MÁQUINA DE TERMOCONFORMADO Y PROCEDIMIENTO DE TERMOCONFORMADO DE PIEZAS MEDIANTE DICHA MÁQUINA.
Máquina de termoconformado y procedimiento de termoconformado de piezas mediante dicha máquina.
Máquina de termoconformado (1), para la fabricación de piezas conformadas a partir de un film (2) de material termoplástico, que comprende un conjunto de moldes (3, 3', 3''), unos medios de calentamiento (4) del film (2), unos medios de vacío asociados a cada molde (3, 3',3''), y unos medios de control de la máquina. Los medios de calentamiento (4) están acoplados sobre una bancada móvil (5) desplazable sobre un carril (6) adyacente al conjunto moldes (3, 3',3''), estando dichos moldes (3, 3', 3'') dispuestos contiguos entre sí, y siendo los medios de calentamiento (4) susceptibles de ser colocados sucesivamente sobre cada uno de los respectivos moldes (3, 3',3''), de manera que una vez ha finalizado el tiempo de calentamiento de un molde (3) dichos medios de calentamiento (4) son desplazados al siguiente molde (3') mientras transcurre el tiempo de operación de vacío y el tiempo de enfriamiento de la pieza conformada en el respectivo molde anterior (3) antes de su extracción o mientras se realiza un oportuno cambio de molde sin tener que parar la máquina (1).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201330918.
Solicitante: ROCA SANITARIO, S.A..
Nacionalidad solicitante: España.
Inventor/es: QUINTANA BARTUAL,Alberto.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C51/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto.
Fragmento de la descripción:
P201330918
MÃ?QUINA DE TERMOCONFORMADO Y PROCEDIMIENTO DE TERMOCONFORMADO DE PIEZAS MEDIANTE DICHA MÃ?QUINA
La presente invención se refiere a una máquina de termoconformado para la fabricación de piezas conformadas tales como bañeras, platos de ducha, o similares.
La invención también hace referencia al procedimiento de termoconformado de piezas 10 mediante dicha máquina.
Antecedentes de la invención
Son conocidas máquinas de termoconformado para la fabricación de piezas conformadas a 15 partir de un film de material termoplástico, generalmente de polimetilmetacrilato de tres o cuatro milímetros de grosor.
Dichas máquinas de termoconformado comprenden un molde de la pieza a conformar, tal como por ejemplo una bañera, unos medios de calentamiento del film, y unos medios de 20 vacío asociados al molde destinados a aspirar dicho film previamente calentado contra la superficie de dicho molde.
Los medios de calentamiento pueden ser un horno dentro del cual se encuentra el molde o bien un conjunto de lámparas halógenas dispuestas a una cierta distancia sobre el molde, 25 destinadas a calentar dicho film a una temperatura de 170 º C aproximadamente. El film colocado sobre el molde se calienta durante un tiempo predeterminado obteniéndose un material blando que tiende a caer por gravedad sobre el molde, y a su vez los medios de vacío permiten aspirar dicho film calentado hasta que queda adherido a las paredes del propio molde. A continuación, el film se deja enfriar sobre el molde durante un tiempo preestablecido antes de su extracción.
Las lámparas halógenas generalmente están dispuestas formando una cuadricula, pudiendo ser cada lámpara regulada independientemente. Dependiendo de la configuración de la pieza a conformar, se procederá a activar con mayor o menor potencia las diferentes 35 lámparas halógenas para calentar a diferente temperatura ciertas zonas del film. Particularmente, se aplicará mayor temperatura a aquellas zonas del film que tenderán a
P201330918
estirarse o deformarse en mayor grado durante el calentamiento. De este modo, se consigue realizar un estiramiento controlado de toda la superficie del film, evitando así que dicho film se rompa.
