MÁQUINA PARA LA FABRICACIÓN EN CONTINUO DE PRODUCTOS DE HORMIGÓN ARMADO O PRETENSADO.
Máquina para la fabricación en continuo de productos de hormigón armado o pretensado.
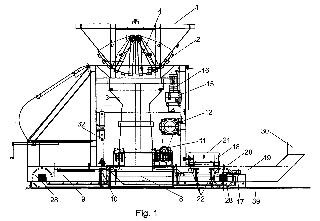
Máquina que comprende básicamente una sobretolva (1) que recibe el hormigón, una tolva (3) que recoge y dosifica el hormigón dentro de la máquina, un molde de retención (9) incluyendo la cuchilla (10), un molde vibrador (8) que recoge el hormigón de la tolva (3) y realiza la compactación del mismo y un molde perfilador (17) del producto que sale de la máquina, encontrándose a los lados de dichos moldes (8, 9, 17) unas gomas laterales (26) de estanqueidad, presentando el cuerpo (6) de la tolva (3) de la máquina una geometría troncocónica, de manera que, a partir de la boca (5) de entrada, es más estrecha en la parte superior que en la parte inferior, para que la presión del hormigón que entra en la tolva (3) sea homogénea sobre el molde vibrador (8), evitando el rozamiento y la formación de bóvedas de hormigón en dichas paredes interiores.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200900304.
Solicitante: AZCON AY PANTOJA, SL.
Nacionalidad solicitante: España.
Inventor/es: PANTOJA PINAZO,VICENTE, AZCONA CHICO,JOSE LUIS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00). › por vibraciones o sacudidas.
- B28B23/06 B28B […] › B28B 23/00 Dispositivos especialmente adaptados para la fabricación de objetos conformados dotados de elementos total o parcialmente embutidos en el material de moldeo (B28B 21/00 tiene prioridad; combinados con moldes para la fabricación de elementos de edificios prefabricados B28B 7/22). › para la fabricación de objetos de forma alargada.
Fragmento de la descripción:
vibrador de poca potencia en la zona delantera, am-
Máquina para la fabricación en continuo de productos de hormigón armado o pretensado. Objeto de la invención
La presente invención se refiere a una máquina para la fabricación en continuo de productos de hormigón armado o pretensado que permite una mejor circulación y dosificación del hormigón para la elaboración de productos de conformación más regular. Antecedentes de la invención Son conocidos distintos tipos de máquinas usados en la fabricación en continuo de productos de hormigón armado o pretensado, tal como vigas y otros muchos artículos utilizados en la construcción.
Estas máquinas comprenden componentes básicos tales como una sobretolva que recibe el hormigón, una tolva que recoge y dosifica el hormigón dentro de la máquina, un molde de retención que evita que el hormigón salga por la parte delantera de la máquina en su movimiento de avance sobre la pista de producción, incluyendo este molde de retención la cuchilla o trampilla de retención. A continuación se encuentra un molde vibrador que recoge el hormigón de la tolva y realiza la compactación del mismo y un molde perfilador que es el que da la forma definitiva al producto de hormigón a medida que sale de la máquina.
Estas máquinas vierten el hormigón desde la sobretolva superior hacia los moldes inferiores a través de una tolva que es convergente o recta, siendo dicha sobretolva normalmente móvil para adaptarse al avance de la máquina sobre una pista a medida que se realizan los productos de hormigón armado.
Es conocida la patente de invención española ES2020415 por "Máquina para la fabricación continua de piezas de hormigón" en la que se describe una máquina que comprende una tolva que suministra hormigón a un molde vibrador, después del cual existe un molde afinador, discurriendo dicha máquina por una pista, presentando encima de la parte posterior del molde vibrador y detrás de la tolva dos vibradores a lo ancho, con sus ejes alineados y acoplados holgadamente. Siendo dichos ejes accionados por un solo motor. El extremo delantero de los noyos del molde vibrador presenta forma de cuña y dejan libre la zona delantera del mismo, y por su extremo posterior se acortan para permitir la entrada, en dicho molde, del extremo delantero de los noyos del molde afinador para recibir vibraciones.
