PROCEDIMIENTO Y APARATO DE COLADA CON ELIMINACION DEL MOLDE.
Un procedimiento para la colada de metales que comprende las etapas de:
proporcionar un molde (36, 120) que comprende un aglomerado y un aglutinante;
suministrar un metal fundido (122) al molde;
solidificar el metal fundido;
descomponer al menos una porción del molde, incluyendo la disolución del aglutinante,
en el que la etapa de descomponer al menos una porción del molde comienza antes de que se haya completado la etapa de solidificar el metal fundido
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06020504.
Solicitante: ALOTECH LTD. LLC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1556 RIDENOUR PARKWAY,KENNESAW, GA 30152.
Inventor/es: CAMPBELL, JOHN, GRASSI, JOHN, R., KUHLMAN,GEORGE,W.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Julio de 2003.
Fecha Concesión Europea: 10 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B22D29/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Extracción de las piezas del molde, no limitada a un procedimiento de colada cubierto por un solo grupo principal; Extracción de machos; Manipulación de lingotes.
- B22D30/00 B22D […] › Enfriamiento de piezas coladas, no limitado a procedimientos de colada cubiertos por un solo grupo principal (accesorios para el enfriamiento de barras coladas en colada continua de metales B22D 11/124; control o regulación de las operaciones o del funcionamiento para el enfriamiento de barras coladas o de moldes en colada continua de metales B22D 11/22; colada en coquilla B22D 15/00).
Clasificación PCT:
- B22D29/00 B22D […] › Extracción de las piezas del molde, no limitada a un procedimiento de colada cubierto por un solo grupo principal; Extracción de machos; Manipulación de lingotes.
- B22D30/00 B22D […] › Enfriamiento de piezas coladas, no limitado a procedimientos de colada cubiertos por un solo grupo principal (accesorios para el enfriamiento de barras coladas en colada continua de metales B22D 11/124; control o regulación de las operaciones o del funcionamiento para el enfriamiento de barras coladas o de moldes en colada continua de metales B22D 11/22; colada en coquilla B22D 15/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Fragmento de la descripción:
Procedimiento y aparato de colada con eliminación del molde.
Referencia cruzada a una solicitud relacionada
La presente solicitud reivindica el beneficio de la solicitud provisional estadounidense con nº de serie 60/394.713, presentada el 9 de julio de 2002.
Campo de la invención
La presente invención está relacionada con la colada de metales. Más en particular, la presente invención está relacionada con un procedimiento y un aparato para la colada de metales con eliminación del molde.
Antecedentes de la invención
En el procedimiento de colada tradicional, se vierte metal fundido en un molde y se solidifica, o se enfría, mediante una pérdida de calor hacia el molde. Cuando se ha perdido suficiente calor en el metal como para que se solidifique, el producto resultante, es decir, la pieza fundida, puede soportar su propio peso. Acto seguido, la pieza fundida es extraída del molde.
Los diferentes tipos de molde de la técnica anterior ofrecen ciertas ventajas. Por ejemplo, los moldes de arena verde están compuestos de un aglomerado, la arena, que se mantiene cohesionada con un aglutinante, como, por ejemplo, una mezcla de arcilla y agua. Estos moldes pueden fabricarse rápidamente; por ejemplo, en diez (10) segundos para los moldes simples en una instalación automatizada de fabricación de moldes. Además, la arena puede reciclarse fácilmente para su uso ulterior.
Otros moldes de arena usan a menudo aglutinantes químicos basados en resinas que poseen una precisión dimensional elevada y gran dureza. Tales moldes de arena aglutinados por resinas requieren algo más de tiempo de fabricación que los moldes de arena verde, porque debe darse una reacción de endurecimiento para que el aglutinante llegue a ser efectivo y permita la formación del molde. Como en los moldes aglutinados con arcilla, la arena puede, a menudo, ser reciclada, aunque con algún tratamiento para eliminar la resina.
Además de una fabricación relativamente rápida y económica, los moldes de arena también tienen una productividad elevada. Un molde de arena puede ser retirado una vez que se ha vertido el metal fundido para dejarlo enfriarse y solidificarse, permitiendo que se rellenen otros moldes.
