Método de fabricación de varillas de filtro de segmentos múltiples.
Un método de fabricación de varillas de filtro de segmentos múltiples (6) utilizado en la industria del tabaco para cigarrillos,
donde diversos segmentos (3) dispuestos en un orden apropiado en una cinta de agrupación se transportan por medio de una unidad de alimentación (2) sobre una cinta de formato (1) en la que se envuelven en una envoltura de papel que forma un rodillo de filtro, y luego se dividen en varillas de filtro (6) con una cierta longitud por medio de un cabezal de corte (5), y la posición de cada segmento (3) en un rodillo sobre la cinta de formato (1) se verifica por medio de un sensor (7) que se sitúa entre la unidad de alimentación (2) y el cabezal de corte (5), donde la unidad de alimentación (2), el cabezal de corte (5) y la cinta de formato (1) se accionan por servomotores independientes (8, 9, 10) acoplados por medio de un eje electrónico virtual común conectado con un sistema de control, caracterizado por que, antes del inicio de la fabricación, se ingresa la información en relación con el segmento (3) a cortar, la longitud de una varilla de filtro (6), la secuencia de segmentos (3) en una varilla y una distancia constante entre la unidad de alimentación (1) y el cabezal de corte (5) en el sistema de control, tras lo cual el sistema de control calcula una relación electrónica estática básica entre los sistemas de accionamiento de los servomotores (8, 9) de la unidad de alimentación (2) y el cabezal de corte (5), teniendo en cuenta los sistemas de accionamiento del servomotor (10) de la cinta de formato (1), y después del inicio de la fabricación el sistema de control calcula en forma provisional el momento de corte necesario para obtener una longitud apropiada de la varilla de filtro (6) y la compara con la relación estática básica calculada antes, tras lo cual hace un ajuste gradual del momento de corte en relación a la relación estática básica calculada y determina el punto de corte promedio del rodillo de filtro teniendo en cuenta la información sobre las dimensiones reales de los segmentos y su posicionamiento real en el rodillo, transmitida por el sensor (7).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/PL2011/000087.
Solicitante: INTERNATIONAL TOBACCO MACHINERY POLAND SP. Z O.O.
Nacionalidad solicitante: Polonia.
Dirección: UL. WARSZTATOWA 19A 26-600 RADOM POLONIA.
Inventor/es: HOFFMANN,HANS-REINER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A24D3/02 NECESIDADES CORRIENTES DE LA VIDA. › A24 TABACO; PUROS; CIGARRILLOS; DISPOSITIVOS PARA SIMULAR LA ACCIÓN DE FUMAR; ARTICULOS PARA FUMADORES. › A24D PUROS; CIGARRILLOS; FILTROS PARA EL HUMO DEL TABACO; BOQUILLAS DE PUROS O DE CIGARRILLOS; FABRICACION DE LOS FILTROS PARA EL HUMO DEL TABACO O DE BOQUILLAS. › A24D 3/00 Filtros para el humo del tabaco, p. ej. boquillas filtrantes, guarniciones filtrantes; Filtros especialmente adaptados para dispositivos para simular la acción de fumar; Boquillas para puros o cigarrillos (boquillas para pipas, puros o cigarrillos A24F 7/00). › Fabricación de filtros para humo de tabaco (fabricación de papel o de materiales celulósicos para filtros D21).
PDF original: ES-2478220_T3.pdf
Fragmento de la descripción:
Método de fabricación de varillas de filtro de segmentos múltiples [0001] El objetivo de la invención es un método de fabricación de varillas de filtro de segmentos múltiples para cigarrillos por el uso de un control automático de la repetibilidad de la longitud de varillas.
