BANCO PARA LA FABRICACION POR MOLDEO DE ELEMENTOS DE HORMIGON PRETENSADOS.
Banco para la fabricación por moldeo de elementos de hormigón pretensazos.
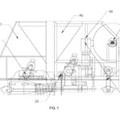
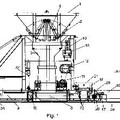
Constituye una estructura rígida alargada que comprende en sus extremos unas configuraciones de guiado, tensado y anclaje de unos cables (C), y respecto a la cual se dispone un molde (M) abierto para la recepción de una mezcla de hormigón, posicionado entre las configuraciones de guiado, tensado y anclaje para ser atravesado longitudinalmente por los cables (C), a través de la mezcla de hormigón, para quedar integrados en el elemento de hormigón (H) resultante al solidificar la mezcla.
Comprende unos módulos rígidos (B{sub,1}-B{sub,4}, B{sub,5}-B{sub,8}) acoplables entre sí para formar una o más filas rígidas (F{sub,1}, F{sub,2}) resistentes a los esfuerzos de compresión necesarios para tensar los cables (C), y es regulable en longitud mediante la selección y acoplamiento de un número determinado de módulos (B{sub,1}-B{sub,4}, B{sub,5}-B{sub,8}) en función de la longitud del elemento de hormigón (H) a fabricar
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200801813.
Solicitante: PACADAR S.A..
Nacionalidad solicitante: España.
Provincia: MADRID.
Inventor/es: MARTINEZ DE CASTAEDA,FCO. JAVIER, CIDONCHA ESCOBAR,MANUEL.
Fecha de Solicitud: 2 de Junio de 2008.
Fecha de Publicación: .
Fecha de Concesión: 9 de Junio de 2010.
Clasificación Internacional de Patentes:
- B28B23/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 23/00 Dispositivos especialmente adaptados para la fabricación de objetos conformados dotados de elementos total o parcialmente embutidos en el material de moldeo (B28B 21/00 tiene prioridad; combinados con moldes para la fabricación de elementos de edificios prefabricados B28B 7/22). › para la fabricación de objetos de forma alargada.
Clasificación PCT:
- B28B23/06 B28B 23/00 […] › para la fabricación de objetos de forma alargada.
Fragmento de la descripción:
Banco para la fabricación por moldeo de elementos de hormigón pretensados.
Sector de la técnica
La presente invención concierne en general a un banco para la fabricación por moldeo de elementos de hormigón pretensados, en particular elementos planos o alargados, tales como vigas, capaz de resistir los esfuerzos del pretensado, y en particular a un banco modular regulable en longitud para adaptarse a la longitud del elemento de hormigón a fabricar, mediante la selección y acoplamiento de un número determinado de módulos rígidos.
Estado de la técnica anterior
Los bancos para la fabricación por moldeo de elementos de hormigón pretensados conocidos hasta hoy son fundamentalmente de dos tipos:
1. - Bancos formados por estructuras fijas sobre las que se apoyan los moldes, soportando en este caso los esfuerzos de pretensado las mencionadas estructuras fijas.
2. - Moldes capaces de resistir por sí mismos los esfuerzos del pretensado por estar reforzados con una estructura metálica o por estar fabricados con un material adecuado.
Por la patente EPO439399B1 se conoce una de dichas estructuras fijas formada por un armazón rígido constituido por dos largueros mantenidos en paralelo por unos separadores, sobre los cuales se dispone un molde, y por unos cabezales extremos independientes mecánicamente del molde, uno de los cuales es fijo y el otro es amovible.
Por otra parte la patente EP0064377B1 propone acoplar en serie unas unidades de molde, de por ejemplo unos 3 m. de largo, entre dos unidades de base o de banco de tensionado de cables de pretensado. Las unidades de molde se acoplan entre sí, con las unidades de banco en los extremos, preferentemente atravesando todo el conjunto con un cable o barra de acero, lo cual permite transportar las unidades hasta la zona de fabricación de las piezas y una vez allí montar una estructura de molde de unos 100 m. Las unidades de molde propuestas en dicha patente se incluyen en las indicadas arriba como capaces de resistir los esfuerzos de pretensado.