Lo más habitual es que la arena que se usa como aglomerado en el moldeo con arena sea sílice. Sin embargo, se han usado otros minerales para evitar la indeseable transición del cuarzo alfa al cuarzo beta a aproximadamente 570 grados Celsius (ºC), que incluye el olivino, la cromita y el zircón. Estos minerales poseen ciertas desventajas, ya que el olivino es a menudo variable en su composición química, lo que da a problemas de control uniforme con los aglutinantes químicos. Típicamente, la cromita se tritura, lo que crea granos angulares que llevan a un acabado superficial deficiente en la pieza fundida y al rápido desgaste del utillaje. El zircón es pesado, lo que aumenta las exigencias al equipo que se usa para formar y manipular un molde, y causando un rápido desgaste del utillaje.
Además de las desventajas creadas por los aspectos excepcionales de la sílice y de minerales alternativos, los moldes de arena con arcilla y aglutinantes químicos no permiten típicamente el enfriamiento rápido del metal fundido, debido a su conductividad térmica relativamente reducida. El enfriamiento rápido del metal fundido es a menudo deseable, dado que se sabe en la técnica que con tal enfriamiento mejoran las propiedades mecánicas de la pieza fundida. Además, el enfriamiento rápido permite la retención de mayor número de los elementos de la aleación en disolución, introduciendo con ello la posibilidad de eliminar el subsiguiente termotratamiento de solubilización, lo que ahorra tiempo y gastos. La eliminación del termotratamiento de solubilización evita el enfriamiento rápido que sigue normalmente, eliminando los problemas de distorsión y de fatiga residual en la pieza moldeada que son causados por el enfriamiento rápido.
Como alternativa a los moldes de arena, se usan a veces moldes fabricados de metal o moldes semipermanentes o moldes con enfriaderos. Estos moldes metálicos son particularmente ventajosos, gracias a que su conductividad térmica relativamente elevada permite que el metal fundido de la colada se enfríe y se solidifique rápidamente, lo que origina a propiedades mecánicas ventajosas en la pieza fundida. Por ejemplo, un proceso particular de colada, denominado fundición por inyección a presión, utiliza moldes de metal y se sabe que tiene una velocidad de solidificación rápida. Tal velocidad de solidificación rápida queda indicada por la presencia de una separación fina de brazos dendríticos (SBD) en la pieza fundida. Tal como se sabe en la técnica, cuando mayor es la velocidad de solidificación, menor es la SBD. Sin embargo, la fundición por inyección a presión permite a menudo la formación de defectos en una pieza fundida debido a que ocurre una extrema turbulencia superficial en el metal fundido durante el llenado del molde.
Además, todos los moldes fabricados de metal poseen una desventaja económica significativa. Dado que la pieza fundida tiene que enfriarse antes de que pueda extraerse del molde, deben usarse múltiples moldes de metal para lograr una productividad elevada. La necesidad de múltiples moldes en una colada con moldes permanentes aumenta el coste del utillaje y, típicamente, tiene como resultado costes de utillaje que son al menos cinco veces superiores que los asociados con los moldes de arena.
En consecuencia, es deseable desarrollar un procedimiento de colada y aparatos relacionados que tengan la ventaja de la solidificación rápida de los moldes de metal, y que tengan a la vez costes más reducidos, una productividad elevada y la capacidad de recuperación asociada con los moldes de arena.
El documento CH622726 da a conocer un procedimiento para desmoldear un compuesto de moldeo aglutinado con silicatos de un molde relleno de colada en el que el molde relleno de colada está expuesto a la acción de una solución alcalina en agua para la disolución del aglutinante alcalino y el desprendimiento de granos del compuesto de moldeo. Aquí, se puede hacer que el molde relleno de colado descienda hasta la solución alcalina en agua, o esta puede verterse o pulverizarse sobre el mismo. Preferentemente, la solución acuosa tiene un pH de al menos 12. Con este fin, la solución acuosa puede volverse alcalina con un hidróxido de metal alcalino o con amonio. Dicho procedimiento facilita el desmoldeo del compuesto de moldeo aglutinado con silicatos.
Breve resumen de la invención
Según la presente invención, se proporciona un procedimiento para la colada de metales según la reivindicación 1.