En la industria del tabaco, existe una demanda de filtros de segmentos múltiples utilizados para la fabricación de cigarrillos que se componen de por lo menos dos tipos de segmentos hechos de diferentes materiales, tales segmentos pueden ser suaves, rellenos por ejemplo con tela no tejida, papel, acetato de celulosa, o duros, rellenos con granulado o elementos sinterizados, o cilindros huecos. Una secuencia de elementos formados en una cinta de agrupación se transporta sobre una cinta de formato donde se envuelve en una envoltura de papel, y un rodillo formado se divide apropiadamente en varillas de filtro por medio de un cabezal de corte, donde se lleva a cabo el corte en el medio de un segmento más largo. En el curso de operaciones de producción adicionales, las varillas obtenidas se pegan sobre los cigarrillos en forma directa o después de que se repita el corte, también en el medio de un segmento más largo. Se sabe que la longitud de los segmentos de filtro particulares y su disposición en el rodillo pueden cambiar dentro de la tolerancia permitida, donde la tolerancia de longitud de una varilla de filtro se ajusta a la longitud constante final de los cigarrillos fabricados. Con una velocidad de movimiento considerable del rodillo, que alcanza 500 m/min., el control del momento de corte es necesario con el fin de mantener la longitud de la varilla de filtro teniendo en cuenta dichas tolerancias, donde las varillas de filtro se monitorizan en forma continua. A partir de la descripción de la patente británica Núm. GB 854, 470, se conoce un método de selección mecánica del momento de corte de un rodillo de filtro compuesto de dos segmentos de filtro diferentes con el fin de obtener varillas de filtro de igual longitud. Un aparato para este propósito tiene un motor de accionamiento común que por medio de una multitud de engranajes activa unidades particulares estrechamente unidas en forma mecánica entre sí y dependientes del sistema que controla un accionamiento común. Se hace posible una aceleración o un retraso del momento de corte de manera tal que los segmentos de filtro siempre se corten en el medio, lo que forma varillas de filtro con igual longitud de acuerdo con la tolerancia por medio de un engranaje diferencial instalado en el sistema de transmisión de energía entre un tambor de alimentación de segmentos sobre la cinta de formato y un cabezal de corte. Se presentó otro método para el ajuste del momento de corte de los elementos de rodillo del cigarrillo, que consiste en segmentos de filtro y una varilla de tabaco, con el fin de obtener cigarrillos con filtro con una cierta longitud de acuerdo con la tolerancia permitida en la descripción de solicitud de patente de la invención de los Estados Unidos de América Núm. US 2001/0001390. Los segmentos de filtro y las varillas de tabaco, que se encuentran colocados en forma provisional sobre la envoltura de papel por medio de un tambor de tornillo sin fin, se transportan más hacia el elemento de formateo, donde se lleva a cabo el embalaje de envoltura de papel. Al mismo tiempo, en el área del elemento de formateo se registra la posición de segmentos y las varillas por medio de una unidad que crea su imagen, que consiste en un estroboscopio y un visualizador, de los cuales se envía la imagen obtenida a la computadora. Allí, la imagen grabada se compara con una imagen de referencia ingresada antes en la memoria de la computadora. Dependiendo de los resultados de la comparación, es posible desplazar del cabezal de corte a lo largo de la pared paralela al rodillo de cigarrillo. En caso de exceder la tolerancia permitida, se rechazan los cigarrillos cortados. Además, la invención muestra en forma esquemática un aparato para el control y el corte un rodillo en productos terminados o el rechazo de productos defectuosos. En las máquinas modernas de la industria del tabaco, en particular para la producción de cigarrillos y/o filtros, se utiliza un servomotor independiente para el accionamiento de cada unidad de una máquina, mientras que todos los servomotores se acoplan por medio de un eje electrónico virtual común conectado con el sistema de control. Las soluciones en relación con el control del punto de corte del rodillo presentadas en el estado conocido de la técnica no se pueden aplicar a tales máquinas modernas.
