APARATOS PARA EMBALAR PRODUCTOS.
Aparato que comprende unos medios para proporcionar debilitamiento (14) aptos para unos medios destinados a realizar líneas de debilitamiento (15,
16) en un material laminar (4), comprendiendo dichos medios para proporcionar debilitamiento (14) un perfil dentado y unos medios de soporte (19) en los que se puede apoyar dicho material laminar (4), caracterizado porque dichos medios para proporcionar debilitamiento comprenden unos medios de cuchilla de disco (18) configurados para hacer tope contra dichos medios de soporte (19), comprendiendo dichos medios de soporte (19) una superficie de funcionamiento (21; 22) que presenta una configuración curvada y que define una zona en dichos medios de soporte (14) configurada para recibir internamente una parte de dicho material laminar (4) que presenta una sección curvada y dichos medios de cuchilla de disco (18), realizándose dicho perfil dentado en dicha superficie de funcionamiento (21) o en dichos medios de cuchilla de disco (18)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06126308.
Solicitante: GREEN PACK S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA FERRAVILLA 19/B,42100 REGGIO EMILIA.
Inventor/es: MINGHETTI, BIANCA, ELENA.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Diciembre de 2006.
Fecha Concesión Europea: 14 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B26D3/08B
- B26F1/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › B26F 1/00 Perforación; Corte con sacabocados; Recorte; Punzonado; Aparatos a estos efectos (perforación por rayo láser B23K 26/00; sometiendo las herramientas de trabajar con muela o los productos abrasivos a vibraciones, p. ej. muelas en frecuencia ultrasonora B24B 1/04; perforación por chorro abrasivo B24C; fichas o cintas perforadas para fines estadísticos o de registro G06K 1/00). › Herramientas de punzonado; Matrices de punzonado.
- B65B61/00 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar.
- B65B7/26 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › cerrando cubiertas de bisagras.
Clasificación PCT:
- B26D3/08 B26 […] › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 3/00 Corte de una pieza caracterizado por la naturaleza del corte; Equipo a este efecto. › Corte superficial en la superficie de la pieza sin levantamiento de materia, p. ej. entalladura, incisión.
- B26F1/14 B26F 1/00 […] › Herramientas de punzonado; Matrices de punzonado.
- B26F1/18 B26F 1/00 […] › Perforación por incisiones, es decir, formando entalladuras cerradas en sus extremidades sin levantamiento de materia.
- B65B1/00 B65B […] › Embalaje de materiales sólidos fluyentes, p. ej. polvos, materiales fibrosos granulares o a granel, masas a granel de pequeños objetos, en receptáculos o recipientes individuales, p. ej. sacos, bolsas, cajas, cartones, latas o tarros.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Aparatos para embalar productos.
La presente invención se refiere a aparatos para embalar productos. Es conocido que los aparatos para embalar productos comprenden unos dispositivos de sujeción dispuestos para disponer en una estación de ranuración un material laminar termoformable que se desenrolla de una bobina, y una estación de calentamiento en la que el material laminar se calienta hasta una temperatura de reblandecimiento necesaria para la termoformación. En la estación de ranuración, se proporcionan unos medios, por ejemplo, unas ruedas con un perfil de corte, que define una línea de plegado paralela a la dirección de avance del material laminar y dispuesta en una zona central de este último. Se proporciona, además, unos medios de ranuración, que actúan en una dirección perpendicular al material laminar y dispuestos para crear en el material linear unas líneas de ranuración, que actúan como líneas de debilitamiento y definen una zona de abertura en los recipientes que se obtienen mediante la termoformación del material laminar. Los medios de ranuración se configuran de tal modo que atraviesen el espesor del material laminar en una magnitud determinada, sin atravesarlo completamente. Dicho aparato se conoce a partir del documento WO 2005/079147 A2, en el que se basa el preámbulo de la reivindicación 1.
