Procedimiento y dispositivo de laminación para la laminación sin mandril de ruedas y discos.
Dispositivo de laminación para la laminación sin mandril de ruedas y discos,
con un bastidor de rodillos (11) en elque puede ponerse de forma tal que sea giratoria en torno a un eje de giro (D2) una pieza en bruto (R), un rodilloprincipal (13) que es giratorio en torno a un eje (D1) que discurre paralelamente al eje de giro (D2) y que como talrodillo principal es susceptible de ser puesto en contacto con la superficie periférica (U) de la pieza en bruto (R),al menos un par de rodillos cónicos (15) y al menos un par de rodillos (16) conformadores del alma que son enambos casos susceptibles de ser puestos en contacto con las superficies laterales (S1, S2) de la pieza en bruto(R), en donde los rodillos (16) conformadores del alma son accionados en rotación mediante un dispositivo deaccionamiento (17), caracterizado por el hecho de que los rodillos cónicos (15) y el rodillo principal (13)presentan sendos dispositivos de accionamiento (18, 19) para el accionamiento en rotación.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11007555.
Solicitante: SCHULER SMG GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: LOUIS-SCHULER-STRASSE 1 68753 WAGHÄUSEL ALEMANIA.
Inventor/es: KLUG,DIRK, SALAMON,ULRICH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H1/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 1/00 Fabricación de artículos en forma de sólidos de revolución (laminado de tubos B21B 17/00 - B21B 25/00). › con pestaña, p. ej. ruedas para ferrocarriles.
PDF original: ES-2399193_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo de laminación para la laminación sin mandril de ruedas y discos [0001] La invención se refiere a un dispositivo de laminación para la laminación sin mandril de ruedas y discos, con un bastidor de rodillos en el que puede ponerse de forma tal que sea giratoria en torno a un eje de giro una pieza en bruto con forma de disco circular, un rodillo principal que es giratorio en torno a un eje que discurre paralelamente al eje de giro y que como tal rodillo principal es susceptible de ser puesto en contacto con la superficie periférica de la pieza en bruto, y al menos un par de rodillos cónicos y al menos un par de rodillos conformadores del alma que son en ambos casos susceptibles de ser puestos en contacto con las superficies laterales de la pieza en bruto, en donde los rodillos conformadores del alma son accionados en rotación mediante un dispositivo de accionamiento (véase p. ej. la US-A-956 780) .
La invención se refiere además a un procedimiento para la laminación sin mandril de ruedas y discos con un correspondiente dispositivo de laminación.
Para elaborar una rueda o un disco en un dispositivo de laminación a partir de una pieza en bruto de acero y con forma de disco circular era anteriormente conocido el procedimiento de poner la pieza en bruto centrada en un mandril y ponerla en rotación. En el entretanto se ha pasado sin embargo a laminar sin mandril ruedas y discos a base de poner una pieza en bruto con forma de disco habitualmente en posición vertical en un bastidor de rodillos en el que la pieza en bruto queda apoyada de manera flotante en su superficie periférica y en sus superficies laterales mediante rodillos de apoyo. Pertenece también al bastidor de rodillos un así llamado rodillo principal que es giratorio en torno a un eje que discurre paralelamente al eje de giro de la pieza en bruto y queda en contacto con la superficie periférica de la pieza en bruto y la conforma durante el proceso de laminación. Además están previstos rodillos con forma cónica, que son los así llamados rodillos cónicos, que en la zona del borde de la pieza en bruto entran en contacto con sus superficies laterales en lados opuestos y en particular conforman la llanta de rueda o llanta de disco radialmente exterior. La zona del alma, que está situada entre el cubo radialmente interior y la llanta radialmente exterior de la rueda, es conformada por los así llamados rodillos conformadores del alma, que desde lados opuestos entran en contacto con la superficie lateral de la pieza en bruto.