También es conocido el modelo de utilidad español ES1053345 por "Máquina para la fabricación de elementos de hormigón sobre base-molde de poliestireno o material semejante", en la que se describe fundamentalmente una máquina cuya novedad reside en la incorporación de unos rodillos laterales para evitar que las base-molde se abran, aumenten de medida, o incluso se rompan por la presión del hormigón vibrado en su interior, además de contribuir a centrar dichas base-molde en la bocana de la máquina; y de un patín guía con un rodillo posterior situado en la parte delantera del bastidor para controlar la altura de entrada de las base-molde.
También es conocida la patente española ES2245522 por "Máquina de vigas de hormigón" que describe una máquina que comprende los elementos comunes a este tipo de máquinas para la fabricación de vigas de hormigón, como una tolva de vertido de hormigón, moldes de compactación y afinador donde bos teniendo la transmisión del giro hacia la mitad del eje con varios puntos de contacto de vibración, sobre el molde. Los alvéolos del molde vibrador son de ensanchamiento progresivo en dirección de salida del hormigón, consiguiendo unas viguetas compactas con mayor resistencia y mejor desmoldeo. El molde afinador está anclado sobre el bastidor en apoyos guía en forma de cuña.
La patente de invención española ES224642 por "Perfeccionamientos introducidos en máquinas para la fabricación en continuo de piezas de hormigón pretensadas o armadas" describe una máquina que dispone de unas ruedas sobre dos ejes fijos, y opcionalmente unas ruedas motrices montadas sobre un balancín abatible accionado por un cilindro hidráulico que regula la altura de las unas ruedas motrices. Los laterales del chasis de la máquina presentan su extremo inferior más alto que las ruedas fijas. Y unos espacios permiten acceder a unos vibradores y motor, a los mecanismos de traslación por cable, dispuestos en otro espacio de la parte delantera del chasis, al grupo hidráulico y a los laterales del molde vibrador, permitiendo la colocación de tapas abatibles de protección.
La patente europea EP803335 por "Perfeccionamientos introducidos en dispositivos para la fabricación en continuo de elementos de hormigón" describe una máquina que comprende un chasis desplazable sobre raíles definiendo una pista en la cual se realiza hormigón armado. El chasis soporta una tolva superior móvil, un molde frontal y un molde vibrador. El molde vibrador tiene una parte de extracción central de las piezas de hormigón. Un molde perfilador posterior tiene un núcleo correspondiente. El chasis se mueve sobre ruedas montadas en los extremos anterior y posterior fijados mediante ejes, estando al menos dos ruedas un motor hidráulico, el cual está montado en un brazo oscilante. Un cilindro hidráulico determina la altura de las ruedas motorizadas mediante un brazo oscilante que permite separar la máquina del suelo para la limpieza de los moldes.
Esto representa unos problemas principales, el movimiento de la sobretolva es susceptible de verter hormigón y se debe sincronizar con la máquina inferior. Además, en la tolva se va compactando el hormigón con lo que se producen bóvedas que dificultan un suministro regular, pudiendo el producto salir con defectos y falta de homogeneidad.
Otro problema que presentan estas máquinas es que las gomas laterales, destinadas a evitar la pérdida de hormigón entre la pista y la parte inferior de los moldes de retención, vibrador y perfilador, presentan sección cuadrada o rectangular y el apriete se realiza de forma oblicua, con lo que se aprieta bien sobre el lateral del molde o sobre la pista, pero nunca sobre ambos, produciéndose pérdidas de hormigón.