Aguas abajo de la estación de calentamiento se proporciona una estación de conformación, en la que se realizan unas cavidades de alojamiento en el material laminar, disponiéndose dichas cavidades de alojamiento para alojar el producto a embalar. En particular, se realizan unas primeras paredes de contención que se disponen en una primera mitad de la lámina definida por la línea de plegado y unas segundas paredes de contención, dispuestas en una segunda mitad de la lámina enfrentada a la primera mitad con respecto a la línea de plegado. Cada primera pared se alinea en una segunda parte de alojamiento respectiva de tal modo que mediante el plegado de la lámina a lo largo de la línea de plegado, cada segunda pared de contención se puede enfrentar a su primera pared de contención respectiva para definir un recipiente. En un borde periférico de las primeras paredes de contención, se pueden realizar unas zonas en resalte y en un borde periférico adicional de las segundas paredes de contención se pueden realizar unas zonas de entalladura. Las zonas en resalte y las zonas de entalladura se disponen de tal modo que se pueden acoplar entre sí cuando las primeras paredes de contención y las segundas paredes de contención se enfrentan entre sí. De este modo, las zonas en resalte y las zonas de entalladura permiten que las primeras paredes de contención y las segundas paredes de contención se dispongan entre sí en la posición apropiada y que las últimas se mantengan unidas entre sí para permitir la termosoldadura de las mismas.
Aguas abajo de la estación de conformación se dispone una estación de relleno, en la que un producto que se pretende embalar se introduce en el interior de las cavidades definidas por las segundas paredes de contención. Se proporcionan unos medios de corte que se disponen para cortar el material laminar de un modo transversal con respecto a la dirección de avance, en una parte que es sustancialmente equivalente a la mitad de la anchura del material laminar, de tal modo que afecta únicamente a la zona ocupada por las primeras paredes de contención. Esto permite que los medios de plegado dispuestos aguas abajo de la estación de conformación doblen una parte del material laminar, en el que se han realizado las primeras paredes de contención, en una parte adicional que comprende las segundas paredes de contención. De este modo, los bordes de las primeras paredes de contención se realizan para que encajen con los bordes adicionales de las segundas paredes de contención.
Está prevista una estación de soldadura en la que cada recipiente, una vez se ha rellenado, se procede a la termosoldadura. Una estación de cizalla, dispuesta aguas abajo de la estación de soldadura, separa los recipientes termosoldados del material laminar.
Durante su funcionamiento, el material laminar avanza por tramos a lo largo de la estación de avance. En primer lugar, la lámina avanza un tramo y se introduce en la estación de ranuración y, a continuación, pasa a través de la estación de calentamiento, en la que una primera parte de la lámina que se ha de someter a termoformación se calienta hasta la temperatura de reblandecimiento. A continuación, la lámina avanza un tramo equivalente hacia la estación de conformación, en la que se realizan las primeras paredes de contención y las segundas paredes de contención. Tras un período de tiempo que resulta suficiente para estabilizar la conformación de las primeras paredes de contención y las segundas paredes de contención, el material laminar avanza un tramo equivalente hasta la estación de relleno, en la que se introduce un producto en el interior de las cavidades definidas por las segundas paredes de contención.
El material laminar se corta adicionalmente transversalmente con respecto a la dirección de avance en una parte que afecta únicamente a la zona ocupada por las primeras paredes de contención. Esto permite que los medios de plegado giren las primeras paredes de contención alrededor de la línea de plegado en una posición en la que se encaran a las segundas paredes de contención. Posteriormente, en la estación de soldadura, las primeras paredes de contención y las segundas paredes de contención se sueldan periféricamente entre sí. Los recipientes, tras haberse sometido a termosoldadura, se introducen en la estación de cizalla para separarse individualmente en grupos del material laminar.
En los aparatos conocidos, puede resultar difícil que las primeras paredes de contención se dispongan enfrentadas a las segundas paredes de contención. A fin de permitir que las primeras paredes de contención y las segundas paredes de contención se dispongan entre sí de tal modo que se puedan someter a termosoldadura, a menudo resulta necesario realizar, a lo largo de las zonas de los bordes de las primeras paredes de contención y de las segundas paredes de contención, unas partes en resalte y unas partes de entalladura que en cierta medida complican la estructura de los módulos con los que se proporciona la estación de conformación. Las partes en resalte y las partes en entalladura actúan como medios de posicionamiento que mantienen las primeras paredes de contención y las segundas paredes de contención unidas entre sí.