Para poner a la pieza en bruto en rotación en el bastidor de rodillos sirven los rodillos conformadores del alma, que son accionados en rotación. El movimiento de rotación de los rodillos conformadores del alma es transmitido mediante rozamiento a la pieza en bruto, con lo cual ésta es asimismo puesta en rotación. Debido al contacto con la pieza en bruto en rotación, también empiezan a girar los rodillos que están en contacto con la misma, es decir, el rodillo principal y los rodillos cónicos. Puesto que la aceleración de la pieza en bruto tiene con ello lugar tan sólo debido al rozamiento entre los rodillos conformadores del alma y la pieza en bruto, los rodillos conformadores del alma se ven sometidos a un muy alto nivel de desgaste. Además, debido a la relativamente gran masa de la pieza en bruto puede producirse un indeseado resbalamiento en particular entre los rodillos conformadores del alma y la pieza en bruto, lo cual influencia desventajosamente a la exactitud de mecanización.
La invención persigue la finalidad de crear un dispositivo de laminación para la laminación sin mandril de ruedas y discos en el que se vean reducidos la solicitación y el desgaste de los rodillos conformadores del alma.
Además se trata de lograr un procedimiento para la laminación sin mandril de ruedas y discos con el que se vea reducido el desgaste de los rodillos conformadores del alma.
Esta finalidad es alcanzada según la invención con respecto al dispositivo de laminación mediante las características de la reivindicación 1. Está ahí previsto que los rodillos cónicos y el rodillo principal presenten asimismo sendos dispositivos de accionamiento para el accionamiento en rotación. De esta manera, la rotación de la pieza en bruto ya no se logra tan sólo mediante los rodillos conformadores del alma, sino que puede asimismo recurrirse al rodillo principal y a los rodillos cónicos para poner a la pieza en bruto en rotación. De esta manera se da en particular en la fase de aceleración un reducido rozamiento y un reducido resbalamiento entre los rodillos conformadores del alma y la pieza en bruto, con lo cual se ve reducido el desgaste de los mismos.
Preferiblemente son gobernables independientemente unos de otros todos los dispositivos de accionamiento, es decir, el dispositivo de accionamiento de los rodillos conformadores del alma, el dispositivo de accionamiento del rodillo principal y el dispositivo de accionamiento de los rodillos cónicos. De esta manera puede estar previsto hacer que el dispositivo de accionamiento del rodillo principal y/o el dispositivo de accionamiento de los rodillos cónicos no ejerzan momento alguno al realizarse el proceso de laminación, cuando por ejemplo al efectuarse la laminación de la pieza en bruto no deba producirse superposición alguna de momentos de accionamiento. Tras haber entrado los rodillos conformadores del alma en contacto con la pieza en bruto, puede mantenerse a la pieza en bruto en rotación exclusivamente mediante los rodillos conformadores del alma. Mediante la aplicación de adicionales momentos mediante los dispositivos de accionamiento del rodillo principal y/o de los rodillos cónicos puede producirse en el proceso de laminación un incrementado desgaste de estos rodillos. Esto se impide si los dispositivos de accionamiento del rodillo principal y/o de los rodillos cónicos se ajustan de forma tal que el rodillo principal y/o los rodillos cónicos sean accionados por la pieza en bruto, o bien de forma tal que la velocidad tangencial del rodillo principal y/o de los rodillos cónicos sea igual a la velocidad tangencial de la pieza en bruto en la zona de contacto, es decir, de forma tal que entre los elementos que estén mutuamente en contacto no se dé diferencia de velocidad alguna en la superficie de contacto.
Con respecto al procedimiento, la finalidad anteriormente mencionada es alcanzada gracias al hecho de que la pieza en bruto es puesta en rotación mediante el rodillo principal y/o los rodillos cónicos antes de ser puestos en contacto con la pieza en bruto los rodillos conformadores del alma que están en rotación. De esta manera pueden reducirse el rozamiento y el resbalamiento entre la pieza en bruto y los rodillos conformadores del alma, con lo cual se reduce el desgaste de los rodillos conformadores del alma.
