Cojín de estampado hidráulico de una prensa de estampado y método de operación del cojín de estampado hidráulico.
La invención se refiere a un cojín de estampado hidráulico (17) para una prensa de estampado (10).
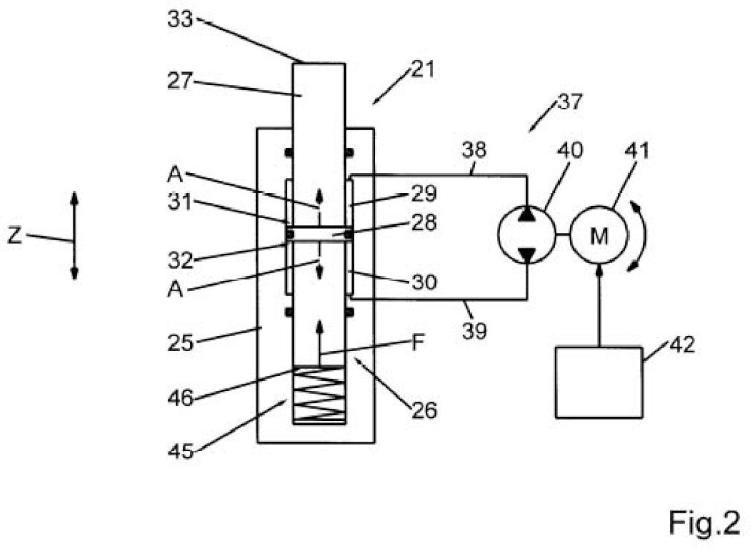
El cojín de estampado hidráulico (17) comprende por lo menos un cilindro hidráulico (21) que comprende un vástago de pistón (27) que genera una fuerza total (G) para actuar sobre el anillo de sujeción de la lámina de metal (20). El cilindro hidráulico (21) comprende un circuito de trabajo hidráulico (37) por medio del cual puede generarse una fuerza de trabajo hidráulica (A) en una dirección de trabajo (Z) para actuar sobre la parte* de anillo (28) del pistón (26) al cual puede aplicarse una fuerza sobre ambos lados. Independiente de la fuerza de trabajo (A) generada por el circuito de trabajo hidráulico (37) para actuar sobre el pistón (26) del cilindro hidráulico (21), una fuerza de muelle (F) actúa sobre el pistón (26). La fuerza de muelle (F) es generada mediante un dispositivo de muelle (45). La fuerza de muelle (F) no se controla ni se ajusta, pero se fija previamente. Preferiblemente, la fuerza de muelle (F) es exclusivamente una función de la posición o ubicación del pistón (26) con respecto a la carcasa del cilindro (25). La fuerza total (G) que actúa sobre el pistón (26) es el resultado de la suma de los vectores de la fuerza de trabajo (A) y de la fuerza de muelle (F).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201530095.
Solicitante: Schuler Pressen GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Bahnhofstr. 41 73033 Göppingen ALEMANIA.
Inventor/es: RICHTER, MICHAEL, REISCH,Dieter, MICKLISCH,Michael.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00).
- B30B15/00 B […] › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P).
Fragmento de la descripción:
Cojín de estampado hidráulico de una prensa de estampado y método de operación del cojín de estampado hidráulico
La invención se refiere a un cojín hidráulico de estampado de una prensa de estampado y al método para la operación de un cojín de estampado como tal.
Se han utilizado cojines de estampado en prensas de estampado durante mucho tiempo. Durante una operación de estampado la prensa de estampado sujeta una pieza de metal laminado entre una primera herramienta y una segunda herramienta. Las dos herramientas se mueven una con respecto a la otra durante una carrera de trabajo. En el transcurso del movimiento relativo, la lámina de metal es colocada sobre un molde de una herramienta y comprimida entre dos moldes de las dos herramientas. En el transcurso del estampado de la pieza de metal laminado, el cojín de estampado proporciona la fuerza de sujeción necesaria sobre la hoja metálica.
