Método y aparato para conformar e instalar largueros.
Un método para fabricar e instalar un larguero (34) de material compuesto sobre una capa superficial (24),
quecomprende:
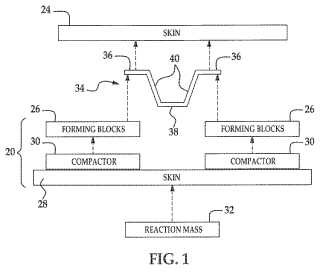
utilizar un conjunto de herramientas (20) para conformar una carga (34a) de material compuesto en un largueropreformado (34), incluyendo el conjunto de herramientas (20),
una bandeja (28) y bloques de conformación (26) sobre la bandeja (28) para dar forma a la carga (34a) dematerial compuesto; y
colocar el larguero preformado (34) en la capa superficial (24) usando el conjunto de herramientas (20), dondela colocación del larguero preformado (34) en la capa superficial (24) usando el conjunto de herramientas (20)incluye:
sujetar el larguero preformado (34) en una posición sustancialmente fija en el conjunto de herramientas (20),y
mover el conjunto de herramientas (20) que tiene el larguero preformado (34) sobre el mismo en proximidadcon la capa superficial (24); y
compactar el larguero preformado (34) desplazando los bloques de conformación (26) en relación con labandeja (28) para forzar el larguero preformado (34) contra la capa superficial (24).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09251515.
Solicitante: THE BOEING COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 NORTH RIVERSIDE PLAZA CHICAGO, IL 60606-2016 ESTADOS UNIDOS DE AMERICA.
Inventor/es: JONES,DARRELL,D, Brennan,Joseph D, ROBINS,BRIAN G.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
- B29C70/46 B29C 70/00 […] › con moldes enfrentados, p. ej. para deformar compuestos de moldeo en láminas [SMC] o preimpregnados [prepegs].
- B64C1/06 B […] › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64C AEROPLANOS; HELICOPTEROS (vehículos de colchón de aire B60V). › B64C 1/00 Fuselajes; Características estructurales comunes a fuselajes, alas, superficies estabilizadoras o similares (características aerodinámicas comunes a fuselajes, alas, superficies estabilizadoras o similares B64C 23/00; instalaciones de la cabina de vuelo B64D). › Cuadernas; Larguerillos; Largueros.
- B64C3/18 B64C […] › B64C 3/00 Alas (superficies estabilizadoras B64C 5/00; alas de ornitópteros B64C 33/02). › Largueros; Costillas; Larguerillos (fijación de conjuntos alares al fuselaje B64C 1/26).
- B64F5/00 B64 […] › B64F INSTALACIONES EN TIERRA O INSTALACIONES EN CUBIERTA DE PORTAAVIONES ESPECIALMENTE ADAPTADAS PARA SU USO EN CONEXIÓN CON AERONAVES; DISEÑO, FABRICACIÓN, ENSAMBLAJE, LIMPIEZA, MANTENIMIENTO O REPARACIÓN DE AERONAVES, NO PREVISTOS EN OTRO LUGAR; MANIPULACIÓN, TRANSPORTE, ENSAYO O INSPECCIÓN DE COMPONENTES DE AERONAVES, NO PREVISTOS EN OTRO LUGAR. › Diseño, fabricación, ensamblado, limpieza, mantenimiento o reparación de aeronaves, no previstos en otro lugar; Manipulación, transporte, ensayo o inspección de componentes de aeronaves, no previstos en otro lugar.
PDF original: ES-2402752_T3.pdf
Fragmento de la descripción:
Método y aparato para conformar e instalar largueros
Campo técnico Esta divulgación se refiere generalmente a técnicas para la fabricación de estructuras de materiales compuestos tales como las utilizadas en la industria aeronáutica, y trata más particularmente con un método y un aparato para conformar e instalar largueros de material compuesto sobre una capa superficial.
Antecedentes En la industria aeronáutica se utilizan "rigidizadores" para reforzar o rigidizar las capas externas utilizadas en las secciones de fuselaje, alas, aletas y estructuras similares. En algunos casos, los rigidizadores, que pueden ser
largueros, se forman de materiales compuestos y se fijan a las capas superficiales de material compuesto utilizando adhesivos estructurales que forman juntas unidas. Los largueros pueden ser relativamente largos en ciertas aplicaciones, tales como las estructuras de las alas, lo que requiere que los largueros se curen previamente para proporcionarlos con suficiente rigidez que les permite ser manipulados y colocados en la posición deseada en la capa superficial. Estos largueros pre-curados se unen a la capa superficial, y en algunos casos, pueden requerir fijación adicional mediante sujeciones discretas.