Explicación de la invención
Aparece necesario ofrecer una alternativa al estado de la técnica en la forma de un banco que permita fabricar piezas o elementos de hormigón de muy diferentes tipos, especialmente en cuanto a su longitud se refiere, cambiando únicamente el tipo de molde, sin que los moldes utilizados tengan estar diseñados para soportar los esfuerzos del pretensado.
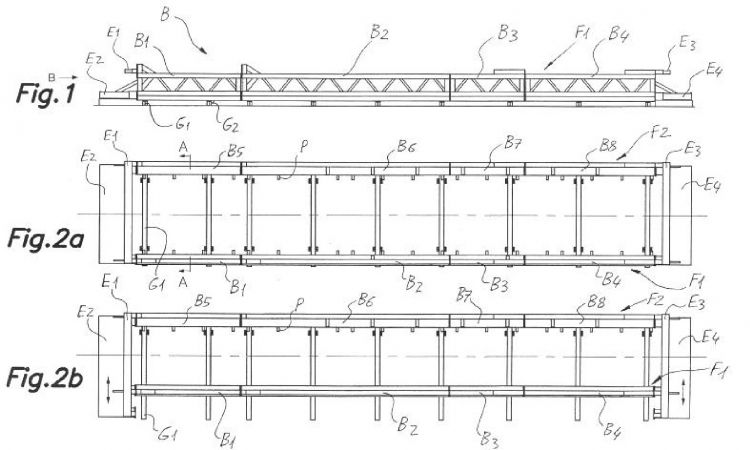
Para ello la presente invención concierne a un banco para la fabricación por moldeo de elementos de hormigón pretensados, del tipo que constituye una estructura rígida alargada que comprende en sus extremos unas configuraciones de guiado, tensado y anclaje de unos cables, y respecto a la cual se dispone como mínimo un molde abierto por al menos uno de sus lados, en general por arriba, para la recepción de una mezcla de hormigón, posicionado entre dichas configuraciones de guiado, tensado y anclaje para que sea atravesado longitudinalmente por dichos cables, a través de la mezcla de hormigón, para quedar integrados en el elemento de hormigón resultante al solidificar dicha mezcla.
A diferencia de las propuestas convencionales el banco propuesto por la invención es modular, comprendiendo unos módulos rígidos acoplables entre sí para formar como mínimo una fila rígida resistente a los esfuerzos de compresión necesarios para tensar dichos cables, y es regulable en longitud mediante la selección y acoplamiento de un número determinado de dichos módulos en función de la longitud del elemento de hormigón a fabricar.
Se consigue así no malgastar tramos de cable, en general de acero activo, como sucedía con los bancos convencionales formados por estructuras fijas, cuando la longitud de los mismos era superior a la del elemento a fabricar.
Para un ejemplo de realización preferido el banco propuesto por la presente invención comprende dicho número determinado de módulos rígidos acoplados entre sí formando dos de dichas filas rígidas, colocadas sustancialmente paralelas entre sí para disponer entre ellas al molde o moldes.
Si bien para un ejemplo de realización los módulos son de la misma longitud, por lo que pueden ser intercambiados entre sí, para otro ejemplo de realización el banco comprende módulos de diferentes longitudes, en cuyo caso el banco no es únicamente regulable en longitud mediante la selección de un número determinado de módulos, sino también mediante la selección y acoplamiento de módulos de diferente longitud, es decir teniendo en cuenta la diferente longitud de cada módulo seleccionado para sumar finalmente, al conectar en serie los módulos seleccionados, la longitud total deseada.
El banco propuesto por la presente invención también es regulable en anchura, para lo cual comprende unos medios de regulación de anchura previstos para posibilitar el acercamiento-alejamiento de dichas filas entre sí, y así la separación entre ellas.
Se consigue con ello que el ancho del banco se adapte al del molde o moldes utilizados.
Para un ejemplo de realización la estructura rígida alargada del banco actúa simplemente como base de soporte del molde disponiéndose éste sobre la misma, en cuyo caso solamente se necesitaría formar una única fila rígida de módulos acoplados entre sí (aunque también se podrían formar más filas de módulos y disponer el molde sobre ellas).