Según la invención, un método de fabricación de varillas de filtro de segmentos múltiples utilizado en la industria del tabaco para cigarrillos, donde diversos segmentos dispuestos en un orden apropiado en una cinta de agrupación se transportan por medio de una unidad de alimentación sobre una cinta de formato, en la que se embalan en una envoltura de papel que forma un rodillo de filtro, y luego se dividen en varillas de filtro con una cierta longitud por medio de un cabezal de corte, y la posición de cada segmento en el rodillo sobre la cinta de formato se verifica por medio de un sensor que se sitúa entre la unidad de alimentación y el cabezal de corte, donde la unidad de alimentación, el cabezal de corte y el cabezal de formato se accionan por servomotores independientes acoplados por medio de un eje electrónico virtual común conectado con el sistema de control, consiste en que, antes del inicio de la fabricación, se ingresa la información en relación con el segmento a cortar, la longitud de la varilla de filtro, el orden de los segmentos en una varilla y la distancia constante entre la unidad de alimentación y el cabezal de corte en el sistema de control, tras lo cual el sistema de control calcula la relación electrónica estática básica entre sistemas de accionamiento de los servomotores de la unidad de alimentación y el cabezal de corte, teniendo en cuenta los sistemas de accionamiento del servomotor de la cinta de formato. Después del inicio de la fabricación, el sistema de control calcula en forma provisional el momento de corte necesario para obtener una longitud apropiada de la varilla de filtro y la compara con la relación estática básica calculada antes, tras lo cual hace un ajuste gradual del momento de corte en relación a la relación estática básica calculada y determina el punto de corte promedio del rodillo de filtro, teniendo en cuenta la información sobre las dimensiones reales de los segmentos y su posicionamiento real en el rodillo, transmitida por el sensor. En el curso de la fabricación de varillas de filtro de segmentos múltiples, el punto de corte promedio se compara por medio del sistema de control con el momento de corte y, con el fin de mantener la tolerancia de la varilla de filtro, corregida en forma dinámica teniendo en cuenta la 2
información sobre los segmentos transportados en ese momento por el sensor. El control del momento de corte y la corrección del punto de corte promedio se llevan a cabo por medio del ajuste de los sistemas de accionamiento electrónico de los servomotores de la unidad de alimentación y el cabezal de corte, con una posición constante del cabezal de corte. En caso de un cambio de la longitud de las varillas de filtro fabricadas, se ajusta el cabezal de corte. El uso del método según la invención permite reducir el tiempo necesario para el ajuste de la máquina a una nueva longitud de la varilla de filtro que se ha limitado al tiempo necesario para promediar las mediciones y cambiar el momento de corte del cabezal de corte de manera que se ajuste el momento de corte al punto esperado. Además, la pérdida de material se ha limitado únicamente al período de funcionamiento de la máquina desde el momento de inicio hasta el ajuste del momento de corte de la varilla de filtro.
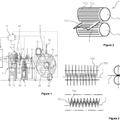
Para una mejor comprensión, se ha ilustrado el objetivo de la invención en una realización en un dibujo que muestra, en una vista esquemática, un fragmento de una máquina para la fabricación de varillas de filtro de segmentos múltiples.
El dibujo presenta un fragmento de una máquina que muestra una cinta de formato 1 sobre la que por medio de una unidad de alimentación 2 se transportan diversos segmentos 3 dispuestos anteriormente en un orden apropiado en una cinta de agrupación que no se muestra. Sobre la cinta de formato 1, los segmentos 3 se embalan en una envoltura de papel y se sellan, lo que forma un rodillo de filtro que se corta por medio de un cortador 4 de un cabezal de corte 5 en varillas de filtro 6 iguales con doble longitud, donde se lleva a cabo el corte en el medio de un segmento más largo 3. Las varillas de filtro 6 preparadas de tal manera se transportan para su posterior procesamiento con el fin de... [Seguir leyendo]
Reivindicaciones:
1. Un método de fabricación de varillas de filtro de segmentos múltiples (6) utilizado en la industria del tabaco para cigarrillos, donde diversos segmentos (3) dispuestos en un orden apropiado en una cinta de agrupación se transportan por medio de una unidad de alimentación (2) sobre una cinta de formato (1) en la que se envuelven en 5 una envoltura de papel que forma un rodillo de filtro, y luego se dividen en varillas de filtro (6) con una cierta longitud por medio de un cabezal de corte (5) , y la posición de cada segmento (3) en un rodillo sobre la cinta de formato (1) se verifica por medio de un sensor (7) que se sitúa entre la unidad de alimentación (2) y el cabezal de corte (5) , donde la unidad de alimentación (2) , el cabezal de corte (5) y la cinta de formato (1) se accionan por servomotores independientes (8, 9, 10) acoplados por medio de un eje electrónico virtual común conectado con un sistema de 10 control, caracterizado por que, antes del inicio de la fabricación, se ingresa la información en relación con el segmento (3) a cortar, la longitud de una varilla de filtro (6) , la secuencia de segmentos (3) en una varilla y una distancia constante entre la unidad de alimentación (1) y el cabezal de corte (5) en el sistema de control, tras lo cual el sistema de control calcula una relación electrónica estática básica entre los sistemas de accionamiento de los servomotores (8, 9) de la unidad de alimentación (2) y el cabezal de corte (5) , teniendo en cuenta los sistemas de 15 accionamiento del servomotor (10) de la cinta de formato (1) , y después del inicio de la fabricación el sistema de control calcula en forma provisional el momento de corte necesario para obtener una longitud apropiada de la varilla de filtro (6) y la compara con la relación estática básica calculada antes, tras lo cual hace un ajuste gradual del momento de corte en relación a la relación estática básica calculada y determina el punto de corte promedio del rodillo de filtro teniendo en cuenta la información sobre las dimensiones reales de los segmentos y su posicionamiento real en el rodillo, transmitida por el sensor (7) .