En condiciones generales, estas máquinas son de difícil limpieza, sobre todo la sobretolva y la tolva que se encuentran más expuestas a la formación de hormigón fraguado sobre sus paredes. Estas máquinas suelen ser difícilmente desmontables para realizar dicha limpieza. Descripción de la invención
La máquina para la fabricación en continuo de productos de hormigón armado o pretensado, objeto de esta invención, presenta unas particularidades técnicas destinadas a facilitar el flujo de hormigón desde la sobretolva de alimentación hasta la salida del producto ya formado para que no se produzcan irregularidades y atascos.
Según la invención, la máquina presenta el cuerpo de la tolva con una geometría troncocónica, de manera que, a partir de la boca de entrada, es más estrecha en la parte superior que en la parte inferior del cuerpo de la tolva, para que la presión del hormigón que entra en la tolva y atraviesa ésta, ejerza una presión homogénea sobre el molde vibrador.
Esta configuración minimiza el rozamiento del hormigón con las paredes de la tolva y también evita la formación de bóvedas de hormigón en las paredes interiores de dicha tolva. Con la máquina de la invención se consigue un producto homogéneo y de calidad, a diferencia de otras máquinas actualmente existentes, en las que la forma de la tolva es troncocónica invertida o recta y aparecen los problemas que se han descrito y que se evitan con este sistema de tolva. Mediante este sistema de tolva se facilita también la limpieza de la misma.
Según la invención, la geometría de las gomas laterales que evitan la pérdida de hormigón entre la pista y la parte inferior de los moldes de retención, vibrador y perfilador, es una geometría con una sección triangular, lo que permite un mayor grado de estanqueidad, ya que al disponer el lateral del molde la misma geometría, se adapta perfectamente a ésta y a la pista de fabricación durante el apriete de la goma lateral sobre el molde. Este apriete es en la dirección horizontal respecto a la pista de fabricación, evitando así cualquier pérdida de hormigón, a diferencia de los sistemas actuales en los que el perfil de la goma lateral es cuadrado o rectangular, y el apriete se ejerce en dirección oblicua con un ángulo respeto a la horizontal de forma que consigue un buen apriete sobre el lateral del molde o sobre la pista, pero nunca sobre ambos simultáneamente, produciéndose pérdidas de hormigón....
Reivindicaciones:
1. Máquina para la fabricación en continuo de productos de hormigón armado o pretensado, formada como componentes básicos por una sobretolva (1) que recibe el hormigón, una tolva (3) que recoge y dosifica el hormigón dentro de la máquina, un molde de retención (9) que evita que el hormigón salga por la parte delantera de la máquina en su movimiento de avance sobre la pista (39) de producción, incluyendo la cuchilla (10) o trampilla de retención, un molde vibrador
(8) que recoge el hormigón de la tolva (3) y realiza la compactación del mismo y un molde perfilador (17) que es el que da la forma definitiva al producto de hormigón hasta que sale de la máquina, encontrándose a los lados de dichos moldes (8, 9, 17) unas gomas laterales (26) de estanqueidad, caracterizada porque el cuerpo (6) de la tolva (3) de la máquina presenta una geometría troncocónica, de manera que, a partir de la boca (5) de entrada, es más estrecha en la parte superior que en la parte inferior del cuerpo (6) de la tolva (5) , para que la presión del hormigón que entra en la tolva (3) y atraviesa ésta ejerce una presión homogénea sobre el molde vibrador (8) , evitando el rozamiento del hormigón con las paredes de la tolva
(3) y la formación de bóvedas de hormigón en dichas paredes interiores.
2. Máquina, según la reivindicación 1, caracterizada porque la geometría de las gomas laterales (26) que evitan la pérdida de hormigón entre la pista (39) y la parte inferior de los moldes (8, 9, 17) de retención, vibrador y perfilador, es una geometría con una sección triangular, lo que permite un mayor grado de estanqueidad, al adaptarse perfectamente a éstos y a la pista (39) de fabricación.
