PROCESO Y SISTEMA TERMOELECTROMECANICO PARA EL ENROLLADO Y DESENROLLADO DE UN FLEJE LAMINADO EN LINEA EN CALIENTE PROCEDENTE DE UNA COLADA EN CONTINUO DE PLANCHA DELGADA.
Sistema termo-electromecánico que comprende dos dispositivos de enrollado (A) superpuestos uno encima del otro,
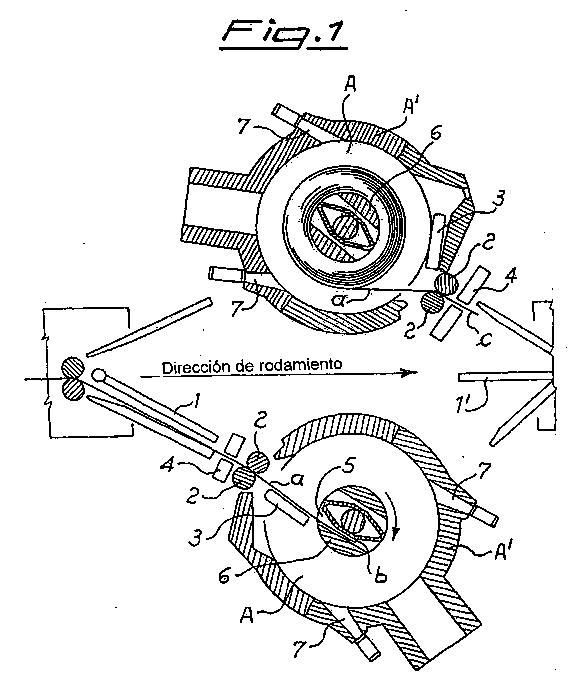
cada uno de ellos con su respectiva envoltura resistente al fuego (A'') con quemadores internos (7) de gas natural, capaces de enrollar, en un correspondiente mandril central (6) por medio de pares de cilindros de entrada y de salida (2), un fleje preconformado (a) con un espesor comprendido entre 30 y 8 mm para un laminador de desbaste que está conectado directamente con un tren de colada para desbaste delgado, y subsiguientemente girar sobre sí mismo y desenrollar dicho fleje preconformado para permitir la entrada al siguiente descascarillador y tren de laminado de acabado, caracterizado porque - dichos dispositivos de enrollado (A) están provistos de quemadores de gas natural (4), - dichos quemadores interiores (7) son capaces de optimizar la temperatura del fleje preconformado (a) para la entrada en el tren de laminado acabado, mediante un adecuado software de control también provisto de un algoritmo capaz de cambiar el caudal de los quemadores para conseguir automáticamente una temperatura estable y uniforme entre los extremos delantero y trasero del fleje tanto cuando se enrolla como cuando se desenrolla en función del tipo del fleje preconformado (a) y de las características que se pretenden obtener en el producto acabado; - dichos quemadores exteriores (4) son capaces de homogeneizar a través de un software de control especial la temperatura del fleje preconformado (a) en toda la longitud del mismo desde el núcleo enrollado hasta la parte de cola terminal (c), que permanece fuera, asegurándose la completa uniformidad de las características mecánicas y geométricas del producto, que responden a los cambios de temperatura; - se proporcionan medios actuadores para la rotación del mandril (6) de los dispositivos de enrollados superior e inferior (A) estando controlados tanto durante el enrollado como durante el desenrollado mediante algoritmos especiales del software de control para acelerar o desacelerar el enrollado de un fleje preconformado; - se proporcionan los medios de control para controlar la velocidad de dicho fleje preconformado (a) tanto durante el enrollado como el desenrollado, consistentes en un software de proceso especial con el fin de evitar estiramientos o compresiones de fleje preconformado, que pudieran perjudicar la calidad geométrica del producto final; y - se proporcionan medios para la operación de la parada del mandril (6) dejando dicho extremo de cola (c) del fleje preconformado, durante el enrollado, en el exterior de dichos dispositivos de enrollado (A) y dichos pares de cilindros (2) para una longitud comprendida entre 0 y 800 mm, haciendo así más fácil, durante un desenrollado consecutivo, su entrada hacia el descascarillado y el laminado de acabado siguiente hasta el tren de laminado de acabado.
Tipo: Resumen de patente/invención.
Solicitante: ARVEDI, GIOVANNI.
Nacionalidad solicitante: Italia.
Dirección: VIA MERCATELLO, 26,I-26100 CREMONA.
Inventor/es: ARVEDI, GIOVANNI.
Fecha de Publicación: .
Fecha Concesión Europea: 6 de Diciembre de 2006.
Clasificación PCT:
- B21B1/46 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas. › para laminar el metal inmediatamente después de la colada continua (cajas a este efecto B21B 13/22; colada continua B22D 11/00, p. ej. en moldes dotados de rodillos B22D 11/06).
- B21C47/00 B21 […] › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00).
- B21C47/04 B21C […] › B21C 47/00 Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00). › sobre o en bobinas o en tambores, sin utilizar guía móvil.
- B21C47/18 B21C 47/00 […] › de las bobinas o de los tambores.
- B21C47/26 B21C 47/00 […] › Disposiciones especiales que permitan un tratamiento simultáneo o subsiguiente del material.
Patentes similares o relacionadas:
Lámina de acero para estampado en caliente, método para su fabricación, y cuerpo moldeado por estampado en caliente, del 11 de Marzo de 2020, de NIPPON STEEL CORPORATION: Una lámina de acero para estampado en caliente, que comprende una composición que contiene: en % en masa, C: de 0.100% a 0.600%; Si: de […]
Chapa de acero laminado en caliente y método de fabricación de ésta, del 24 de Abril de 2019, de NIPPON STEEL CORPORATION: Una chapa de acero laminado en caliente que tiene una resistencia a la tracción máxima de 980 MPa o más y una excelente tenacidad a baja temperatura, que comprende: una […]
Aparato y método para la producción de productos alargados de metal, del 10 de Abril de 2019, de Primetals Technologies Italy S.R.L: Método para hacer funcionar un aparato para la producción de productos laminados alargados que comprende las siguientes características y etapas: - producir metal líquido […]
Método para producir un acero TWIP laminado en caliente y un producto de acero TWIP producido de ese modo, del 22 de Marzo de 2019, de Tata Steel IJmuiden BV: Método para la fabricación de una banda de acero TWIP, mediante el cual el acero fundido que tiene una composición que comprende 0,05-0,78 % de C, 11 a 23 % de […]
Aparato y método para la producción de productos metálicos largos, del 15 de Noviembre de 2018, de Primetals Technologies Austria GmbH: Aparato para la producción de productos metálicos alargados, tales como barras, varillas o similares, comprendiendo dicho aparato: - un laminador que comprende […]
Procedimiento y un dispositivo para la producción continua de una banda metálica delgada, del 17 de Enero de 2018, de Siemens VAI Metals Technologies GmbH: Procedimiento para la producción continua de una banda metálica fina o de una banda caliente de acero directamente a partir de una masa fundida de metal […]
Método y aparato para una laminación continua, del 22 de Marzo de 2017, de Primetals Technologies Germany GmbH: Método para producir productos laminados, que comprende las etapas de: a) generar en conjunto, de manera simultánea y a la misma velocidad, al menos dos barras de […]
Procedimiento para fabricar un producto plano de acero, laminado en caliente, del 15 de Febrero de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para fabricar un producto plano de acero, laminado en caliente, que comprende los siguientes pasos de trabajo: - fundir una masa fundida de acero […]