CILINDRO PARA EJERCER UNA PRESION DE CONTACTO SOBRE BANDAS DE MATERIAL.
Cilindro (1) para ejercer una presión de contacto sobre una o varias bandas de material (10,
11), presentando el cilindro (1) un eje de cilindro (2), sobre el que se encuentran una pluralidad de discos (3), pudiendo moverse los discos (3) radialmente y ejerciendo la presión de contacto sobre la una o varias bandas de material (10, 11), pudiendo ejercerse la presión de contacto de los discos (3) de forma neumática o hidráulica, pudiendo controlarse la presión de contacto de los discos (3) a través de una presión interna en el interior del cilindro (1), y siendo el eje de cilindro (2) un eje hueco, que presenta una escotadura, de modo que a través de la presión interna en un cuerpo interior del eje de cilindro (4), que se encuentra en el eje de cilindro (2), puede controlarse la presión de contacto de los discos (3)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08151055.
Solicitante: TEXMAG GMBH VERTRIEBSGESELLSCHAFT.
Nacionalidad solicitante: Suiza.
Dirección: ZEHNTENSTRASSE 17,8800 THALWIL.
Inventor/es: MALTERER,CHRISTIAN, ROESSLE,THOMAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Febrero de 2008.
Fecha Concesión Europea: 12 de Mayo de 2010.
Clasificación PCT:
- B29C43/46 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › Rodillos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Cilindro para ejercer una presión de contacto sobre bandas de material.
Campo técnico
Este documento se refiere a cilindros para ejercer una presión de contacto sobre una o varias bandas de material.
Antecedentes
En la fabricación de neumáticos se unen entre sí bandas de material. Para ello una banda de goma se presiona con una presión adecuada sobre otra banda de goma. De este modo las dos bandas se unen entre sí de forma duradera. Sin embargo, con frecuencia, las bandas que deben unirse entre sí no son planas. Así ocurre regularmente que una banda estrecha a modo de tira debe aplicarse sobre una banda mucho más ancha. La presión necesaria se genera con ayuda de cilindros. Se conocen cilindros de laminación en los que una pluralidad de discos individuales están fijados sobre un eje.
Una vista parcial en perspectiva esquemática de un cilindro de laminación conocido de este tipo se muestra en la figura 1. En ésta puede verse una pluralidad de discos que están fijados sobre un eje. Los discos individuales tienen un revestimiento antiadherente y pueden girar de forma independiente entre sí alrededor del eje del cilindro. Los discos presentan en su centro en cada caso orificios que son claramente más grandes que el diámetro del eje, de modo que los discos pueden moverse en la dirección radial con respecto al eje. Debido al hecho de que los discos individuales del cilindro de laminación pueden desplazarse unos respecto a otros, el cilindro puede adaptarse al contorno de superficie de las bandas de material que van a unirse. La presión de contacto se genera por el peso propio de los discos. De este modo la dirección de la fuerza de presión de contacto sólo es posible en la dirección de la gravedad. Para conseguir una presión de contacto suficientemente grande son necesarios por tanto discos con un peso propio correspondientemente grande. Además debe garantizarse que los discos individuales no se adhieran unos a otros, ya que de lo contrario no puede conseguirse la presión de contacto deseada por todo el ancho. Para ello es necesario un revestimiento de superficie correspondientemente bueno y complicado de los discos individuales. Esto es así especialmente porque también debe evitarse una adherencia de los discos entre sí, incluso cuando por ejemplo se acumulan residuos de goma entre los discos.
El documento WO 2006/044271 A da a conocer unidades móviles de laminación de láminas y procedimientos que pueden utilizarse para laminar láminas sobre superficies. Las unidades móviles y los procedimientos utilizan un dispositivo de laminación móvil que forma un frente de laminación a través del que la lámina se aplica sobre la superficie. El frente de laminación sigue las irregularidades en las superficies, tales como depresiones, protuberancias, etc., al tiempo que proporciona una presión esencialmente uniforme de modo que la lámina corresponde a la superficie.