Un cojín de estampado hidráulico como tal máquina ha sido conocido a partir de la publicación de patente DE 10 2006 058 630 A1, por ejemplo. El cojín de estampado hidráulico comprende un cilindro hidráulico con una carcasa de cilindro y un pistón que puede moverse hacia atrás y hacia adelante dentro del mismo. El pistón divide el interior del cilindro en dos cámaras de trabajo. Una primera área del pistón es adyacente a la primera cámara de trabajo y una segunda área del pistón es adyacente a la segunda cámara de trabajo. Un medio hidráulico puede dirigirse para llenar la primera o la segunda cámara de trabajo por medio de una bomba hidráulica, con el fin de mover el vástago del pistón y el anillo de sujeción de la lámina metálica, y para establecer la fuerza de sujeción de la hoja metálica, respectivamente.
En relación con esto, un problema es el hecho de que la bomba hidráulica y el motor que acciona la bomba hidráulica deben proveer un gran caudal volumétrico para lograr un movimiento rápido del anillo de sujeción de la hoja metálica. Las áreas de las cámaras de trabajo y del pistón no pueden ser configuradas arbitrariamente de modo que sean pequeñas porque la presión hidráulica podría entonces no generar la suficiente fuerza de sujeción de la lámina metálica. Si se requieren mayores aceleraciones o velocidades del pistón o del anillo de sujeción de la lámina metálica, la unidad motor / bomba deben ser dimensionados para desarrollar la potencia necesaria, haciendo de este modo que el cojín de estampado hidráulico sea considerablemente más caro.
Con el fin de evitar esta desventaja, la publicación de patente DE 10 2010 019 324 A1 sugiere que se proporcione una tercera cámara de trabajo adicional en el cilindro, siendo dicha cámara de trabajo adyacente a una tercera área del pistón. En esta realización, o bien se mueve el vástago del pistón mediante la aplicación de una presión hidráulica apropiada a la primera o a la segunda cámara de trabajo, o bien se genera una fuerza de sujeción mediante la tercera cámara de trabajo durante la operación de estampado. Esta realización ha dado como resultado algunas ventajas, considerando el dimensionamiento de la unidad motor / bomba.
Por lo tanto, puede verse el objetivo de la invención como la provisión de un cojín de estampado hidráulico simplificado y un método para la operación de dicho cojín de estampado.
Este objetivo se alcanza mediante un cojín de estampado hidráulico que exhibe las características de la reivindicación 1, así como mediante un método que se exhibe las características de la reivindicación 14.
El cojín de estampado hidráulico comprende un cilindro hidráulico con una carcasa de cilindro y un pistón con un vástago de pistón. El pistón está dispuesto en el cilindro hidráulico de modo tal que es movible entre una primera cámara de trabajo y una segunda cámara de trabajo, y de modo tal que divide esas dos cámaras de una manera hidráulica. Una primera área del pistón es adyacente a la primera cámara de trabajo y una segunda área del pistón es adyacente a una segunda cámara de trabajo. La primera área de pistón y la segunda área de pistón pueden tener iguales o diferentes dimensiones. El vástago del pistón se proyecta desde la carcasa del cilindro y está conectada - en un extremo libre exterior - a un anillo de sujeción de la lámina metálica de la prensa de estampado.
Hay un circuito hidráulico de trabajo con una bomba hidráulica conectado a la primera cámara de trabajo y a la segunda cámara de trabajo. La bomba hidráulica puede enviar el medio hidráulico desde la primera cámara de trabajo hacia la segunda de trabajo o, viceversa, desde la segunda cámara de trabajo hacia la primera cámara de trabajo. Al actuar de este modo, pueden controlarse o ajustarse la presión hidráulica y / o el caudal del medio hidráulico en una cámara de trabajo mediante la velocidad de rotación de la bomba hidráulica.