Para otro ejemplo de realización alternativo la estructura rígida define una trayectoria que abarca y rodea al molde en su interior, para lo cual se requiere la formación de las dos filas de módulos comentadas anteriormente, pudiendo disponerse en este caso el molde directamente sobre el suelo o sobre una solera montada sobre el suelo, es decir sin contacto con los módulos que conforman el banco, o utilizarla estructura rígida también como estructura de soporte, asentándose el molde, o unas partes estructurales del mismo, sobre unos apoyos del banco que pueden formar parte de los propios módulos o sobre una solera o base aplanada, de constitución íntegra o modular, en contacto con los módulos.
El banco propuesto por la presente invención está previsto para ser utilizado con un molde de constitución íntegra, o con un molde modular formado por un número determinado de unidades de molde acopladas entre sí, en un número seleccionado en función de la longitud del elemento de hormigón a fabricar.
Un procedimiento de utilización del banco propuesto consiste en colocar, sobre o en el interior del banco (en función del ejemplo de realización), un molde con la geometría adecuada a la pieza que hay que fabricar. Posteriormente se hacen tensan los cables entre las configuraciones de guiado, tensado y anclaje dispuestas en los extremos del banco, tras lo cual se procede a verter hormigón sobre el molde y cuando éste adquiere la resistencia necesaria se elimina la tensión de los cables transfiriéndola al elemento fabricado que queda pretensado en ese momento.
Para realizar un cambio de longitud en el banco se procede a quitar o desplazar uno de los módulos intermedios y su correspondiente parte del molde, en el caso de que éste sea también modular. Para completar el cambio de longitud se traslada la configuración de guiado, tensado y anclaje a la posición donde se ha originado el hueco.
Dichas configuraciones de guiado, tensado y anclaje pueden ser muy diversas, desde unas configuraciones definidas en unos módulos específicos utilizables únicamente como módulos extremos del banco, hasta estar definidas o constituidas en unos elementos amovibles que pueden ser fijados a cualquiera de los módulos del banco, de manera que al quitar alguno de los módulos intermedios para reducir la longitud del banco, por ejemplo uno o más de los elementos amovibles puede desmontarse del módulo o módulos en el que se encontraban fijados y montarse en otro módulo o módulos. Dicho elementos son, para un ejemplo de realización unos travesaños o cabezales, que incorporan los mecanismos conocidos de tensado de cables, que pueden fijarse, cada uno, en los extremos de dos módulos, uno de cada fila, o en unos mástiles o elementos intermedios a fijar en los extremos de dos módulos.
El banco propuesto por la presente invención tiene un gran número de ventajas frente a los convencionales, entre las que se encuentran las que se enumeran a continuación:
- Al tratarse de un banco modular es sencillo su traslado de ubicación tanto en el interior de una instalación como en diferentes lugares.
- Se reduce el coste...
Reivindicaciones:
1. Banco para la fabricación por moldeo de elementos de hormigón pretensados, del tipo que constituye una estructura rígida alargada que comprende en sus extremos unas configuraciones de guiado, tensado y anclaje de unos cables (C), y respecto a la cual se dispone al menos un molde (M), abierto por al menos uno de sus lados para la recepción de una mezcla de hormigón, posicionado entre dichas configuraciones de guiado, tensado y anclaje para que sea atravesado longitudinalmente por dichos cabies (C), a través de la mezcla de hormigón, para quedar integrados en el elemento de hormigón (H) resultante al solidificar dicha mezcla, caracterizado porque comprende unos módulos rígidos (B1-B4, B5-B8) acoplables entre sí para formar al menos una fila rígida (F1, F2) resistente a los esfuerzos de compresión necesarios para tensar dichos cables (C), siendo dicho banco (B) regulable al menos en longitud mediante la selección y acoplamiento de al menos un número determinado de dichos módulos (B1-B4, B5-B8) en función de la longitud del elemento de hormigón (H) a fabricar.
2. Banco según la reivindicación 1, caracterizado porque comprende dicho número determinado de módulos rígidos (B1-B4, B5-B8) acoplados entre sí formando dos de dichas filas rígidas (F1, F2), colocadas sustancialmente paralelas entre sí para disponer entre ellas dicho molde (M), que es al menos uno.
3. Banco según la reivindicación 1, caracterizado porque dichos módulos (B1-B4, B5-B8) son todos de la misma longitud.
4. Banco según la reivindicación 1 ó 2, caracterizado porque comprende módulos (B1-B4, B5-B8) de diferentes longitudes, siendo dicho banco (B) regulable en longitud mediante la selección y acoplamiento de módulos (B1-B4, B5-B8) de diferente longitud.