3. Máquina, según la reivindicación 1, caracterizada porque comprende tres cuerpos vibradores con regulación de la vibración independiente sobre unos ejes (13) en cada uno de ellos, dispuestos de forma unitariamente repartida en todo el ancho de la parte superior posterior del molde vibrador (3) , estando estos cuerpos vibradores accionados por dos motores (12) , y encontrándose los ejes (13) acoplados, disponiendo de cierta holgura en el desplazamiento, y permitiendo que giren solidarios pero que la vibración sea independiente en cada eje (13) de forma que la vibración se reparte de forma más homogénea y uniforme sobre todo el molde vibrador (8) , resultando más sencilla la regulación de la vibración en cada uno de los noyos o alvéolos del molde vibrador (8) .
4. Máquina, según la reivindicación 1, caracterizada porque dispone de una sobretolva (1) desmontable, ubicada en la parte central de la máquina, realizando el vaciado siempre desde el mismo punto, permitiendo la regulación de hormigón que entra en la máquina por medio de trampillas inferiores regulables (2) , accionadas por cilindros (4) .
5. Máquina, según la reivindicación 1, caracterizada porque dispone de un sistema de guiado (31) de la cuchilla (10) de retención de forma que dicha cuchilla (10) desplaza sobre unos rodamientos (35) montados sobre un eje (36) en un conjunto regulable en la dirección transversal de la pista (39) de producción, consiguiendo así un guiado suave de la cuchilla
(10) en su movimiento de bajada, evitando cualquier tipo de cabeceo o desequilibrado respecto a la vertical y permitiendo también una regulación y un centrado de la propia cuchilla y un correcto guiado en el interior del producto de los cables o armados de acero.
OFICINA ESPAÑOLA DE PATENTES Y MARCAS
Nº solicitud: 200900304
ESPAÑA
Fecha de presentación de la solicitud: 27.01.2009
Fecha de prioridad:
INFORME SOBRE EL ESTADO DE LA TECNICA
51 Int. Cl. : B28B1/08 (2006.01) B28B23/06 (2006.01)
DOCUMENTOS RELEVANTES
Categoría Documentos citados Reivindicaciones afectadas Y ES 1053345 U (AZCONA Y PANTOJA, S.L.) 20.11.2002, reivindicación 1; figura 1. 1-2 Y JP 2002121610 A (KAWASAKI) 26.04.2002, figuras & resumen de la base de datos EPODOC. 1-2 Recuperado en EPOQUE; AN-JP-20002121610-A. Y ES 2246642 B1 (PRENSOLAND, S.A.) 16.02.2006, columna 8; reivindicaciones 1, 11; figuras 1-2. 1-2 A EP 0803335 A1 (GESTIÓN DE PROPIEDAD INDUSTRIAL BIBEL, S.L.) 29.10.1997, 1 columnas 5-7; figuras 1-5. A ES 2245522 B1 (EXLUSIVAS RESIMART IBÉRICA, S.L.) 01.01.2006, página 3; figuras 1-4. 1, 3 A ES 2020415 A6 (ECHT, S.A.) 01.08.1991, columnas 2-4; figura 1. 1, 5 Categoría de los documentos citados X: de particular relevancia Y: de particular relevancia combinado con otro/s de la misma categoría A: refleja el estado de la técnica O: referido a divulgación no escrita P: publicado entre la fecha de prioridad y la de presentación de la solicitud E: documento anterior, pero publicado después de la fecha de presentación de la solicitud El presente informe ha sido realizado • para todas las reivindicaciones • para las reivindicaciones nº : Fecha de realización del informe 11.04.2011 Examinador J. Hernández Cerdán Página 1/4INFORME DEL ESTADO DE LA TÉCNICA
Nº de solicitud: 200900304
Documentación mínima buscada (sistema de clasificación seguido de los símbolos de clasificación) B28B Bases de datos electrónicas consultadas durante la búsqueda (nombre de la base de datos y, si es posible, términos de búsqueda utilizados) INVENES, EPODOC
Informe del Estado de la Técnica Página 2/4
OPINIÓN ESCRITA
Nº de solicitud: 200900304
Fecha de Realización de la Opinión Escrita: 11.04.2011
Declaración
Novedad (Art. 6.1 LP 11/1986) Reivindicaciones Reivindicaciones 1-5 SI NO Actividad inventiva (Art. 8.1 LP11/1986) Reivindicaciones Reivindicaciones 3-5 1-2 SI NOSe considera que la solicitud cumple con el requisito de aplicación industrial. Este requisito fue evaluado durante la fase de examen formal y técnico de la solicitud (Artículo 31.2 Ley 11/1986) .