Breve descripción de los dibujos
La invención puede adoptar forma física en ciertas partes y conjunto de partes o en ciertas etapas del procedimiento, una realización preferida de los cuales se describirá con detalle en la presente memoria y será ilustrada en los dibujos adjuntos, que forman parte de la misma y en los que:
La Fig. 1 es un diagrama de flujo de las etapas asociadas con una realización de la presente invención;
la Fig. 2 es una vista lateral esquemática de un diseño de otra realización de la presente invención;
la Fig. 3 es una vista lateral esquemática de un diseño de otra realización de la presente invención;
la Fig. 4 es una vista lateral de una muestra de ensayo tratada según un procedimiento de la técnica anterior;
la Fig. 5 es una representación gráfica de una curva de enfriamiento de la muestra de ensayo de la Fig. 4, que ilustra una curva de enfriamiento de la técnica anterior;
la Fig. 6 es una vista lateral de una muestra de ensayo tratada según una realización de la presente invención;
la Fig. 7 es una representación gráfica de una curva de enfriamiento de la muestra de ensayo de la Fig. 6, que ilustra una curva de enfriamiento de la presente invención; y
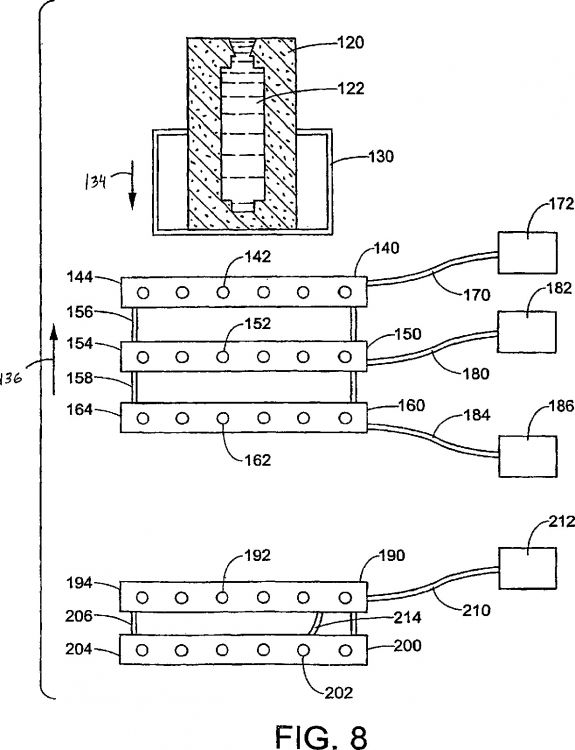
la Fig. 8 es una representación esquemática del diseño de de otra realización adicional de la presente invención.
Descripción detallada de la invención
Con referencia ahora a los dibujos, en los que lo mostrado es con fines de ilustrar la realización preferida de la invención y no con fines de limitarla, la Fig. 1 ilustra las etapas del procedimiento de la invención. Debe hacerse notar que la invención es adecuada para la colada de cualquier metal, incluyendo las aleaciones no ferrosas basadas en magnesio, aluminio y cobre, así como...
Reivindicaciones:
1. Un procedimiento para la colada de metales que comprende las etapas de:
en el que la etapa de descomponer al menos una porción del molde comienza antes de que se haya completado la etapa de solidificar el metal fundido.
2. El procedimiento de la reivindicación 1 en el que las etapas de descomponer al menos una porción del molde y de solidificar el metal fundido se llevan a cabo de manera aproximadamente simultánea.
3. El procedimiento de cualquiera de las reivindicaciones 1 o 2 en el que la etapa de descomponer al menos una porción del molde incluye la etapa de pulverizar el molde con un disolvente.
4. El procedimiento de la reivindicación 3 en el que la etapa de pulverizar el molde con un disolvente incluye la etapa de ajustar un caudal de pulverización del disolvente.
5. El procedimiento de cualquiera de las reivindicaciones 3 o 4 en el que la etapa de pulverizar el molde con un disolvente incluye la etapa de ajustar un patrón de pulverización del disolvente.
6. El procedimiento de cualquiera de las reivindicaciones 3-5 en el que la etapa de pulverizar el molde con un disolvente incluye la etapa de dirigir al menos dos corrientes de disolvente sobre el molde.