Un inconveniente del cual adolecen los aparatos conocidos para embalar productos es que no permiten mantener una ranuración efectiva y precisa que resulte satisfactoriamente constante tras unos ciclos de trabajo frecuentes. En particular, la estación de ranuración, debido al desgaste que se ocasiona mediante la interacción con el material laminar, requiere un mantenimiento frecuente y costoso que resulta necesario para ajustar un recorrido de penetración de los perfiles de corte a lo largo del espesor del material laminar. En particular, resulta necesario ajustar el recorrido de tal modo que los perfiles de corte penetran el material laminar en unas dimensiones demasiado pequeñas, por lo que se originan unas líneas de debilitamiento que no permiten abrir fácilmente los recipientes. Resulta necesario además ajustar el recorrido de tal modo que los perfiles de corte no penetren el material laminar en una dimensión excesiva. En dicho caso, las líneas de debilitamiento se generarán de tal modo que serán demasiado intensas o incluso las líneas de debilitamiento que se han realizado provocarán una separación no pretendida de las partes de abertura de los recipientes.
El documento WO 97/23398 da a conocer un procedimiento y un dispositivo para la perforación y/o la ranuración de una urdimbre. El diseño comprende un elemento de cuchilla que se dispone en, y sobresale más allá de, la superficie de un primer rodillo. El dispositivo comprende un segundo rodillo que presenta una superficie en la que se disponen dos entalladuras o indentaciones. En su funcionamiento, los rodillos primero y segundo giran con una velocidad periférica sustancialmente equivalente a la velocidad de una urdimbre que se desplaza longitudinalmente entre los rodillos, y el elemento de cuchilla puede realizar una perforación según la posición de las entalladuras con respecto al elemento de cuchilla.
La patente US nº 6.119.439 da a conocer un aparato de cuchilla giratorio sin contacto directo que perfora un área de sellado entre dos bolsas adyacentes de una urdimbre continua utilizando cuchillas de perforación, preferentemente...
Reivindicaciones:
1. Aparato que comprende unos medios para proporcionar debilitamiento (14) aptos para unos medios destinados a realizar líneas de debilitamiento (15, 16) en un material laminar (4), comprendiendo dichos medios para proporcionar debilitamiento (14) un perfil dentado y unos medios de soporte (19) en los que se puede apoyar dicho material laminar (4), caracterizado porque dichos medios para proporcionar debilitamiento comprenden unos medios de cuchilla de disco (18) configurados para hacer tope contra dichos medios de soporte (19), comprendiendo dichos medios de soporte (19) una superficie de funcionamiento (21; 22) que presenta una configuración curvada y que define una zona en dichos medios de soporte (14) configurada para recibir internamente una parte de dicho material laminar (4) que presenta una sección curvada y dichos medios de cuchilla de disco (18), realizándose dicho perfil dentado en dicha superficie de funcionamiento (21) o en dichos medios de cuchilla de disco (18).
2. Aparato según la reivindicación 1, en el que dicho perfil dentado se obtiene en dicha superficie de funcionamiento (21) y dichos medios de cuchilla de disco (18) comprenden un perfil de corte (20) liso dispuesto para interactuar con las zonas en resalte de dicha superficie de funcionamiento (21).
3. Aparato según la reivindicación 1, en el que dicho perfil dentado se obtiene en un perfil de corte (23) de dichos medios de cuchilla de disco (18) y dicha superficie de funcionamiento comprende una superficie de funcionamiento (22) lisa conformada para recibir y soportar las partes en resalte de dicho perfil de corte (23).
4. Aparato según cualquiera de las reivindicaciones 1 a 3, y que comprende además unos medios de apriete (3) dispuestos para hacer avanzar dicho material laminar (4) hasta una estación de conformación (7).
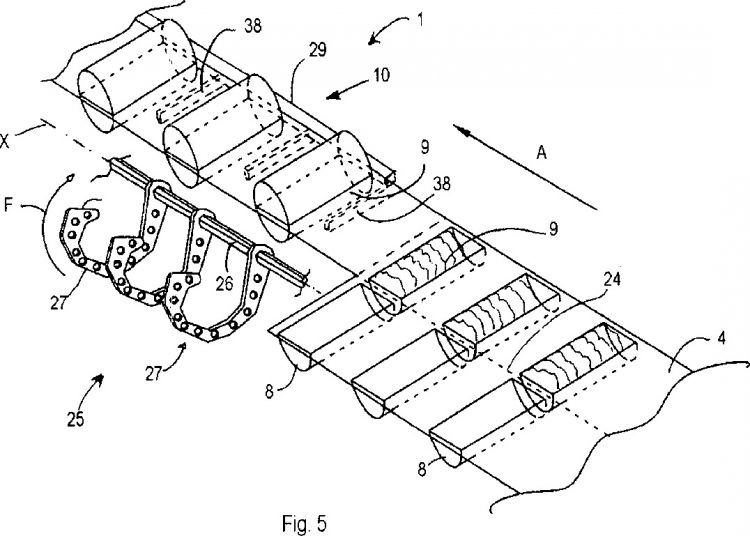
5. Aparato según la reivindicación 4, y que comprende además unos medios de plegado (25) aguas abajo de dicha estación de conformación (7) dispuestos para estar enfrentados a una parte del borde (33) de dicho material laminar (4) en una parte del borde (34) adicional de dicho material laminar (4), opuesta a dicha parte del borde (33).