Base de la Opinión.
La presente opinión se ha realizado sobre la base de la solicitud de patente tal y como se publica.
Informe del Estado de la Técnica Página 3/4
OPINIÓN ESCRITA
Nº de solicitud: 200900304
1. Documentos considerados.
A continuación se relacionan los documentos pertenecientes al estado de la técnica tomados en consideración para la realización de esta opinión.
Documento Número Publicación o Identificación Fecha Publicación D01 ES 1053345 U (AZCONA Y PANTOJA, S.L.) 20.11.2002 D02 JP 2002121610 A (KAWASAKI) 26.04.2002 D03 ES 2246642 B1 (PRENSOLAND, S.A.) 16.02.2006 D04 EP 0803335 A1 (GESTIÓN DE PROPIEDAD INDUSTRIAL BIBEL, S.L.) 29.10.1997 D05 ES 2245522 B1 (EXLUSIVAS RESIMART IBÉRICA, S.L.) 01.01.2006 D06 ES 2020415 A6 (ECHT, S.A.) 01.08.19912. Declaración motivada según los artículos 29.6 y 29.7 del Reglamento de ejecución de la Ley 11/1986, de 20 de marzo, de Patentes sobre la novedad y la actividad inventiva; citas y explicaciones en apoyo de esta declaración La invención en sus reivindicación 1 describe una máquina para la fabricación en continuo de productos de hormigón armado o pretensado, formada como componentes básicos por una sobretolva (1) que recibe el hormigón, una tolva (3) que recoge y dosifica el hormigón dentro de la máquina, un molde de retención (9) que evita que el hormigón salga por la parte delantera de la máquina en su movimiento de avance sobre la pista (39) de producción, incluyendo la cuchilla (10) o trampilla de retención, un molde vibrador (8) que recoge el hormigón de la tolva (3) y realiza la compactación del mismo y un molde perfilador (17) que es el que da la forma definitiva al producto de hormigón hasta que sale de la máquina, encontrándose a los lados de dichos moldes (8, 9, 17) unas gomas laterales (26) de estanqueidad, caracterizada porque el cuerpo (6) de la tolva (3) de la máquina presenta una geometría troncocónica, de manera que, a partir de la boca (5) de entrada, es más estrecha en la parte superior que en la parte inferior del cuerpo (6) de la tolva (5) , para que la presión del hormigón que entra en la tolva (3) y atraviesa ésta ejerce una presión homogénea sobre el molde vibrador (8) , evitando el rozamiento del hormigón con las paredes de la tolva (3) y la formación da bóvedas de hormigón en dichas paredes interiores. El documento D01, considerado como el más próximo a la invención, describe una máquina para la fabricación en continuo de productos de hormigón armado o pretensado en cuyo bastidor se ubica una tolva (5) , un molde guía delantero con una cuchilla de retención (8) , un molde vibrador (7) y un molde perfilador trasero para el acabado final. En el documento D02 se nos describe una tolva con una geometría troncocónica, de manera que a partir de la boca de entrada, es más estrecha en la parte superior que en la parte inferior del cuerpo de tolva. La invención en sus reivindicación 2 describe una máquina para la fabricación en continuo de productos de hormigón armado o pretensado según las características detalladas anteriormente, en donde la geometría de las gomas laterales (26) que evitan la pérdida de hormigón entre la pista (39) y la parte inferior de los moldes (8, 9, 17) de retención, vibrador y perfilador, es una geometría con una sección triangular, lo que permite un mayor grado de estanqueidad, al adaptarse perfectamente a éstos y a la pista (39) de fabricación. En el documento D03 se nos describe una máquina para la fabricación en continuo de productos de hormigón armado o pretensado en la que el cierre lateral de los moldes (4) , (5) , y (7) para impedir la salida del hormigón en el espacio que queda entre dichos moldes y la pista (42´) , se realiza mediante perfiles angulares de goma (31) que son presionados en dirección oblicua contra los mencionados moldes. El resto de los documentos citados nos describen el estado general de la técnica. A la luz de los documentos D01, D02 y D03 se puede considerar que el objeto de las reivindicaciones 1-2 no implica actividad inventiva (Art 8.1, LP11/86) .
