PROCEDIMIENTO PARA CONTROLAR LA CALIDAD DE LOS PROCESOS DE SOLDADURA POR LASER, SISTEMA DE CONTROL Y PRODUCTO DE PROGRAMA DEL MISMO.
Procedimiento para controlar la calidad de un proceso de soldadura por láser,
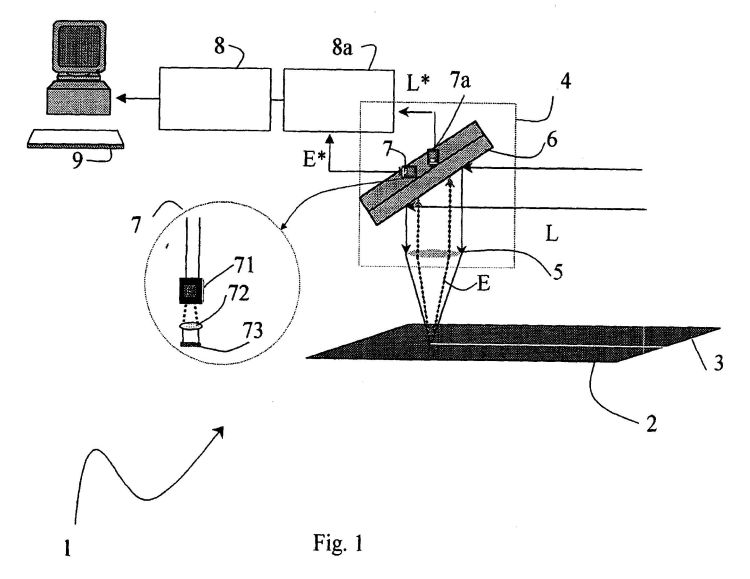
por ejemplo de soldaduras por láser de productos semiacabados constituidos por elementos de chapa metálica de diferentes espesores y/o propiedades (del tipo "semielaborados a medida"), siendo dicho procedimiento del tipo que comprende las etapas siguientes: detectar una radiación (E) producida en la zona de soldadura (2, 3) y emitir señales (E*) que indiquen dicha radiación; captar y procesar dichas señales (E*) que indican dicha radiación; realizar una división en bloques de dichas señales (E*) que indican dicha radiación; calcular (205) para cada bloque un valor de bloque medio (µi) y comparar cada uno de dichos valores de bloque medio (µi) con un valor (µ - ks) que es una función de la media de la señal captada (E*) que indica la radiación, identificando la característica de bloques para la media (CM) de acuerdo con dicha operación de comparación; y calcular (205) para cada uno de dichos bloques un valor de desviación estándar de bloque (si) y comparar cada uno de dichos valores de desviación estándar de bloque (si) con un valor que es una función de una desviación estándar de referencia (sreferencia), identificando la característica de bloques para la desviación estándar (CS) de acuerdo con dicha operación de comparación; seleccionar (210) bloques característicos (CM) para la media que corresponde a bloques característicos (CS) para la desviación estándar como bloques característicos combinados (CC). comprendiendo dicho procedimiento un procedimiento de clasificación (215) de la calidad de un tipo paramétrico que prevé el suministro de una pluralidad de valores de entrada (µi, si), comprendiendo dicho procedimiento las operaciones siguientes: - suministrar valores de entrada que comprenden valores de media de bloque (µi) y valores de desviación estándar de bloque (si) que corresponden a dicha característica de bloques para la media (CM) para identificar defectos y/o porosidades; y - suministrar valores de entrada que comprenden valores de desviación estándar de bloque (si), correspondientes a dicha característica de bloques para la desviación estándar (CS) para identificar una penetración insuficiente; caracterizado porque comprende además - disponer dichos valores de bloque medio (µi) y valores de desviación estándar de bloque (si) como dimensiones respectivas en un mapa con por lo menos tres dimensiones que comprende, como tercera dimensión, una longitud de bloque temporal (FL) que se mide sobre la característica de bloques para la media (CM) obtenida por conexión de bloques contiguos que satisfacen la condición de búsqueda para obtener las características de la desviación estándar y media; - definir, en dicho mapa con por lo menos tres dimensiones, bordes de separación (B1, B2, P, D) entre clases de calidad de la soldadura para dichos valores de bloque medio (µi) e intensidad de desviación estándar (si); - definir, en dicho mapa tridimensional, umbrales (TH1, TH2, TH3, TH4) de longitud temporal (FL) de las características y evaluar dichos valores de bloque medio (µi) con respecto a dichos umbrales (TH1, TH2, TH3, TH4) para estimar los defectos y/o las porosidades de la soldadura; dicha operación de cálculo (205) de un valor de bloque medio (µi) comprende la búsqueda de la característica de bloque para la media (CM) en la que la media del bloque (µi) sea menor o igual a k veces el valor medio µ de la señal (E*) menos la desviación estándar de la señal (s), donde k es una constante de ajuste positiva, y la conexión de bloques contiguos que satisfacen la condición de búsqueda para obtener las características de desviación estándar y media.