Como parámetros de ajuste para la fijación de la velocidad de rotación de la bomba hidráulica, es posible también utilizar directamente la posición y / o la velocidad y / o la
aceleración del vástago del pistón o del anillo de sujeción de la lámina de metal y / o la fuerza total aplicada al vástago del pistón o al anillo de sujeción.
Consecuentemente, el movimiento y/o posición, así como la fuerza del vástago del pistón y, por lo tanto, la fuerza de sujeción del cojín de estampado hidráulico se ajustan mediante el primer circuito hidráulico de trabajo. También es posible que el cojín de estampado hidráulico comprenda varios cilindros hidráulicos que están conectados al circuito hidráulico de trabajo. Más aún, es posible destinar un circuito de trabajo hidráulico separado, - cada uno con una bomba hidráulica - a cada cilindro hidráulico.
Además, el cojín de estampado hidráulico comprende un dispositivo de muelle. El dispositivo de muelle genera una fuerza de muelle esencialmente constante, actuando dicha fuerza directa o indirectamente sobre el pistón. En la realización ejemplar, el dispositivo de muelle está dispuesto en, o sobre, la carcasa del cilindro del cilindro hidráulico y es capaz, por ejemplo, de actuar directamente sobre la cara del vástago del pistón opuesta al anillo de sujeción de la lámina de metal. La fuerza de muelle resultante está orientada sobre el eje longitudinal del vástago del pistón, con el fin de evitar momentos laterales del pistón con respecto a la carcasa del cilindro.
Durante el funcionamiento del cojín de estampado o de la prensa hidráulica, la fuerza de muelle es generada independientemente del control o ajuste y del modo de operación - en particular, la velocidad de rotación - de la bomba hidráulica del circuito de trabajo hidráulico. La fuerza de muelle está prefijada y existe siempre durante la operación de estampado.
Una fuerza de trabajo generada por la presión hidráulica en la primera cámara de trabajo o en la segunda cámara de trabajo, actuando dicha fuerza sobre el pistón, es generada además de la fuerza de muelle existente y es capaz de aumentar o disminuir la fuerza total que actúa sobre el pistón, estando orientada dicha fuerza total en la misma dirección que la fuerza de muelle o en la dirección opuesta a dicha fuerza de muelle total. Preferiblemente, la fuerza de muelle está orientada de una manera tal que ésta impulsa al vástago del pistón a moverse hacia afuera de la carcasa del cilindro.
Debido a esta configuración del cojín de estampado, se genera mecánica y/o hidráulicamente una parte de la fuerza de sujeción a través de la fuerza del muelle. En consecuencia, sólo una fuerza de trabajo correspondiente a la diferencia entre la fuerza de muelle y la fuerza total a ser ajustada sobre el cilindro hidráulico o la fuerza de sujeción sobre el anillo de sujeción de la lámina de metal, necesita ser generada mediante el circuito de
trabajo hidráulico que está conectado a las dos primeras cámaras de trabajo.
Esto es posible con áreas de pistón relativamente pequeñas y, por lo tanto, volúmenes relativamente pequeños de las primera y segunda cámaras de trabajo. Las dinámicas deseadas durante el movimiento pueden lograrse, por lo tanto, con una bomba hidráulica de pequeñas dimensiones en el circuito hidráulico y un motor de pequeñas dimensiones, por ejemplo un servomotor.
Es verdad que puede ser necesario, en relación con esto, que la fuerza de trabajo generada en el primer circuito de trabajo hidráulico actúe contra la fuerza de muelle existente. Sin embargo, el trabajo llevado a cabo, al actuar de este modo, es almacenado al menos parcialmente - con la pérdida de eficiencia habitual - en el dispositivo de muelle cuando se mueve el pistón contra la fuerza del muelle.
Preferiblemente,...
