MAQUINA PARA FORJAR.
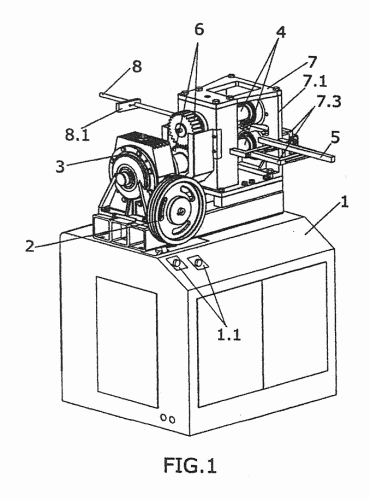
1. Máquina para forjar caracterizada porque comprende una mesa (1) compacta,
la cual presenta un reductor (3) que actúa sobre un rueda dentada (6) engranada con otra rueda dentada (6) paralela a la anterior, cada una de las cuales lleva acoplada un eje con un rodillo (4), entre los que se introducen las barras (5) sobre las que se aplican operaciones de grabado, estirado, o despalmado, donde los rodillos (4) están situados dentro de una carcasa (7) con una serie de ventanas (7.1) para la inserción de las barras (5) y donde una ventana (7.1) situada en el lado opuesto al reductor (3) queda definida por la separación existente entre unas tapas extraíbles (7.2) por donde se intercambian los rodillos (4) para adecuarlos a las distintas operaciones que se efectúan sobre las barras (5).
2. Máquina para forjar según reivindicación 1 caracterizado porque el accionamiento del reductor (3) se realiza a través de una polea (2) accionada por un motor, todo ello controlado mediante una serie de mandos (1.1) situados en la mesa (1) compacta.
3. Máquina para forjar según reivindicación 1 caracterizado porque la carcasa (7) presenta tres ventanas (7.1) para la inserción de las barras (5), donde dos de estas ventanas (7.1) están enfrentadas en la dirección perpendicular a los ejes de los rodillos (4) y la tercera ventana (7.1) es la situada en el lado opuesto al reductor (3).
4. Máquina para forjar según reivindicación 1 caracterizado porque en el exterior de las ventanas (7.1) van situados unos soportes (7.3) para el apoyo de las barras (5) cuando éstas se insertan en la máquina para forjar.
5. Máquina para forjar según reivindicación 1 caracterizado porque en una de las ventanas (7.1) situadas en la dirección perpendicular al eje de giro de los rodillos (4), sobresale una barra (8) horizontal sobre la que desliza un tope (8.1) que puede fijarse a dicha barra (8) horizontal para facilitar la realización de trabajos en serie iguales.
Tipo: Resumen de patente/invención.
Solicitante: SANCHEZ BIELSA, S.L.
Nacionalidad solicitante: España.
Provincia: TOLEDO.
Inventor/es: SANCHEZ GARRIDO,FRANCISCO J.
Fecha de Solicitud: 21 de Octubre de 2005.
Fecha de Publicación: .
Fecha de Concesión: 16 de Mayo de 2006.
Clasificación PCT:
- B21D22/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00).
Patentes similares o relacionadas:
Método de estimación de regiones generadoras de defectos de forma de superficie, método de estimación de regiones de origen de defectos de forma de superficie, dispositivo de estimación de regiones generadoras de defectos de forma de superficie, dispositivo de estimación de regiones de origen de defectos de forma de superficie, programa y medios de grabación, del 1 de Julio de 2020, de NIPPON STEEL CORPORATION: Un método de estimación de región de origen de defectos de forma de superficie implementado por ordenador para determinar regiones sujetas a defectos de arrugado […]
Método de simulación de conformación por presión, simulador de conformación por presión, programa, medio de grabación para ello, y método de conformación por presión basado en el resultado de la simulación, del 18 de Septiembre de 2019, de NIPPON STEEL CORPORATION: Un método de simulación de conformación por presión implementado por ordenador para determinar un área que induce la recuperación de un material elástico-plástico […]
PRENSA HIDRÁULICA PARA MOLDEO DE TUBOS DE PVC Y UNIÓN DE TUBERÍA PVC DESLIZABLE, del 20 de Junio de 2019, de ZULUAGA ZULUAGA, Martha Nancy: La rotura de tuberías de agua en edificaciones representa grandes problemas paras las personas, dado que la reparación de estos daños requiere amplias […]
PROCEDIMIENTO DE FABRICACIÓN DE PLACAS DE SOPORTE PARA PASTILLAS DE FRENO Y PASTILLA DE FRENO OBTENIDA, del 30 de Mayo de 2019, de ZF AFTERMARKET IBERICA, S.L.U: Procedimiento de fabricación de placas de soporte para pastillas de freno y pastilla de freno obtenida, en donde se emplea una prensa para la […]
Procedimiento y dispositivo para la fabricación de un casquillo de cojinete, del 24 de Abril de 2019, de STABITEC STANZ-BIEGETECHNIK GMBH: Procedimiento para la fabricación de un casquillo de cojinete en el curso de la realización de un cojinete de goma, con las etapas de procedimiento […]
Lámina de acero aleado galvanizada por inmersión en caliente para su uso en estampación en caliente y método de fabricación de una parte de acero, del 27 de Febrero de 2019, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Una lámina de acero recocida y galvanizada por inmersión en caliente para estampación en caliente, que comprende una lámina de acero de base de 0,10 a 0,5 […]
Sistema de conformación en prensa, procedimiento de conformación en prensa y producto de programa de ordenador, del 16 de Enero de 2019, de NIPPON STEEL CORPORATION: Un sistema de conformación en prensa que tiene un aparato de conformación en prensa que forma un material, un ordenador del lado del usuario que realiza instrucciones […]
PROCESO DE IMPRESIÓN DIGITAL DE LA CARROCERÍA DE UN VEHÍCULO, del 5 de Enero de 2017, de VOLKSWAGEN DE MÉXICO, S.A. DE C.V: La presente invención se refiere a un proceso de pintado cuyo objetivo es realizar la impresión de una imagen digital proporcionada por un usuario a la carrocería de […]