El documento WO 90/13706 A da a conocer un cilindro para el tratamiento mediante presión de bandas, por ejemplo papel, celulosa o cartón, que presenta una cubierta hecha de anillos cerámicos adyacentes individuales que están pretensados axialmente mediante una o varias varillas tensoras y están guiados de forma concéntrica respecto al eje mediante medios de centrado adicionales. El cilindro puede utilizarse como cilindro de prensado en mojado en máquinas de fabricación de papel y también como cilindro de calandria duro para papel satinado.
Resumen de la invención
Se dan a conocer cilindros para ejercer presión de contacto sobre una o varias bandas de material según la reivindicación 1 y su uso según la reivindicación 11. Las reivindicaciones dependientes contienen configuraciones ventajosas de la invención.
Un cilindro para ejercer presión de contacto sobre una o varias bandas de material presenta un eje de cilindro sobre el que se encuentran una pluralidad de discos. Los discos pueden moverse radialmente y ejercen la presión de contacto sobre la una o varias bandas de material. La presión de contacto de los discos puede ejercerse o controlarse de forma neumática o hidráulica.
La presión de contacto de los discos se controla a través de una presión interna en el interior del cilindro. La presión interna en el interior del cilindro puede actuar de forma dirigida especialmente sobre los discos. Dirigida especialmente significa que los discos se presionan especialmente en una dirección, preferiblemente contra las bandas de material, y esto sucede de forma independiente de la gravedad.
El eje de cilindro es un eje hueco que presenta una escotadura, de modo que a través de una presión interna en un cuerpo interior del eje de cilindro que se encuentra en el eje de cilindro puede controlarse la presión de contacto de los discos. El cuerpo interior del eje de cilindro puede comprender un tubo y una capa de separación tubular, rodeando la capa de separación el tubo y situándose entre el tubo y los discos. La capa de separación puede estar aplicada directamente sobre el tubo.
La capa de separación está compuesta en algunas formas de realización al menos en parte por chapa elástica, especialmente por una chapa de peine de acero elástico, o por una lámina. El tubo puede estar cerrado en sus dos lados en cada caso por un tapón.
En diferentes formas de realización, el cilindro puede presentar una o varias de las siguientes características. La presión interna en el tubo puede controlarse con ayuda de una válvula en uno de los tapones. Los discos pueden sujetarse lateralmente mediante anillos de ajuste sobre el eje. Los discos pueden estar dotados de un revestimiento antiadherente. Además la presión de contacto puede modificarse mediante el control de la presión interna del cuerpo interior del cilindro durante el funcionamiento del cilindro. En algunas formas de realización la presión interna del cuerpo interior del eje de cilindro puede adaptarse a parámetros de proceso durante la producción con ayuda de una válvula de presión fina electrónica.
Un cilindro de este tipo puede utilizarse en la laminación de bandas de material, especialmente en la laminación en el marco de la fabricación de neumáticos.
La presión de contacto que ejerce el cilindro sobre las bandas que van a unirse se controla a través de la presión en el espacio interior del eje. De este modo el cilindro puede emplearse para una pluralidad de aplicaciones diferentes, sin que deban realizarse modificaciones constructivas. Incluso durante una operación de procesamiento puede adaptarse la presión de contacto que se ejerce por el cilindro. Mediante un hueco en un lado en el eje se transmite la presión de forma dirigida desde el interior del eje sobre los discos individuales. La presión interna en el cilindro puede controlarse de forma neumática o hidráulica. De este modo puede trabajarse con discos claramente más ligeros o con discos con dimensiones menores, ya que ya no es el peso propio solo de los discos el responsable de la presión de contacto generada. Esto permite trabajar con discos claramente más económicos. El riesgo de que los discos queden adheridos unos a otros y por tanto que no se consiga una presión de contacto uniforme se reduce por tanto claramente.
Breve descripción de los dibujos
La presente invención se explica a continuación mediante formas de realización preferidas haciendo referencia a los dibujos adjuntos.