Informe del Estado de la Técnica Página 4/4
Patentes similares o relacionadas:
Método y aparato para fraguar productos de hormigón, del 28 de Febrero de 2018, de Elematic Oyj: Un método para el fraguado de productos de hormigón con un proceso de fraguado de encofrado deslizante sustancialmente horizontal, donde se […]
MÁQUINA DE FABRICACIÓN EN CONTINUO DE PLACAS PRETENSADAS DE HORMIGÓN, del 3 de Agosto de 2017, de PRENSOLAND, S.A.: Máquina de fabricación en continuo de placas pretensadas de hormigón con estructura portante , alimentador de hormigón y guías (5, 5') a ambos […]
Método y dispositivo para fabricar piedra artificial, del 9 de Noviembre de 2016, de LG Hausys, Ltd: Un método para fabricar piedra artificial que comprende: (a) mezclar dos o más tipos de fragmentos que tienen diferentes tamaños de grano con una […]
Procedimiento para fabricar losas de material de piedra aglomerada con un aglutinante cementoso con mosaico y losas así obtenidas, del 29 de Agosto de 2016, de TONCELLI, DARIO: Procedimiento para fabricar losas de material de piedra aglomerada con un aglutinante cementoso con mosaico y losas así obtenidas. Que comprende: disponer en un molde una […]
Aparato para la fabricación de baldosas, del 27 de Julio de 2016, de Longinotti Group S.r.l: Un aparato para prensas para la producción de baldosas monocapa partiendo de un compuesto a base de agua , que comprende: una tapa superior […]
 Método y aparato para fabricar un producto de concreto, del 9 de Marzo de 2016, de Elematic Oyj: Un método para fabricar un producto de concreto en proceso de fundición en forma deslizante sustancialmente horizontal, en el que el método de mezcla […]
Método y aparato para fabricar un producto de concreto, del 9 de Marzo de 2016, de Elematic Oyj: Un método para fabricar un producto de concreto en proceso de fundición en forma deslizante sustancialmente horizontal, en el que el método de mezcla […]
 Método y aparato para fundir un producto de concreto, del 17 de Febrero de 2016, de Elematic Oyj: Un método para fabricar un producto de concreto con un núcleo hueco en un proceso de fundición con encofrado sustancialmente horizontal, método en […]
Método y aparato para fundir un producto de concreto, del 17 de Febrero de 2016, de Elematic Oyj: Un método para fabricar un producto de concreto con un núcleo hueco en un proceso de fundición con encofrado sustancialmente horizontal, método en […]
 Prensa de vibración en vacío para la formación de losas de piedra de compuesto con diseño, del 4 de Febrero de 2016, de BANUS, CHRISTOPHER T: Prensa de vibración en vacío de peso ligero, eficiente energéticamente y de bajo coste para la formación de losas de piedra de compuesto mediante compresión y vibración […]
Prensa de vibración en vacío para la formación de losas de piedra de compuesto con diseño, del 4 de Febrero de 2016, de BANUS, CHRISTOPHER T: Prensa de vibración en vacío de peso ligero, eficiente energéticamente y de bajo coste para la formación de losas de piedra de compuesto mediante compresión y vibración […]