6. Aparato según la reivindicación 5, que comprende además unos medios de apriete adicionales (29) aptos para recibir y bloquear juntas dicha parte del borde (33) y dicha parte del borde adicional (34).
7. Aparato según la reivindicación 6, en el que dichos medios de apriete adicionales (29) comprenden un elemento de barra (31) que se extiende paralelamente a una dirección de avance (A) de dicho material laminar (4) dispuesto para hacer avanzar dicho material laminar (4) un tramo hacia una estación de soldadura (30).
8. Aparato según la reivindicación 7, en el que en dicho elemento de barra (31) se obtiene una cavidad longitudinal (32) conformada para recibir internamente dicha parte del borde (33) y dicha parte adicional del borde (34).
9. Aparato según la reivindicación 8, que comprende además unos medios de conducto (36) que se extienden a lo largo de dicha cavidad longitudinal (32) y se disponen para interactuar con dicha parte del borde (33) y dicha parte adicional del borde (34).
10. Aparato según la reivindicación 9, en el que dichos medios de conducto (36) contienen internamente un líquido impulsor.
11. Aparato según la reivindicación 10, que comprende además unos medios de ajuste aptos para variar la presión de dicho líquido impulsor de tal modo que deforme elásticamente dichos medios de conducto (36).
Patentes similares o relacionadas:
ESTACIÓN PARA CONFORMAR SACOS DE CAPACIDAD DIFERENTE A PARTIR DE UN MATERIAL TUBULAR PLANO Y MÁQUINA CORRESPONDIENTE, del 30 de Enero de 2020, de TÉCNICAS MECÁNICAS ILERDENSES, S.L: 1. Estación para conformar sacos de capacidad diferente a partir de un material tubular plano , comprendiendo dicha estación: (a) un dispositivo de soldadura […]
Máquina para envasar bolsas para alimentos, del 11 de Diciembre de 2019, de ALTOPACK S.P.A.: Máquina para envasar una pluralidad de bolsas para alimentos, comprendiendo dicha máquina medios para producir bolsas de plástico […]
Dispositivo para el conformado del frunce de una bolsa, del 13 de Noviembre de 2019, de GHD Georg Hartmann Maschinenbau GmbH: Dispositivo para el conformado del frunce de una bolsa para el envasado de artículos, en particular de productos de panadería, en cuyo cuerpo se […]
Dispositivo de sellado y procedimiento para el sellado de envases, del 6 de Noviembre de 2019, de HARRO HOFLIGER VERPACKUNGSMASCHINEN GMBH: Dispositivo de sellado para el sellado de envases, comprendiendo el envase una lámina de base y una lámina de recubrimiento , estando formadas la lámina de […]
MÁQUINA PARA LLENAR SACOS CON UN PRODUCTO A GRANEL Y PROCEDIMIENTO DE LLENADO CORRESPONDIENTE, del 31 de Octubre de 2019, de TÉCNICAS MECÁNICAS ILERDENSES, S.L: Máquina para llenar sacos con un producto a granel y procedimiento de llenado correspondiente. La máquina comprende una primera […]
Aparato y procedimiento para la evacuación de paquetes, del 4 de Septiembre de 2019, de Cryovac, LLC: Un dispositivo para evacuar gas desde un paquete para un aparato de empaquetado, el paquete teniendo un extremo abierto , el extremo […]
Aparato para soldar y cortar una cabeza de bolsas para alimentos, del 14 de Agosto de 2019, de ALTOPACK S.P.A.: Un aparato para soldar y cortar una cabeza de bolsas para alimentos, comprendiendo dicho aparato: - un par de primer y segundo elementos de soldadura, - medios […]
Recipiente flexible con racor, del 3 de Julio de 2019, de Dow Global Technologies LLC: Un recipiente flexible que comprende: (A) cuatro paneles , comprendiendo cada panel una película multicapa flexible que comprende […]