Para ello, las máquinas de termoconformado conocidas incluyen unos medios de control destinados a controlar mediante un software adecuado los parámetros de funcionamiento de los medios de calentamiento y de los medios de vacío, tales como el tiempo de exposición y la intensidad de calor sobre distintas zonas del film en función de la pieza a conformar, En la practica se ha comprobado que debido a que las máquinas de termoconformado conocidas incluyen un único molde, resulta necesario esperar a que finalice el ciclo de termoconformado de una pieza para poder comenzar con el ciclo de la siguiente pieza. Un ciclo de termoconformado de una pieza comprende primero la colocación del film sobre el molde, el tiempo de calentamiento (cuatro minutos aproximadamente) , el tiempo de aplicación del vacío (dos minutos aproximadamente) , el tiempo de enfriamiento (cuatro minutos aproximadamente) y finalmente la extracción de la pieza terminada.
Otro inconveniente de tener un único molde es que es imprescindible parar la máquina cada vez que debe cambiarse el molde para conformar una pieza diferente, o en caso de avería o mantenimiento del molde. Esto supone considerables pérdidas de tiempo de producción.
Descripción de la invención
El objetivo de la máquina de termoconformado de la presente invención es solventar los inconvenientes que presentan las máquinas conocidas en la técnica, proporcionando una máquina de termoconformado más versátil que permite optimizar el tiempo de producción.
La máquina de termoconformado, para la fabricación de piezas conformadas a partir de un film de material termoplástico, objeto de la presente invención, es del tipo que comprende un conjunto de moldes de las piezas a conformar, unos medios de calentamiento del film, preferentemente un conjunto de lámparas halógenas, unos medios de vacío asociados a cada molde destinados a aspirar el film previamente calentado contra la superficie de dicho molde, y unos medios de control destinados a controlar mediante un software adecuado unos parámetros de funcionamiento de los medios de calentamiento y de los medios de vacío, tales como el tiempo de exposición y la intensidad de calor sobre distintas zonas del film en función de la pieza a conformar, y se caracteriza por el hecho de que los medios de P201330918
calentamiento están acoplados sobre una bancada móvil desplazable sobre un carril adyacente al conjunto moldes, estando dichos moldes dispuestos contiguos entre sí, y siendo los medios de calentamiento susceptibles de ser colocados sucesivamente sobre cada uno de los respectivos moldes, de manera que una vez ha finalizado el tiempo de calentamiento de un molde dichos medios de calentamiento son desplazados al siguiente molde mientras transcurre el tiempo de operación de vacío y el tiempo de enfriamiento de la pieza conformada en el respectivo molde anterior antes de su extracción o mientras se realiza un oportuno cambio de molde sin tener que parar la máquina.
De este modo, gracias a la utilización de un conjunto de moldes y a la bancada móvil que permite desplazar los medios de calentamiento sobre los sucesivos moldes, se consigue una optimización del tiempo de ciclo de termoconformado de las piezas, ya que no es necesario esperar a que termine un ciclo completo de termoconformado de una pieza para comenzar el ciclo de la siguiente pieza, ni tampoco es necesario parar la máquina si se requiere un cambio de molde o una operación de mantenimiento de un molde, como ocurría con las máquinas conocidas en el estado de la técnica.
Otro aspecto de la presente invención se refiere al procedimiento de termoconformado de piezas mediante la máquina de termoconformado descrita anteriormente, que comprende las siguientes etapas: a) colocar un film termoplástico sobre un primer molde, b) accionar la bancada móvil para emplazar los medios de calentamiento sobre dicho primer molde, c) activar los medios de calentamiento durante un tiempo preestablecido de calentamiento del film, d) colocar mientras tanto un film termoplástico sobre el siguiente molde, e) una vez terminado el tiempo de calentamiento desplazar la bancada móvil hacia el siguiente molde, mientras transcurre el tiempo de operación de vacío y el tiempo de enfriamiento de la pieza conformada en el respectivo molde 30 anterior antes de su extracción o mientras se realiza un oportuno cambio de molde sin tener que parar la máquina, y f) desplazar la bancada móvil sucesivamente hacia los subsiguientes moldes para ejecutar repetidamente el proceso de las etapas c) a e) , consiguiendo así una optimización del tiempo de ciclo de termoconformado de las piezas.
P201330918
Ventajosamente, las etapas del procedimiento pueden ser realizadas manualmente o de manera automatizada mediante los medios de control.