La figura 1 es una vista en perspectiva esquemática de un cilindro de calandria conocido;
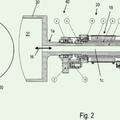
la figura 2 es una representación en despiece ordenado esquemática de un cilindro;
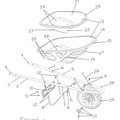
la figura 3 es una vista en perspectiva esquemática del cilindro de la figura 2;
la figura 4 es una vista frontal esquemática de un cilindro;
la figura 5 es una vista en corte esquemática a lo largo de la línea B-B de la figura 4;
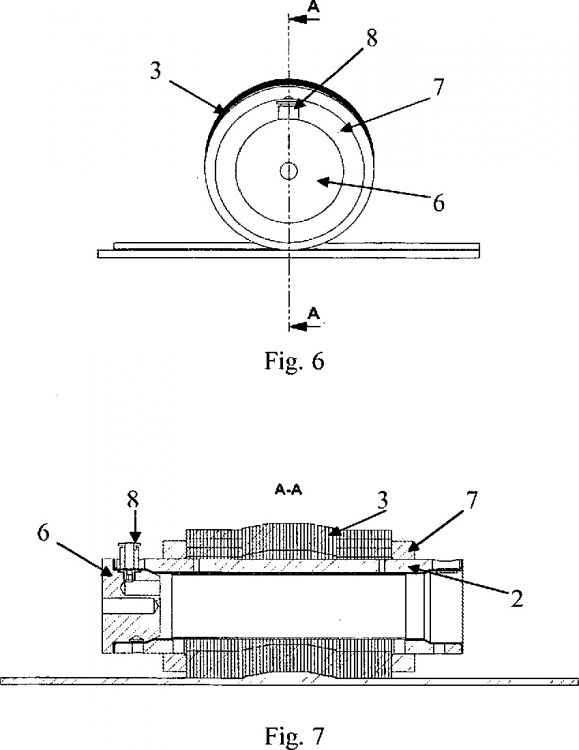
la figura 6 es una vista lateral esquemática de un cilindro;
la figura 7 es una vista en corte esquemática a lo largo de la línea A-A de la figura 6.
Descripción detallada de los dibujos
La figura 2 muestra una forma de realización a modo de ejemplo de un cilindro 1 para ejercer presión de contacto sobre una o varias bandas de material. Con ayuda de esta representación en despiece ordenado va a explicarse una posible estructura y su funcionamiento.
El eje 2 está realizado en el ejemplo de la figura 2 como eje hueco. El eje 2 presenta una escotadura dirigida hacia abajo. En el eje 2 se introduce y se fija en el mismo una capa de separación 5....
Reivindicaciones:
1. Cilindro (1) para ejercer una presión de contacto sobre una o varias bandas de material (10, 11), presentando el cilindro (1) un eje de cilindro (2), sobre el que se encuentran una pluralidad de discos (3), pudiendo moverse los discos (3) radialmente y ejerciendo la presión de contacto sobre la una o varias bandas de material (10, 11), pudiendo ejercerse la presión de contacto de los discos (3) de forma neumática o hidráulica, pudiendo controlarse la presión de contacto de los discos (3) a través de una presión interna en el interior del cilindro (1), y siendo el eje de cilindro (2) un eje hueco, que presenta una escotadura, de modo que a través de la presión interna en un cuerpo interior del eje de cilindro (4), que se encuentra en el eje de cilindro (2), puede controlarse la presión de contacto de los discos (3).
2. Cilindro (1) según la reivindicación 1, en el que la presión interna en el interior del cilindro (1) actúa dirigida espacialmente sobre los discos (3).
3. Cilindro (1) según la reivindicación 1, en el que el cuerpo interior del eje de cilindro presenta un tubo (4) y una capa de separación (5) tubular, rodeando la capa de separación (5) el tubo (4) y situándose entre el tubo (4) y los discos (3).
4. Cilindro (1) según la reivindicación 3, en el que la capa de separación (5) está aplicada directamente sobre el tubo (4).
5. Cilindro (1) según la reivindicación 3 ó 4, en el que la capa de separación (5) está compuesta al menos en parte por chapa elástica, especialmente por chapa de peine de acero elástico, o por una lámina.
6. Cilindro (1) según una de las reivindicaciones 3 a 5, en el que el tubo (4) está cerrado en sus dos lados en cada caso mediante un tapón (6).
7. Cilindro (1) según la reivindicación 6, en el que la presión interna en el tubo puede controlarse mediante una válvula (8) en uno de los tapones (6).