2. El método según la reivindicación 1 caracterizado por que, durante la fabricación de un punto de corte promedio se compara por medio del sistema de control con el momento de corte y, con el fin de mantener la tolerancia de longitud de la varilla de filtro, corregida en forma dinámica teniendo en cuenta la información sobre los segmentos transportados en ese momento por el sensor.
3. El método según la reivindicación 1 o 2 caracterizado por que, un control del momento de corte y una corrección de un punto de corte promedio se llevan a cabo por medio del ajuste de los sistemas de accionamiento electrónico de los servomotores de la unidad de alimentación y el cabezal de corte, con una posición constante del cabezal de corte.
4. El método según la reivindicación 1 caracterizado por que, en caso de un cambio de la longitud de las varillas 30 de filtro fabricadas se lleva a cabo un ajuste del cabezal de corte.
Patentes similares o relacionadas:
Método y aparato para el tratamiento de material tipo lámina continua, del 19 de Febrero de 2020, de PHILIP MORRIS PRODUCTS S.A.: Método para tratar un material tipo lámina continua para uso en la fabricación de artículos en forma de varilla , el método que comprende las etapas de: - proporcionar […]
Método y aparato para conformar material continuo sustancialmente plano, del 5 de Febrero de 2020, de PHILIP MORRIS PRODUCTS S.A.: Aparato para conformar un material continuo sustancialmente plano que tiene una temperatura de transición vítrea por debajo de 150 grados […]
Artículo para fumar con humo de la corriente lateral reducido, del 6 de Noviembre de 2019, de PHILIP MORRIS PRODUCTS S.A.: Un artículo para fumar que comprende una varilla de tabaco y un filtro conectado a la varilla de tabaco , el filtro comprende […]
 Aparato y método para suministrar una trama continua de material de lámina rizada, del 30 de Octubre de 2019, de PHILIP MORRIS PRODUCTS S.A.: Un aparato para suministrar una trama continua de material de lámina rizada a un dispositivo formador de la varilla para la producción de filtros para artículos […]
Aparato y método para suministrar una trama continua de material de lámina rizada, del 30 de Octubre de 2019, de PHILIP MORRIS PRODUCTS S.A.: Un aparato para suministrar una trama continua de material de lámina rizada a un dispositivo formador de la varilla para la producción de filtros para artículos […]
Método y aparato para fabricar una trama rizada, del 9 de Octubre de 2019, de PHILIP MORRIS PRODUCTS S.A.: Un métodos de fabricación de una trama rizada para un artículo generador de aerosol , el método comprende las etapas de: introducir una trama esencialmente […]
Cápsulas de sabor para artículos para fumar, del 9 de Octubre de 2019, de PHILIP MORRIS PRODUCTS S.A.: Un artículo para fumar que comprende: un material para fumar; y un filtro aguas abajo del material para fumar, en donde el filtro comprende una cápsula […]
Procedimiento para medir la masa de un plastificante y la humedad en una varilla de filtro, del 9 de Octubre de 2019, de TEWS Elektronik GmbH & Co. KG: Procedimiento para medir la masa de un plastificante y el contenido de humedad en una varilla de filtro que presenta las siguientes etapas: • la masa total […]
Artículo generador de aerosol con saborizante dispersado, del 28 de Agosto de 2019, de PHILIP MORRIS PRODUCTS S.A.: Un artículo generador de aerosol que comprende: un sustrato generador de aerosol; una boquilla que comprende al menos un segmento de material de […]