En una forma preferida de la invención está previsto que antes de ser aplicados los rodillos conformadores del alma el número de revoluciones de la pieza en bruto sea ajustado de forma tal que la aplicación de los rodillos conformadores del alma tenga lugar sin resbalamiento. Esto se logra si la velocidad tangencial de los rodillos conformadores del alma es en la zona de contacto igual a la velocidad tangencial de la pieza en bruto, es decir, si entre ambos elementos no se da diferencia de velocidad alguna en la superficie de contacto.
En otra forma ventajosa del procedimiento según la invención puede estar previsto que el número de revoluciones de los rodillos cónicos sea ajustado de forma tal que se dé un contacto sin resbalamiento de la pieza en bruto con los rodillos cónicos.
Si al realizarse la laminación de la pieza en bruto no debe producirse superposición alguna de momentos de accionamiento, de la manera que se ha aclarado anteriormente se hace que al tener lugar la operación de laminación no ejerzan momento alguno los dispositivos de accionamiento del rodillo principal y/o de los rodillos cónicos.
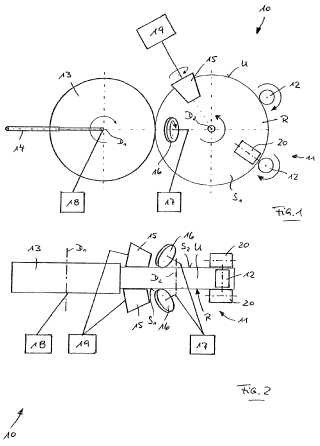
Adicionales detalles y características de la invención se desprenden de la siguiente descripción de un ejemplo de realización haciendo referencia al dibujo. Las distintas figuras muestran lo siguiente: La Fig. 1, una representación esquemática del dispositivo de laminación según la invención en vista lateral, y la Fig. 2, una vista en planta del dispositivo de laminación según la Figura 1.
Un dispositivo de laminación 10 representado en las Figuras 1 y 2 para la laminación sin mandril de ruedas y discos posee un bastidor de rodillos 11 que presenta dos rodillos de centraje 12 que están dispuestos uno encima del otro a una distancia entre los mismos y un rodillo principal 13 que está desplazado lateralmente con respecto a los mismos. Los rodillos de centraje... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de laminación para la laminación sin mandril de ruedas y discos, con un bastidor de rodillos (11) en el que puede ponerse de forma tal que sea giratoria en torno a un eje de giro (D2) una pieza en bruto (R) , un rodillo principal (13) que es giratorio en torno a un eje (D1) que discurre paralelamente al eje de giro (D2) y que como tal rodillo principal es susceptible de ser puesto en contacto con la superficie periférica (U) de la pieza en bruto (R) , al menos un par de rodillos cónicos (15) y al menos un par de rodillos (16) conformadores del alma que son en ambos casos susceptibles de ser puestos en contacto con las superficies laterales (S1, S2) de la pieza en bruto (R) , en donde los rodillos (16) conformadores del alma son accionados en rotación mediante un dispositivo de accionamiento (17) , caracterizado por el hecho de que los rodillos cónicos (15) y el rodillo principal (13) presentan sendos dispositivos de accionamiento (18, 19) para el accionamiento en rotación.
2. Dispositivo de laminación según la reivindicación 1, caracterizado por el hecho de que los dispositivos de accionamiento (17, 18, 19) son gobernables independientemente unos de otros.
3. Dispositivo de laminación según la reivindicación 1 o 2, caracterizado por el hecho de que puede hacerse que los dispositivos de accionamiento (18, 19) del rodillo principal (13) y/o de los rodillos cónicos (15) no apliquen momento alguno al realizarse la operación de laminación.
4. Procedimiento para la laminación sin mandril de ruedas y discos con un dispositivo de laminación según una de las reivindicaciones 1 a 3, caracterizado por el hecho de que la pieza en bruto (R) es puesta en rotación mediante el rodillo principal (13) y/o los rodillos cónicos (15) antes de que los rodillos (16) conformadores del alma sean en rotación puestos en contacto con la pieza en bruto (R) .