Breve descripción de los dibujos
Con el fin de facilitar la descripción de cuanto se ha expuesto anteriormente se adjuntan unos dibujos en los que, esquemáticamente y tan sólo a título de ejemplo no limitativo, se representa un caso práctico de realización de la máquina de termoconformado de la invención, en los cuales:
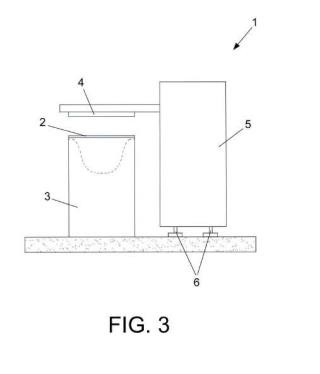
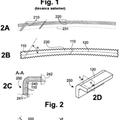
la figura 1 es una vista esquemática en alzado frontal de la máquina de termoconformado de la invención sin los moldes por motivos de claridad; la figura 2 es una vista esquemática en planta de la máquina de termoconformado de la invención mostrando los moldes y los medios de calentamiento; y la figura 3 es una vista esquemática en alzado lateral de la máquina de termoconformado de la invención mostrando los moldes y los medios de calentamiento.
Descripción de una realización preferida
Haciendo referencia a las figuras 1 a 3, la máquina de termoconformado 1 para la fabricación de piezas conformadas, tal como por ejemplo una bañera, a partir de un film de material termoplástico 2, comprende un conjunto de moldes 3, 3â?, 3â?â? de las piezas a conformar, un conjunto de lámparas halógenas 4 para el calentamiento del film 2, y unos medios de vacío (no representados) alojados en la parte inferior de cada molde 2 destinados a aspirar el film 2 previamente calentado contra la superficie de dicho molde 3, 3â?, 3â?â?.
La máquina 1 además incluye unos medios de control (no representados) destinados a controlar mediante un software adecuado unos parámetros de funcionamiento del conjunto de lámparas halógenas 4 y de los medios de vacío, tales como el tiempo de exposición y la intensidad de calor sobre distintas...
Reivindicaciones:
P201330918
1. Máquina de termoconformado (1) , para la fabricación de piezas conformadas a partir
de un film (2) de material termoplástico, que comprende un conjunto de moldes
(3, 3â?, 3â?â?) de las piezas a conformar, unos medios de calentamiento (4) del film (2) ,
preferentemente un conjunto de lámparas halógenas, unos medios de vacío
asociados a cada molde (3, 3â?, 3â?â?) destinados a aspirar el film (2) previamente
calentado contra la superficie de dicho molde (3, 3â?, 3â?â?) , y unos medios de control
destinados a controlar mediante un software adecuado unos parámetros de
funcionamiento de los medios de calentamiento (4) y de los medios de vacío, tales
como el tiempo de exposición y la intensidad de calor sobre distintas zonas del film
(2) en función de la pieza a conformar, caracterizado por el hecho de que los medios
de calentamiento (4) están acoplados sobre una bancada móvil (5) desplazable
sobre un carril (6) adyacente al conjunto moldes (3, 3â?, 3â?â?) , estando dichos moldes
(3, 3â?, 3â?â?) dispuestos contiguos entre sí, y siendo los medios de calentamiento (4)
susceptibles de ser colocados sucesivamente sobre cada uno de los respectivos
moldes (3, 3â?, 3â?â?) , de manera que una vez ha finalizado el tiempo de calentamiento de
un molde (3) dichos medios de calentamiento (4) son desplazados al siguiente molde
(3â?) mientras transcurre el tiempo de operación de vacío y el tiempo de enfriamiento
de la pieza conformada en el respectivo molde anterior (3) antes de su extracción o
mientras se realiza un oportuno cambio de molde sin tener que parar la máquina (1) .