Reivindicaciones:
1. Un cojín de estampado hidráulico (17) para una prensa de estampado (10), que comprende
un cilindro hidráulico (21) que comprende una carcasa de cilindro (25) y un pistón (26) con un vástago de pistón (27), en el cual el vástago de pistón (27) está conectado a un anillo de sujeción de una lámina metálica (20) de la prensa hidráulica (10),
varias cámaras de trabajo hidráulicas (29, 30) proporcionadas en la carcasa del cilindro (25),
en el cual una primera área de pistón (31) es adyacente a una primera cámara de trabajo (29), y una segunda área de pistón (32) es adyacente a una segunda cámara de trabajo, y en el cual la primera cámara de trabajo (29) y la segunda cámara de trabajo (30) están conectadas a una bomba hidráulica (40) de un circuito de trabajo hidráulico (37),
en el cual se proporciona un dispositivo de muelle (45), aplicando dicho dispositivo de muelle una primera fuerza de muelle (F) al pistón (26).
2. Cojín de estampado hidráulico según la reivindicación 1,
caracterizado por que la fuerza (F) no es una función de una presión hidráulica o un caudal volumétrico del medio hidráulico en la primera cámara de trabajo (29) y / o en la segunda cámara de trabajo (30).
3. Cojín de estampado hidráulico según las reivindicaciones 1 y 2,
caracterizado por que la bomba hidráulica (40) del circuito de trabajo hidráulico (37) genera una presión hidráulica en la primera cámara de trabajo (29) o en la segunda cámara de trabajo (30), generando dicha presión hidráulica una fuerza de trabajo (A) sobre la respectiva primera área de pistón (31) o la segunda área de pistón (32).
4. Cojín de estampado hidráulico según la reivindicación 3,
caracterizado por que una fuerza de trabajo (A) generada sobre la primera área de pistón (31) actúa en contra de la fuerza de muelle (F), y por que una fuerza de trabajo (A) generada sobre la segunda área de pistón (32) actúa en la dirección de la fuerza de muelle (F).
5. Cojín de estampado hidráulico según una de las reivindicaciones previas,
caracterizado por que la fuerza de muelle (F) es sólo una función de la posición (Z1, Z2) del pistón (26).
6. Cojín de estampado hidráulico según una de las reivindicaciones previas,
caracterizado por que el dispositivo de muelle (45) tiene una constante de muelle (D) 5 que es alta con respecto a la carrera máxima del pistón (Z1 - Z1), de forma tal que el valor de una diferencia de fuerza (FD) entre un valor mínimo (Fmín) y un valor máximo (Fmáx) de la fuerza de muelle (F) es como máximo del 10% al 15% del valor máximo (Fmáx) de la fuerza de muelle (F).
7. Cojín de estampado hidráulico según una de las reivindicaciones previas,
caracterizado por que el dispositivo de muelle (45) está diseñado sin componentes
eléctricos y electromecánicos activos.
8. Cojín de estampado hidráulico según una de las reivindicaciones previas,
caracterizado por que el dispositivo de muelle (45) está configurado como un dispositivo de muelle hidráulico (45a).
9. Cojín de estampado hidráulico según la reivindicación 8,
caracterizado porque el dispositivo de muelle hidráulico (45a) comprende un almacenamiento de presión (50) que está conectado a una tercera cámara de trabajo (47) del cilindro (21) mediante una línea de presión (49), en el cual la tercera cámara de trabajo (47) es adyacente a una tercera área de pistón (48) del pistón (26).
10. Cojín de estampado hidráulico según la reivindicación 9,
caracterizado por que el volumen hidráulico máximo del medio hidráulico en el almacenamiento de presión (50) es mayor que el volumen máximo en la tercera cámara de trabajo (47).
11. Cojín de estampado hidráulico según las reivindicaciones 9 y 10,
caracterizado por que el medio hidráulico del circuito de trabajo hidráulico (37) está
completamente separado del medio hidráulico del dispositivo de muelle hidráulico (45a).
12. Cojín de estampado hidráulico según una de las reivindicaciones previas,
caracterizado por que el circuito de trabajo hidráulico (37) está configurado sin un almacenamiento de suministro hidráulico y / o sin válvulas hidráulicas.