El uso de largueros pre-curados requiere herramientas de curación, envasados al vacío y operaciones en autoclave que pueden aumentar el coste recurrente asociado con la producción de aviones. Adicionalmente, el uso de adhesivos estructurales para fijar los largueros a la capa superficial resulta en juntas unidas que pueden presentar
retos en la producción, que pueden añadir peso al avión y, en algunos casos, pueden ser difíciles de inspeccionar.
El documento US 2007/0175171 describe un proceso para fabricar paneles para estructuras aeronáuticas con miembros de rigidización en forma de U y miembros de rigidización en forma de I entre sus bandas, que comprenden las siguientes etapas: proporcionar laminados para dar forma a la capa superficial en la herramienta de curado, suministrar laminados planos para dar forma a los miembros de rigidización; conformar los elementos de refuerzo en forma de U en herramientas de conformación individuales y colocar los elementos de refuerzo en forma de I en dichas herramientas; agrupar dichas herramientas de conformación individuales juntos en una herramienta de montaje; colocar el grupo de miembros de rigidización en la capa superficial; colocar una bolsa de vacío en el conjunto con la ayuda de perfiles; consolidar de dicho conjunto por medio de un proceso de curado bajo las condiciones apropiadas de presión y temperatura utilizando herramientas externas para asegurar la verticalidad de las bandas de los miembros de rigidización.
El documento US 2005/0178083 describe un panel auto-rigidizado de material compuesto pre-impregnado. El panel es de un tipo compuesto por una capa superficial de base en cuyo lado se añaden y se colocan lado a lado los rigidizadores en forma de U cuyas partes de conexión con las ramas de la U se aplanan contra dicha capa superficial, con una estructura de conexión entre las ramas adyacentes de dos rigidizadores adyacentes. La estructura de conexión es un clavo que tiene un cabezal de clavo compuesto de un cordón de resina de relleno, el clavo formado a partir de una banda con una sección transversal rectangular cuyo borde, en el lado de la capa superficial, está directamente en contacto con la superficie adyacente de dicha capa superficial. El cabezal de clavo 45 se compone de dos medios cabezales de clavo colocados simétricamente en el ángulo formado entre la capa superficial y el clavo.
El documento US 4.946.526 describe un proceso para producir estructuras de panel de plástico laminado reforzadas mediante la compresión termoplástica empleando mandriles de molde internos que se fragilizan significativamente durante o después de la etapa de compresión. Los paneles rigidizados superiores formados a partir de dos láminas de resina termoplástica se pueden producir mediante el uso de mandriles alargados formados de partículas cerámicas adheridas entre sí por un aglutinante tal como un silicato de metal alcalino. Los mandriles se disponen entre una lámina de capa superficial y láminas rigidizadoras superiores con las respectivas láminas dispuestas entre los rodillos de una prensa hidráulica u otro mecanismo adecuado de moldeo por compresión. Las estructuras 55 laminadas intercaladas se pueden conformar empleando láminas libres de resina termoplástica con un primer conjunto de mandriles de partículas de cerámica interpuestos entre un par adyacente de láminas y un segundo conjunto de tales mandriles interpuesto entre el otro par adyacente de láminas.
En consecuencia, existe la necesidad de un método y aparato para conformar e instalar largueros en una capa superficial, que reduzcan o eliminen los problemas descritos anteriormente.
Sumario De acuerdo con la presente invención se proporciona un método para fabricar e instalar un larguero de material
compuesto en una capa superficial y un aparato para conformar y colocar un larguero de material compuesto en una capa superficial como se reivindica en las reivindicaciones adjuntas.
Las realizaciones descritas proporcionan un método y un aparato para conformar, colocar y compactar largueros sobre capas superficiales que permiten que largueros relativamente largos se curen conjuntamente con la capa superficial, resultando en una unión fuerte. Además de producir una unión fuerte, el método y el aparato proporcionan una operación de conformación y colocación del larguero de manos libres que puede disminuir el
tiempo de producción y puede reducir o eliminar las herramientas y equipos que normalmente se requieren para conformar y pre-curar los largueros.