Tipo: Resumen de patente/invención.
Solicitante: C.R.F. SOCIETA CONSORTILE PER AZIONI.
Nacionalidad solicitante: Italia.
Dirección: STRADA TORINO, 50,10043 ORBASSANO (TORINO).
Inventor/es: D\'ANGELO, GIUSEPPE, PASQUETTAZ, GIORGIO.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Septiembre de 2005.
Fecha Concesión Europea: 19 de Marzo de 2008.
Clasificación PCT:
- B23K26/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Vigilancia, p. ej. monitorización, de las piezas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Patentes similares o relacionadas:
Procedimiento de medición de la alineación del procedimiento láser, del 26 de Febrero de 2020, de Tecnomar Oy: Un procedimiento de medición de alineación del procedimiento láser aplicable a un procedimiento de fabricación bobina a bobina que incluye […]
Aparato y procedimiento para marcar objeto comestible, del 12 de Febrero de 2020, de Qualicaps Co., Ltd: Un aparato para marcar un objeto comestible (E), que comprende: un medio portador para transportar el objeto comestible (E), […]
Método para llevar a cabo cortes por láser precisos en una hoja de cinta y aparato para llevar a cabo el método, del 25 de Diciembre de 2019, de DALLAN S.P.A.: Un método para llevar a cabo un corte por láser preciso en una hoja de cinta de longitud Lu y anchura Le posicionada en una estación de corte por láser […]
Dispositivo de estructuración para la estructuración de elementos en forma de placa, en particular, módulos solares de capa fina, correspondiente procedimiento de estructuración, así como utilización del mismo, del 7 de Agosto de 2019, de Innolas Solutions GmbH: Dispositivo de estructuración para la estructuración de un elemento (E) en forma de placa, en particular, un módulo solar y/o un módulo solar de capa fina, […]
 Procedimiento para producir una línea de debilitamiento en una pieza de trabajo de extensión plana a lo largo de un contorno predeterminado mediante desprendimiento de material por láser, del 26 de Junio de 2019, de JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH: Procedimiento para producir una línea de debilitamiento mediante desprendimiento de material en una pieza de trabajo de extensión plana, que presenta un lado visible […]
Procedimiento para producir una línea de debilitamiento en una pieza de trabajo de extensión plana a lo largo de un contorno predeterminado mediante desprendimiento de material por láser, del 26 de Junio de 2019, de JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH: Procedimiento para producir una línea de debilitamiento mediante desprendimiento de material en una pieza de trabajo de extensión plana, que presenta un lado visible […]
Dispositivo de corte progresivo por láser para corte a alta velocidad, del 12 de Junio de 2019, de Lasercoil Technologies, LLC: Un dispositivo de corte por láser para el corte rápido de una banda de material de una bobina , comprendiendo dicho dispositivo: - un transportador que […]
Aparatos de inspección de porciones soldadas y métodos de inspección de las mismas, del 24 de Abril de 2019, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Un aparato de inspección de porciones soldadas para inspeccionar un estado de soldadura de una porción soldada formada en el momento en que se suelda una pluralidad de […]
Máquina para trabajar con láser tubos y secciones perfiladas con un sistema de exploración para explorar el tubo o sección perfilada que se va a trabajar, del 17 de Abril de 2019, de Adige S.p.A: Máquina de trabajo con láser para trabajar con láser tubos y secciones perfiladas (T), que comprende un cabezal de trabajo provisto de un dispositivo de enfoque […]