5. Banco según la reivindicación 2, caracterizado porque dichas configuraciones de guiado, tensado y anclaje comprenden al menos dos elementos estructurales (E1-E2, E3-E4), al menos uno por configuración, dispuestos de manera transversal a dichas filas (F1, F2) y fijados, respectivamente, a unos primeros y a unos segundos extremos de las filas (F1, F2).
6. Banco según la reivindicación 5, caracterizado porque dichos elementos estructurales (E1-E2, E3-E4), que son al menos dos, son unos travesaños o cabezales, cada uno de los cuales define una serie de agujeros pasantes (A), que son coincidentes y están enfrentados entre ambos travesaños (E1, E3 6 E2, E4), uno de cada configuración de guiado, tensado y anclaje, para el paso a su través de dichos cables (C).
7. Banco según la reivindicación 1 ó 2, caracterizado porque dichos módulos (B1-B4, B5-B8) son unos elementos de barrera.
8. Banco según la reivindicación 7, caracterizado porque dichos elementos de barrera (B1-B4, B5-B8) son unas vallas.
9. Banco según la reivindicación 7, caracterizado porque dichos elementos de barrera (B1-B4, B5-B8) son unos bloques macizos.
10. Banco según la reivindicación 7, 8 ó 9, caracterizado porque dichos elementos de barrera son metálicos o de hormigón.
11. Banco según la reivindicación 2, caracterizado porque comprende unos medios de regulación de la anchura de dicho banco (B) previstos para posibilitar el acercamiento-alejamiento de dichas filas (F1, F2) entre sí, y así la separación entre ellas.
12. Banco según la reivindicación 11, caracterizado porque dichos medios de regulación de la anchura del banco (B) comprenden unos medios de guiado (G1, G2) sobre los que se encuentran dispuestos dichos módulos (B1-B4, B5-B8), para posibilitar el desplazamiento de los módulos (B1-B4, B5-B8) en al menos una dirección transversal para regular la separación entre dichas filas (F1, F2).
13. Banco según la reivindicación 1 ó 2, caracterizado porque dicho molde (M) también es modular, estando formado por un número determinado de unidades de molde (Um1-Um5) acopladas, siendo dicho número seleccionado en función de la longitud del elemento de hormigón (H) a fabricar.
14. Banco según cualquiera de las reivindicaciones anteriores, caracterizado porque comprende unos apoyos (P) sobre los que asentar unas partes estructurales (Me) de dicho molde (M) o unidades de molde (Um1-Um5).
15. Banco según cualquiera de las reivindicaciones anteriores, caracterizado porque comprende una solera (So) o base aplanada, de constitución íntegra o modular, sobre la que disponer dicho molde (M) o unidades de molde (Um1-Um5).
16. Banco según la reivindicación 9, caracterizado porque cada uno de dichos bloques macizos (B1-B4, B5-B8) es de forma paralelepipédica e incluye un sistema de unión que comprende al menos:
- dos chapas metálicas (J1, J2), cada una de las cuales unida a una de sus caras menores, definiendo cada chapa (J1, J2) en cada una de sus esquinas un agujero pasante coincidente con un agujero pasante de la chapa de otro bloque dispuesta adosada para su acoplamiento,
- una serie de elementos de fijación formados por unos espárragos roscados (T) a introducir en dichos agujeros pasantes, y unas tuercas (F) a enroscar por cada extremo de dichos espárragos (T) para presionar a dicha chapas (J1, J2) adosadas entre sí, y
- unas cavidades (Cv) definidas en unas zonas de dicho bloque (B1-B4, B5-B8) que comunican con dichas chapas (J1, J2) en las zonas donde se encuentran dichos agujeros, para permitir la introducción de dichos espárragos (T) y tuercas (F), y la operación de enroscado de las mismas.
17. Banco según la reivindicación 16, caracterizado porque cada uno de los módulos (B1-B4, B5-B8) comprende unos insertos (I) en su cara superior, para la fijación de unos correspondientes ganchos o dispositivos de agarre para su elevación y traslado.