De acuerdo con una realización del método descrito, la fabricación e instalación de un larguero de material compuesto sobre una capa superficial comprende: el uso de un conjunto de herramientas para conformar una carga compuesta en un larguero preformado, y, colocar y compactar el larguero preformado en la capa superficial usando el conjunto de herramientas. Utilizar el conjunto de herramientas para conformar una carga de material compuesto puede incluir colocar una carga de material compuesto sobre una primera herramienta, y comprimir la carga de material compuesto entre la primera herramienta y una segunda herramienta. La colocación y compactación del larguero preformado en la capa superficial incluyen mantener el larguero preformado en una posición sustancialmente fija en el conjunto de herramientas, y mover el conjunto de herramientas que tiene el larguero preformado sobre el mismo a la proximidad con la capa superficial. La compactación del larguero preformado incluye el uso de una porción del conjunto de herramientas para forzar el larguero preformado contra la capa superficial. El método puede comprender además envasar al vacío y co-curar la capa superficial y el larguero compactado.
De acuerdo con otra realización del método, la fabricación y la instalación de un larguero de material compuesto sobre una capa superficial de una aeronave comprende: colocar una carga de material compuesto sobre un conjunto de herramientas; utilizar el conjunto de herramientas para conformar la carga en un larguero preformado; utilizar el conjunto de herramientas para posicionar el larguero preformado en la capa superficial; utilizar el conjunto de herramientas para compactar el larguero preformado contra la capa superficial; separar el conjunto de herramientas del larguero compactado; envasar al vacío el larguero compactado y la capa superficial, y, co-curar el larguero y la capa superficial. El método puede comprender además mantener el larguero preformado en una posición fija en el conjunto de herramientas, y mover el conjunto de herramientas que tiene el larguero preformado sobre el mismo a la proximidad con la capa superficial. La compactación del larguero preformado contra la capa superficial puede incluir desplazar una primera porción del conjunto de herramientas hacia la capa superficial mientras se mantiene una segunda porción del conjunto de herramientas sustancialmente estacionaria. El desplazamiento de la primera porción del conjunto de herramientas se puede realizar mediante la expansión de una vejiga para reaccionar contra las porciones primera y segunda del conjunto de herramientas.
De acuerdo con otra realización descrita, se proporciona un aparato para conformar y colocar un larguero de material compuesto sobre una capa superficial, que comprende: un conjunto de herramientas, que incluye una bandeja y herramientas en la bandeja para conformar y mantener un larguero preformado; medios para mover e conjunto de herramientas y el larguero... [Seguir leyendo]
Reivindicaciones:
1. Un método para fabricar e instalar un larguero (34) de material compuesto sobre una capa superficial (24) , que comprende:
utilizar un conjunto de herramientas (20) para conformar una carga (34a) de material compuesto en un larguero preformado (34) , incluyendo el conjunto de herramientas (20) , una bandeja (28) y bloques de conformación (26) sobre la bandeja (28) para dar forma a la carga (34a) de material compuesto; y colocar el larguero preformado (34) en la capa superficial (24) usando el conjunto de herramientas (20) , donde la colocación del larguero preformado (34) en la capa superficial (24) usando el conjunto de herramientas (20) incluye:
sujetar el larguero preformado (34) en una posición sustancialmente fija en el conjunto de herramientas (20) ,
y mover el conjunto de herramientas (20) que tiene el larguero preformado (34) sobre el mismo en proximidad con la capa superficial (24) ; y
compactar el larguero preformado (34) desplazando los bloques de conformación (26) en relación con la bandeja (28) para forzar el larguero preformado (34) contra la capa superficial (24) .
2. El método de la reivindicación 1, donde utilizar el conjunto de herramientas (20) para conformar la carga (34a) de material compuesto en el larguero preformado (34) incluye presionar una carga (34a) de material compuesto entre las herramientas primera y segunda.
3. El método de cualquier reivindicación anterior, que comprende además:
liberar el larguero preformado (34) del conjunto de herramientas (20) después que el larguero preformado (34) se ha compactado; y mover el conjunto de herramientas (20) lejos del larguero preformado (34) después que se ha liberado el larguero preformado (34) .
4. El método de cualquier reivindicación anterior, que comprende además:
colocar un mandril (104) en el larguero preformado, y sujetar el mandril (104) en el larguero preformado (34) mientras que el conjunto de herramientas (20) se mueve en proximidad con la capa superficial (24) .
5. El método de cualquier reivindicación anterior, donde sujetar el larguero preformado (34) en una posición sustancialmente fija en el conjunto de herramientas (20) incluye instalar un larguero presionado en el conjunto de herramientas (20) antes que el conjunto de herramientas (20) se mueva en proximidad con la capa superficial (24) , y el método comprende además:
retirar el larguero presionado hacia abajo después de que el larguero preformado (34) se ha colocado en la 45 capa superficial (24) .
6. El método de cualquier reivindicación anterior, donde el larguero preformado (34) se sujeta contra una herramienta con correas (90) que se extienden a lo largo de y retienen el larguero preformado (34) contra la herramienta.
