforma se extrusiona entre las piezas abiertas del molde de soplado. En un siguiente paso, la preforma se somete a un soplado previo, y a continuación, la pieza incorporada se fija con respecto a la herramienta mediante dispositivos de empuje / de avance previstos en la herramienta, durante lo cual al mismo tiempo la preforma se suelda a la pieza incorporada en los puntos correspondientes. La espiga de carga se extrae de la herramienta, después se cierra la herramienta alrededor de la preforma y la pieza que ha de ser incorporada, fijada dentro de la misma, y se acaba el artículo por soplado.
Esta solución tiene la desventaja de que la herramienta necesaria para la fabricación del artículo resulta relativamente caro y complicado debido a los dispositivos de empuje que se han de prever dentro del mismo.
Un procedimiento para la fabricación de un artículo de material sintético moldeado por extrusión y soplado según el preámbulo de la reivindicación 1 se conoce por ejemplo por el documento JP61110529A. En el procedimiento descrito en este, un inserto metálico se incorpora en un parachoques moldeado por extrusión y soplado, para lo cual, el inserto se dispone mediante un primer medio de sujeción entre las piezas abiertas de la herramienta de moldeo por soplado. Dentro de la herramienta de moldeo por soplado, el inserto metálico es traspasado a un segundo medio de sujeción que atraviesa la pared de la preforma. El primer medio de sujeción se retira de entre las mitades del molde de soplado y estas se cierran, y después, la preforma se expande dentro de la herramienta mediante una espiga de soplado separada que atraviesa una abertura prevista en el inserto metálico.
Por el documento US4, 952, 347A se dio a conocer un procedimiento para la fabricación de un depósito de combustible a partir de un material sintético termoplástico, en el que una preforma tubular se introduce en un molde de soplado compuesto por varias piezas e igualmente se expande y se moldea aplicando una presión diferencial después de cerrar el molde de soplado. En el procedimiento según el documento US4, 952, 347A, un soporte dotado de componentes funcionales se introduce desde abajo en la preforma estando abierta la herramienta. A continuación, se cierra la herramienta de moldeo por soplado, quedando enganchado el soporte al menos por el borde entre las herramientas y dentro de la preforma tubular. A continuación, desde distintos lados se
inyectan espigas de soplado a través de la pared de la preforma premoldeada y se acaba el artículo por soplado.
Por lo tanto, la invención tiene el objetivo de proporcionar un procedimiento comparable, realizado con medios más sencillos en comparación. Además, la invención tiene el objetivo de proporcionar un procedimiento para la fabricación de un artículo de material sintético, moldeado por extrusión y soplado, con componentes incorporados, que esté optimizado en cuanto a la cantidad y el tamaño de las aberturas previstas en el recipiente acabado. Esto es deseable especialmente en la fabricación de depósitos de combustible a partir de un material sintético termoplástico que habitualmente se fabrican a partir de piezas coextruidas con capas de barrera para hidrocarburos.
Según la invención, el objetivo se consigue mediante un procedimiento para la fabricación de un artículo a partir de un material sintético termoplástico, en el que una preforma tubular se introduce en un molde de soplado compuesto por varias piezas y se expande y se moldea aplicando una presión diferencial, y en el que una pieza que ha de ser incorporada se introduce en la preforma mediante un primer medio de sujeción antes de la conformación de la misma, y antes de la conformación de la preforma, la pieza que ha de ser incorporada es traspasada a al menos un segundo medio de sujeción que atraviesa la pared de la preforma, y el segundo medio de sujeción está realizado como espiga de soplado y se realiza una expansión y una conformación de la preforma con el segundo o por el segundo medio de sujeción, mediante la aplicación de un medio de presión.
En lo sucesivo, los términos "espiga de soplado" y "aguja de soplado" se usan como sinónimos. El experto sabe que los dos términos se refieren al mismo objeto.
La solución según la invención tiene especialmente la ventaja de que la aguja de soplado necesaria de por sí o la espiga de soplado necesaria de por sí sirven al mismo tiempo para la fijación de la pieza que ha de ser incorporada en el artículo. En caso de necesidad, también se pueden usar varias agujas de soplado para la fijación. La herramienta necesaria es mucho más sencilla que la herramienta conocida por el documento WO2008/138869A1.
Una preforma tubular en el sentido de la presente invención no tiene que ser necesariamente un tubo flexible cerrado por todo su contorno; más bien, por preforma tubular se entiende también un tubo seccionado unilateralmente a lo largo de su longitud. La sección transversal de la "preforma tubular" no tiene que ser necesariamente circular; más bien, la invención incluya también una manipulación de la preforma después de la salida del cabezal de extrusión y antes de introducir la pieza que ha de ser incorporada entre las piezas abiertas de la herramienta de soplado.