2. Procedimiento de termoconformado de piezas mediante la máquina de
termoconformado (1) según la reivindicación 1, que comprende las siguientes
etapas:
a) colocar un film termoplástico (2) sobre un primer molde (3) ,
b) accionar la bancada móvil (5) para emplazar los medios de calentamiento
(4) sobre dicho primer molde (3) ,
c) activar los medios de calentamiento (4) durante un tiempo preestablecido
de calentamiento del film (2) ,
d) colocar mientras tanto un film termoplástico (2) sobre el siguiente molde
(3) ,
e) una vez terminado el tiempo de calentamiento desplazar la bancada móvil
(5) hacia el siguiente molde (3â?) , mientras transcurre el tiempo de operación
de vacío y el tiempo de enfriamiento de la pieza conformada en el
P201330918
respectivo molde anterior (3) antes de su extracción o mientras se realiza un oportuno cambio de molde sin tener que parar la máquina (1) , y f) desplazar la bancada móvil (5) sucesivamente hacia los subsiguientes moldes (3â?â?) para ejecutar repetidamente el proceso de las etapas c) a e) , 5 consiguiendo así una optimización del tiempo de ciclo de termoconformado de las piezas.
3. Procedimiento de termoconformado, según la reivindicación 2, en el que las etapas del procedimiento pueden ser realizadas manualmente o de manera automatizada 10 mediante los medios de control.
Patentes similares o relacionadas:
Procedimiento de realización de preformas tridimensionales mediante el conformado de preformas iniciales con velos, del 26 de Febrero de 2020, de Coriolis Group: Procedimiento de realización de una preforma tridimensional que comprende - la realización de una preforma inicial que comprende varias capas superpuestas, […]
 Procedimiento de conformado por estampado de un material compuesto termoplástico con refuerzo de fibras continuo, del 30 de Octubre de 2019, de DAHER AEROSPACE: Procedimiento para la realización de una pieza en forma de extrusión constituida por un material compuesto con refuerzo de fibras continuo, […]
Procedimiento de conformado por estampado de un material compuesto termoplástico con refuerzo de fibras continuo, del 30 de Octubre de 2019, de DAHER AEROSPACE: Procedimiento para la realización de una pieza en forma de extrusión constituida por un material compuesto con refuerzo de fibras continuo, […]
Procedimiento para la fabricación de un marco de cajón y marco de cajón, del 7 de Agosto de 2019, de GRASS GMBH: Procedimiento para la fabricación de un marco de cajón individual para un cajón, siendo el marco de cajón adecuado para delimitar lateralmente […]
 Ortesis semi-rígidas termo-deformables, del 31 de Julio de 2019, de MILLET INNOVATION: Ortesis para la sujeción de un miembro o de una articulación de un ser humano o de un animal vertebrado, que incluye:
un manguito formado con un tejido […]
Ortesis semi-rígidas termo-deformables, del 31 de Julio de 2019, de MILLET INNOVATION: Ortesis para la sujeción de un miembro o de una articulación de un ser humano o de un animal vertebrado, que incluye:
un manguito formado con un tejido […]
Polipropileno para la producción de artículos termoformados, artículos grandes, profundos, complejos y/o gruesos, proceso de termoformado de polipropileno modificado en artículos grandes, profundos, complejos y/o gruesos y uso del polipropileno, del 13 de Mayo de 2019, de BRASKEM S.A: Un polipropileno de copolímero heterofásico modificado para la preparación de artículos termoformados, obtenidos mediante la modificación por medio de extrusión […]
Copas de sostén que incorporan conjuntos de aros acolchados y un método para fabricar las mismas, del 25 de Febrero de 2019, de Mast Industries (Far East) Limited: Copa de sostén con aros que comprende: un conjunto de aro que comprende un alambre arqueado y al menos una almohadilla de gel unida a dicho […]
PROCEDIMIENTO DE TERMO-CONFORMADO DE UNA SUPERFICIE SÓLIDA, del 22 de Agosto de 2018, de INDUTEC SOLID, S.L: Procedimiento de termo-conformado de una superficie sólida o "solid surface" que se basa en la combinación de las propiedades elastoplásticas […]
Hilo híbrido, procedimiento para la producción de preformas de fibras para componentes compuestos de fibras, en particular componentes compuestos de fibras de alto rendimiento, mediante el uso del mismo, así como procedimiento para la producción de componentes compuestos de fibras, en particular componentes compuestos de fibras de alto rendimiento, del 11 de Enero de 2017, de Faserinstitut Bremen E.V: Hilo híbrido , en particular adecuado para la fijación térmica de preformas de fibras para componentes compuestos de fibras, preferiblemente […]