8. Cilindro (1) según una de las reivindicaciones anteriores, en el que los discos (3) se sujetan lateralmente mediante anillos de ajuste (7) sobre el eje (2).
9. Cilindro (1) según una de las reivindicaciones anteriores, en el que los discos (3) presentan un revestimiento antiadherente.
10. Cilindro (1) según una de las reivindicaciones 6 a 9, en el que la presión de contacto puede modificarse mediante el control de la presión interna del cuerpo interior del eje de cilindro durante el funcionamiento del cilindro (1).
11. Uso de un cilindro (1) en la laminación de bandas de material (10, 11), especialmente en la laminación en el marco de la fabricación de neumáticos, estando formado el cilindro (1) según una de las reivindicaciones 1 a 10.
Patentes similares o relacionadas:
Píldora extruida disuasoria de abuso, de liberación inmediata, del 25 de Diciembre de 2019, de Pharmaceutical Manufacturing Research Services, Inc: Una forma de dosificación oral, de liberación inmediata, disuasoria de abuso, que comprende: (i) un principio activo susceptible de abuso; […]
Procedimiento para fabricar un puente aislante, del 29 de Noviembre de 2018, de Ensinger GmbH: Procedimiento para fabricar puentes aislantes a partir de un material sintético termoplástico, en el que un puente aislante presenta un cuerpo de base en forma […]
Procedimiento de revestimiento con alimentación lateral, del 17 de Enero de 2018, de TESA SE: Procedimiento para el revestimiento de una masa con una viscosidad compleja (reómetro de placa-placa; 25 °C) de 0,1 Pas (100 rad) a 106 Pas (0,1 rad) sobre un […]
Procedimiento y dispositivo para fabricar un material compuesto de fibra en forma de al menos una banda de fibra ancha impregnada con un polímero, del 6 de Septiembre de 2017, de THERMOPLAST COMPOSITE GMBH: Un procedimiento para fabricar un material compuesto de fibra en forma de al menos una banda de fibra ancha impregnada con un polímero, que […]
Rodillo de procesamiento de plástico, dispositivo y método usando tal rodillo, del 29 de Junio de 2016, de Renolit SE: Rodillo de procesamiento de plástico que comprende un cilindro interior rígido cubierto al menos parcialmente por al menos un forro flexible […]
 Accionamiento y sistema con al menos un cilindro o tornillo sin fin extrusor accionado, del 18 de Enero de 2016, de STARLINGER & CO. GESELLSCHAFT M. B. H.: Accionamiento para un cilindro o tornillo sin fin, comprendiendo un árbol de accionamiento y un motor de accionamiento eléctrico con un rotor y un estator […]
Accionamiento y sistema con al menos un cilindro o tornillo sin fin extrusor accionado, del 18 de Enero de 2016, de STARLINGER & CO. GESELLSCHAFT M. B. H.: Accionamiento para un cilindro o tornillo sin fin, comprendiendo un árbol de accionamiento y un motor de accionamiento eléctrico con un rotor y un estator […]
 CARRETILLA CON BANDEJA PLÁSTICA MEJORADA Y SU PROCESO DE ELABORACIÓN, del 30 de Julio de 2015, de MEDINA ESPINOSA, Rodrigo: La carretilla consta de una bandeja constituida por varias piezas de polietileno de alta densidad, ensambladas entre sí mediante sus protuberancias […]
CARRETILLA CON BANDEJA PLÁSTICA MEJORADA Y SU PROCESO DE ELABORACIÓN, del 30 de Julio de 2015, de MEDINA ESPINOSA, Rodrigo: La carretilla consta de una bandeja constituida por varias piezas de polietileno de alta densidad, ensambladas entre sí mediante sus protuberancias […]
PROCEDIMIENTO DE FABRICACION DE UN MOLDE DE PLACAS DE MOLDE Y PLACA DE MOLDE DE UNA PLACA PLANA., del 16 de Diciembre de 2005, de VELCRO INDUSTRIES B.V.: Un método de hacer un molde incluyendo formar placas de molde a partir de material de placa plana, incluyendo, para las placas de molde, formar […]