Aunque como aún se describe más adelante, en un ejemplo de realización según la invención está previsto extrusionar la preforma entre las mitades de una herramienta de soplado abierta, estando colgada en el sentido de la fuerza de gravedad, la preforma también puede ser extrusionada en un sitio separado de la herramienta de soplado y llevarse a la herramienta de soplado con dispositivos de agarre correspondientes.
En el marco de la invención, la preforma se puede extrusionar... [Seguir leyendo]
Reivindicaciones:
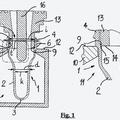
1. Procedimiento para la fabricación de un artículo a partir de un material sintético termoplástico, en el que una preforma (1) tubular se introduce en un molde de soplado (3a, 3b) compuesto por varias piezas y se expande y se 5 moldea aplicando una presión diferencial, y en el que una pieza que ha de ser incorporada se introduce en la preforma (1) mediante un primer medio de sujeción (4) antes de la conformación de la misma, y antes de la conformación de la preforma (1) , la pieza que ha de ser incorporada es traspasada a al menos un segundo medio de sujeción (8) que atraviesa la pared de la preforma (1) , caracterizado porque el segundo medio de sujeción está realizado como espiga de soplado (8) y se realiza una expansión y una conformación de la preforma (1) con el 10 segundo medio de sujeción (8) mediante la aplicación de un medio de presión y porque antes de la extracción del primer medio de sujeción (4) , la preforma (1) se cierra por su extremo superior y se somete a un soplado previo mediante el primer medio de sujeción (4) o porque después de la extracción del primer medio de sujeción (4) , la preforma (1) se cierra por sus extremos y se somete a un soplado previo mediante el segundo medio de sujeción (8) antes del cierre del molde de soplado (3a, 3b) .
1.
2. Procedimiento según la reivindicación 1, caracterizado porque el primer medio de sujeción (4) se extrae de la preforma (1) después de que la pieza que ha de ser incorporada ha sido traspasado al segundo medio de sujeción (8) .
3. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque el artículo que ha de ser fabricado es un depósito de combustible (6) para automóviles.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque como pieza que ha de ser incorporada se introduce en el artículo un soporte de componente funcional (5) .
2.
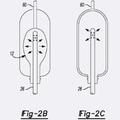
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque como pieza que ha de ser incorporada se introduce en el artículo un elemento de refuerzo, que preferentemente apoya una contra otra las paredes opuestas (7) del artículo.
6. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque la pieza que ha de ser incorporada se fija a una única pared (7) del artículo mediante un movimiento de avance y/o de retirada del segundo medio de sujeción (8) .
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque la pieza que ha de ser 35 incorporada se suelda a la pared interior del artículo.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque el segundo medio de sujeción
(8) atraviesa la pieza que ha de ser incorporada.
(8) se enclava temporalmente con la pieza que ha de ser incorporada.
9. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque el segundo medio de sujeción
Patentes similares o relacionadas:
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Inyector de fluido y procedimiento para fabricar cuerpos huecos mediante la técnica de inyección de fluido, del 4 de Septiembre de 2019, de Westphal, Friedrich: Inyector de fluido para fabricar cuerpos huecos mediante la técnica de inyección de fluido, a través del que una mezcla de fases múltiples en forma de una niebla pulverizada […]
Proceso para la formación de unidades llenadas con fluido y serie de unidades llenadas con fluido, del 12 de Junio de 2019, de AUTOMATED PACKAGING SYSTEMS, INC.: Proceso para formar unas unidades llenadas con fluido que comprende: alimentar una banda de un suministro a una estación de inflado , presentando la banda […]
Preforma para la producción de una botella de material plástico, del 20 de Mayo de 2019, de ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG: Preforma para la producción de botellas de material plástico en un procedimiento de soplado o de soplado y estirado, con un cuerpo alargado, […]
Válvula de fluido de soplado, unidad de moldeo por soplado y método de moldeo por soplado, del 28 de Febrero de 2019, de Aventics GmbH: Una válvula de fluido de soplado adaptada para proporcionar un flujo de un fluido de soplado en un dispositivo de moldeo por soplado con al menos un caudal controlable, […]
Un aparato y un método para confeccionar recipientes de plástico mediante moldeo por soplado de preformas, del 4 de Febrero de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un aparato para confeccionar recipientes de plástico mediante moldeo por soplado de preformas que comprende: - un molde que tiene, al menos, una cavidad […]
 Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]
Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]
 Procedimiento para la fabricación de una botella de plástico, del 8 de Febrero de 2016, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Procedimiento para la fabricación de una botella de plástico, especialmente de una botella de PET, a partir de una preforma que presenta un cuerpo […]
Procedimiento para la fabricación de una botella de plástico, del 8 de Febrero de 2016, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Procedimiento para la fabricación de una botella de plástico, especialmente de una botella de PET, a partir de una preforma que presenta un cuerpo […]