7. El método de cualquier reivindicación anterior, que comprende además: envasar al vacío la capa superficial (24) y el larguero preformado (34) , compactado; y, co-curar la capa superficial (24) y el larguero preformado (34) , compactado.
8. Aparato para conformar y colocar un larguero (34) de material compuesto sobre una capa superficial (24) , que comprende:
un conjunto de herramientas (20) para sujetar un larguero preformado (34) , incluyendo el conjunto de herramientas (20) :
una bandeja (28) y bloques de conformación (26) sobre la bandeja (28) para dar forma a la carga (34a) de material compuesto; estructura móvil acoplado con el conjunto de herramientas (20) para colocar del larguero preformado (34) en la capa superficial (24) ; y
caracterizado por que comprende además un compactador (30) en el conjunto de herramientas (20) para compactar el larguero preformado (34) contra la capa superficial (24) , incluyendo el compactador (30) medios para desplazar los bloques de conformación (26) en relación con la bandeja (28) hacia la capa superficial (24) .
9. El aparato de la reivindicación 8, donde la estructura móvil incluye uno de:
un brazo robótico (44) , y una viga (52) .
10. El aparato de la reivindicación 8 o 9, donde los bloques de conformación (26) incluyen un par de herramientas, y el conjunto de herramientas (20) incluye además medios para montar de forma desplazable las herramientas en la bandeja (28) y permitir que las herramientas se conformen en general a la superficie de contorno de la capa superficial (24) , y medios de bloqueo (60, 114) para bloquear selectivamente las herramientas contra el
movimiento en la bandeja (28) , mientras que el conjunto de herramientas (20) está siendo movido en proximidad con la capa superficial (24) .
11. El aparato de la reivindicación 8, donde el conjunto de herramientas (20) incluye:
al menos una herramienta, y medios para sujetar el larguero preformado (34) contra la al menos una herramienta.
12. El aparato de la reivindicación 11, donde el medio de sujeción incluye al menos uno de:
medios de vacío (49) para arrastrar el larguero preformado (34) contra la al menos una herramienta, medios para sujetar mecánicamente al menos un borde del larguero preformado (34) contra la al menos una herramienta, y correas (90) que se extienden a lao largo de y que sostiene el larguero preformado (34) contra la al menos una herramienta.
Patentes similares o relacionadas:
AERONAVE DE DESPEGUE Y ATERRIZAJE VERTICAL CON PROPULSORES PIVOTANTES, del 28 de Julio de 2020, de OUTON TRILLO, Pedro: Es una aeronave de despegue y aterrizaje vertical, con un concepto estructural novedoso, que contiene ocho conjuntos propulsores, dos superficies sustentadoras pivotantes […]
Dispositivo hipersustentador, del 17 de Junio de 2020, de Asco Industries NV: Un dispositivo hipersustentador que comprende - un cuerpo en forma de superficie de sustentación que tiene un borde delantero (LE) […]
Estructura compuesta para una aeronave y procedimiento de fabricación de la misma, del 17 de Junio de 2020, de AIRBUS OPERATIONS, S.L: Estructura compuesta para una aeronave que comprende un panel de revestimiento y al menos un larguerillo unido al panel de revestimiento , teniendo el larguerillo […]
Sistema mecánico de fijación y ensamblaje y método estructural asociado, del 3 de Junio de 2020, de THE BOEING COMPANY: Un conjunto estructural que comprende: un primer miembro estructural que comprende un primer lado y un segundo lado […]
Disposición estructural de caja para una aeronave y procedimiento de fabricación de la misma, del 25 de Marzo de 2020, de AIRBUS OPERATIONS, S.L: Disposición estructural de caja para una aeronave que comprende: - una primera y una segunda capas de composite , - al menos una […]
Accesorios de soporte de puntal integrados con largueros debajo del ala, del 11 de Marzo de 2020, de THE BOEING COMPANY: Una estructura de soporte del motor a reacción que se puede fijar a una superficie externa de un ala de una aeronave para soportar un motor a reacción en […]
Métodos de formar un rigidizador de pala compuesto y facilitar la aplicación de tratamientos para daños por impacto apenas visibles, del 12 de Febrero de 2020, de THE BOEING COMPANY: Método para conformar una carga compuesta plana para dar un rigidizador de pala compuesto, que comprende: recortar una carga compuesta plana […]
Cuerpo de perfil aerodinámico con cubierta del larguero curvada integral, del 25 de Diciembre de 2019, de Airbus Operations Limited: Un cuerpo en forma de perfil aerodinámico que comprende una pluralidad de largueros longitudinales que definen cada uno una dirección longitudinal, […]