5. Procedimiento según la reivindicación 4, caracterizado por el hecho de que antes de la aplicación de los rodillos (16) conformadores del alma el número de revoluciones de la pieza en bruto (R) es ajustado de forma tal que la aplicación de los rodillos (16) conformadores del alma tiene lugar sin resbalamiento.
6. Procedimiento según la reivindicación 4 o 5, caracterizado por el hecho de que el número de revoluciones de los rodillos cónicos (15) se ajusta de forma tal que se da un contacto sin resbalamiento y sin momento de la pieza en bruto (R) con los rodillos cónicos.
Patentes similares o relacionadas:
CUBO, POLEA Y METODO., del 16 de Diciembre de 2002, de THE GATES CORPORATION: UN CUBO SOLIDARIO CON UN DISCO Y CON UN COLLAR SOLIDARIO QUE DEFINE UN AGUJERO CIEGO DEL CUBO .
METODO DE FORMACION DE RUEDAS DENTADAS Y PRODUCTO FORMADO POR EL MISMO., del 1 de Agosto de 2002, de TESMA INTERNATIONAL INC.: UN PROCEDIMIENTO PARA CONFORMAR UNA RUEDA DENTADA, QUE CONSISTE EN LAS ETAPAS DE: PROPORCIONAR UNA PLANCHA CIRCULAR DE CHAPA METALICA DE GROSOR UNIFORME, CONFORMAR EN FRIO […]
PROCESO DE LAMINACION PARA LA FABRICACION DE POLEAS, Y EQUIPO UTILIZADO EN ESTE PROCESO., del 16 de Diciembre de 2001, de AGLA S.P.A.: SE DESCRIBE UN PROCESO RODANTE PARA LA FABRICACION DE UNA POLEA CON UN CONJUNTO DE RANURAS PERIFERICAS EN FORMA DE V EN EL QUE UN PRODUCTO SEMIACABADO CIRCULAR […]
PROCESO DE LAMINACION PARA LA FORMACION DE POLEAS CON UNA O MAS RANURAS CON FORMA DE V Y CON UNA RUEDA FONICA SOLIDARIA Y POLEAS HECHAS SEGUN ESTE PROCESO., del 1 de Febrero de 1996, de AGLA S.P.A.: UN PROCESO DE LAMINACION PARA LA FORMACION DE UNA POLEA QUE TENGA UNA O MAS RANURAS CON FORMA DE V Y UNA RUEDA FONICA SOLIDARIA SEGUN EL CUAL […]
HERRAMIENTA DE CORTE PARA LAMINAS DE METAL EN FORMA DE DISCO., del 16 de Septiembre de 1995, de FATA EUROPEAN GROUP: LA INVENCION ENCUENTRA SU APLICACION EN EL CAMPO DE LAS HERRAMIENTAS DE CORTE, EN PARTICULAR PARA CORTAR LAMINAS DE METAL EN FORMA DE DISCO. MAS PRECISAMENTE, […]
DISPOSITIVO PARA TRANSFORMAR UN CUERPO DE CHAPA SIMETRICO ROTATIVO, POR EJEMPLO DE UN TOCHO DE POLEA, del 16 de Mayo de 1992, de TEWIG GMBH TECHNISCHE ENTWICKLUNGS-GESELLSCHAFT: SE DESCRIBE UN DISPOSITIVO PARA TRANSFORMAR UN TOCHO DE POLEA, POR EJEMPLO, PARA LA FABRICACION DE PERFILES POLI-V. EL CUERPO DE CHAPA ESTA ABARCADA DE UNA HERRAMIENTA […]
MAQUINA QUE PERMITE EL HENDIMIENTO PROFUNDO EN EL CONTORNO DE DISCOS NO PLANOS DESTINADOS A LA OBTENCION DE RUEDAS CON BANDAJE NEUMATICO., del 16 de Agosto de 1983, de ELERMETAL, S.A.: MAQUINA QUE PERMITE EL HENDIMIENTO EN EL CONTORNO DE DISCOS NO PLANOS, DESTINADOS A LA OBTENCION DE RUEDAS CON BANDAJE NEUMATICO. CONSTA DE UN BASTIDOR RIGIDO […]