7. El procedimiento de la reivindicación 6 en el que se dirige sobre el molde una primera corriente de disolvente en un momento diferente del de una segunda corriente de disolvente.
8. El procedimiento de cualquiera de las reivindicaciones 6 o 7 en el que se dirige sobre el molde una primera corriente de disolvente en un emplazamiento diferente del de una segunda corriente de disolvente.
9. El procedimiento de cualquiera de las reivindicaciones 3-8 en el que el disolvente se suministra a un caudal entre aproximadamente 0,05 y aproximadamente 50,0 litros por segundo.
10. El procedimiento de cualquiera de las reivindicaciones 3-9 en el que el disolvente se suministra a una presión entre aproximadamente 3 kPa y aproximadamente 7 MPa.
11. El procedimiento de cualquiera de las reivindicaciones 3-10 en el que el disolvente incluye al menos uno de un material líquido, gaseoso y arenoso.
12. El procedimiento de cualquiera de las reivindicaciones 3-11 y que además comprende la etapa adicional de recuperar al menos uno del aglutinante, el aglomerado y el disolvente.
13. El procedimiento de cualquiera de las reivindicaciones 1-12 en el que la etapa de suministrar metal fundido al molde se realiza con un suministro (32) del metal fundido por gravedad.
14. El procedimiento de cualquiera de las reivindicaciones 1-13 que incluye la etapa de seguir suministrando metal fundido al molde durante la etapa de eliminar al menos una porción del molde.
Patentes similares o relacionadas:
Dispositivo de colada a baja presión y método de colada a baja presión, del 25 de Marzo de 2020, de NISSAN MOTOR CO., LTD.: Un dispositivo de colada a baja presión que comprende: un horno de conservación configurado para contener metal fundido; un cargador […]
Producto colado que tiene capa de barrera de alúmina y método para fabricar el mismo, del 4 de Marzo de 2020, de KUBOTA CORPORATION: Producto colado que comprende un cuerpo colado que tiene una superficie formada con una capa de barrera de alúmina que tiene un grosor de 0,05 a 3 […]
 Procedimiento para fundir piezas de fundición, del 28 de Agosto de 2019, de FRITZ WINTER EISENGIESSEREI GMBH & CO. KG: Procedimiento para fundir piezas de fundición (G), en el que una masa fundida de metal se cuela en un molde de fundición que rodea una cavidad que reproduce la pieza […]
Procedimiento para fundir piezas de fundición, del 28 de Agosto de 2019, de FRITZ WINTER EISENGIESSEREI GMBH & CO. KG: Procedimiento para fundir piezas de fundición (G), en el que una masa fundida de metal se cuela en un molde de fundición que rodea una cavidad que reproduce la pieza […]
Proceso para fabricar núcleos conformados de fundición y para colar metales, del 5 de Junio de 2019, de ARKEMA FRANCE: Proceso para preparar una forma para fundición mediante el proceso de caja fría, que comprende las siguientes etapas: a) formar una mezcla para fundición con un aglutinante […]
Uso de combinaciones de amina para núcleos conformados de fundición y metales de fundición, del 22 de Mayo de 2019, de ARKEMA FRANCE: Uso de una combinación de al menos dos aminas terciarias como catalizador para curar una composición de resina compuesta.
Procedimiento de fabricación de componentes de TiAl, del 3 de Abril de 2019, de MTU Aero Engines AG: Procedimiento para la fabricación de un componente, en particular, un componente para una turbomáquina, a partir de una aleación de TiAl, que comprende las siguientes […]
Disposición de colada, del 9 de Enero de 2019, de Martinrea Honsel Germany GmbH: Disposición de colada con un molde de fundición que encierra por lo menos dos cavidades de colada (1A, 1B) para la fundición en molde en cada caso […]
Martillo de extracción de núcleo o martillo neumático para extraer el núcleo de piezas de fundición con conectores traseros, del 26 de Septiembre de 2018, de O.M.LER 2000 S.R.L: Martillo neumático para extraer núcleos de piezas de fundición; en el que el martillo comprende: - una camisa que comprende: - una cámara interna […]