13. Cojín de estampado hidráulico según una de las reivindicaciones previas,
caracterizado por que la bomba hidráulica (40) del circuito de trabajo hidráulico (37) puede accionarse mediante un motor eléctrico (41) en ambos sentidos de rotación.
14. Método de operación de un cojín de estampado hidráulico (17) que comprende un 5 cilindro hidráulico (21) que comprende una carcasa de cilindro (25) y un pistón (26) con un
vástago de pistón (27), en el cual el vástago de pistón (27) está conectado a un anillo de sujeción de una lámina metálica (20) de la prensa hidráulica (10), en el cual se proporcionan varias cámaras de trabajo hidráulicas (29, 30) en la carcasa del cilindro (25), en el cual una primera área de pistón (31) es adyacente a una primera cámara de trabajo (29), y una 10 segunda área de pistón (32) es adyacente a una segunda cámara de trabajo,
en el cual la posición y / o el movimiento y / o la fuerza de sujeción del pistón (26) o el anillo de sujeción de la lámina de metal (20) están controlados y / o ajustados mediante un control o ajuste de la presión hidráulica y / o el caudal volumétrico del medio hidráulico en la primera o segunda cámara de trabajo (29, 30) o hacia la primera o segunda cámara de 15 trabajo (29, 30),
y en la cual una fuerza de muelle (F) se aplica al pistón (26) por medio de un dispositivo de muelle (45).
Patentes similares o relacionadas:
Fabricación automatizada de marcos espaciadores, del 22 de Abril de 2020, de GED Integrated Solutions, Inc: Aparato para fabricar marcos espaciadores a partir de material de la banda de material diferente que incluye múltiples estaciones de trabajo para tratar […]
Procedimiento para controlar una prensa de polvo cerámico y/o metálico y prensa de polvo cerámico y/o metálico, del 25 de Marzo de 2020, de DORST TECHNOLOGIES GMBH & CO. KG: Procedimiento para controlar una prensa de polvo cerámico y/o metálico para prensar un material prensable, en el que - al menos un accionamiento electromotriz (15, […]
Prensa rotatoria con sellos, con al menos dos puntas de sello a alturas escalonadas, para realizar múltiples procesos de prensado durante una rotación, del 17 de Julio de 2019, de KORSCH AG: Una prensa rotatoria para realizar al menos dos operaciones de prensado durante una rotación de la prensa rotatoria, incluyendo dicha prensa rotatoria un rotor , una […]
Prensa de pellets, del 3 de Julio de 2019, de BUHLER AG: Prensa de pellets con un motor con una carcasa de motor y un rotor dispuesto en la misma, configurándose el rotor como árbol hueco, […]
Prensa y procedimiento para deformar piezas metálicas, del 20 de Mayo de 2019, de AUTOMAZIONI INDUSTRIALI S.R.L: Una prensa para deformar al menos una pieza metálica que tiene inicialmente la forma de palanquilla o de producto semiacabado similar, que comprende al menos un molde […]
Método para conformar una pieza en caliente con una prensa mecánica, del 15 de Mayo de 2019, de FAGOR ARRASATE, S. COOP: Método para conformar una pieza en caliente con una prensa mecánica que comprende un troquel superior (3b) y un troquel inferior (2b) adaptados para conformar una pieza entre […]
Molde para prensar material en polvo, del 17 de Abril de 2019, de S.c.r. Stampi Ceramici Roteglia S.r.l: Un molde (1; 1' ) para prensar material en polvo que comprende una matriz , o medio molde inferior, en el que se obtiene una pluralidad de cavidades que están destinadas […]
Uso de datos del flujo de fuerza en una prensa para el funcionamiento de un empujador, del 27 de Febrero de 2019, de Schuler Pressen GmbH: Uso de datos del flujo de fuerza en una prensa para el funcionamiento de un empujador , - presentando la prensa al menos un dispositivo […]