Patentes similares o relacionadas:
Método y utillaje para la fabricación por moldeo de elementos de hormigón pretensados, del 14 de Diciembre de 2016, de PACADAR S.A.: Método y utillaje para la fabricación por moldeo de elementos de hormigón pretensados. El método y utillaje incluye el montaje de una ferralla 20 fuera de un molde […]
Procedimiento para la fabricación de traviesas de agujas, del 13 de Abril de 2016, de RAIL.ONE GMBH: Procedimiento para la fabricación de traviesas de agujas, las cuales se diferencian respectivamente en lo que respecta a su longitud y a la posición de fijación de fijaciones […]
 Banco de fabricación de viguetas mediante extrusión, del 23 de Diciembre de 2015, de KP1: Instalación de fabricación de viguetas en hormigón pretensado por extrusión, que comprende:
- una plataforma metálica rectangular fija que se extiende horizontalmente, […]
Banco de fabricación de viguetas mediante extrusión, del 23 de Diciembre de 2015, de KP1: Instalación de fabricación de viguetas en hormigón pretensado por extrusión, que comprende:
- una plataforma metálica rectangular fija que se extiende horizontalmente, […]
Procedimiento de fabricación de una viga de celosía y equipo adecuado para su puesta en práctica, del 14 de Enero de 2015, de KP1: Procedimiento de fabricación de una viga de celosía que comprende una armadura pasiva en forma de celosía metálica con por lo menos una barra […]
 Procedimiento de fabricación de piezas de hormigón y pieza de hormigón así obtenida, del 5 de Agosto de 2014, de PREFABRICADOS PUJOL, S.A.: Procedimiento de fabricación de piezas de hormigón y pieza de hormigón así obtenida.
Procedimiento de fabricación de elementos de hormigón que permite unir […]
Procedimiento de fabricación de piezas de hormigón y pieza de hormigón así obtenida, del 5 de Agosto de 2014, de PREFABRICADOS PUJOL, S.A.: Procedimiento de fabricación de piezas de hormigón y pieza de hormigón así obtenida.
Procedimiento de fabricación de elementos de hormigón que permite unir […]
 Traviesa de hormigón y procedimiento para su fabricación, del 27 de Noviembre de 2013, de RAIL.ONE GMBH: Procedimiento para la fabricación de una traviesa de hormigón en el procedimiento de circulación,que comprende las etapas siguientes:
- […]
Traviesa de hormigón y procedimiento para su fabricación, del 27 de Noviembre de 2013, de RAIL.ONE GMBH: Procedimiento para la fabricación de una traviesa de hormigón en el procedimiento de circulación,que comprende las etapas siguientes:
- […]
 MÁQUINA PARA FABRICACIÓN DE ELEMENTOS PREFABRICADOS DE HORMIGÓN PRETENSADO POR EXTRUSIÓN Y MOLDEO, del 18 de Abril de 2013, de EXCLUSIVAS RESIMART IBERICA, S.L.: Una máquina para fabricación por extrusión y moldeo de elementos prefabricados de hormigón pretensado que, esencialmente, comprende una parte activa y una parte de moldeo, […]
MÁQUINA PARA FABRICACIÓN DE ELEMENTOS PREFABRICADOS DE HORMIGÓN PRETENSADO POR EXTRUSIÓN Y MOLDEO, del 18 de Abril de 2013, de EXCLUSIVAS RESIMART IBERICA, S.L.: Una máquina para fabricación por extrusión y moldeo de elementos prefabricados de hormigón pretensado que, esencialmente, comprende una parte activa y una parte de moldeo, […]
 MÁQUINA PARA LA FABRICACIÓN EN CONTINUO DE PRODUCTOS DE HORMIGÓN ARMADO O PRETENSADO, del 4 de Abril de 2012, de AZCON AY PANTOJA, SL: Máquina para la fabricación en continuo de productos de hormigón armado o pretensado.
Máquina que comprende básicamente una sobretolva que […]
MÁQUINA PARA LA FABRICACIÓN EN CONTINUO DE PRODUCTOS DE HORMIGÓN ARMADO O PRETENSADO, del 4 de Abril de 2012, de AZCON AY PANTOJA, SL: Máquina para la fabricación en continuo de productos de hormigón armado o pretensado.
Máquina que comprende básicamente una sobretolva que […]