Herramienta de corte, en particular fresadora o taladradora.
Herramienta de corte, en particular herramienta fresadora o taladradora,
con al menos un inserto de corte (12) fijado en un cuerpo de herramienta (10) de diamante policristalino (PKD) o de nitruro de boro cúbico (CBN), caracterizada porque un canal de refrigerante (30, 32) conducido a través del cuerpo de la herramienta (10) está conectado en al menos una sección del canal de refrigerante (34) mecanizada en el inserto de corte de PKD o de CBN, con un orificio de boca (36) en una superficie de mecanización por arranque de virutas (24) del inserto de corte (12), en la que el orificio de boca (36) está dirigido de tal forma que el refrigerante que sale desde allí contribuye a elevar las virutas generadas desde la superficie de mecanización por arranque de virutas (24) t/o a expulsarlas de forma selectiva.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10006585.
Solicitante: JAKOB LACH GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: DONAUSTRASSE 17 63452 HANAU ALEMANIA.
Inventor/es: MAURER,EUGEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B51/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 51/00 Herramientas para máquinas de taladrar. › Brocas previstas para ser lubrificadas o enfriadas.
- B23C5/10 B23 […] › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › Fresas de mango, es decir, con mango incorporado.
- B23C5/28 B23C 5/00 […] › Características relacionadas con la lubrificación o la refrigeración.
PDF original: ES-2481016_T3.pdf
Fragmento de la descripción:
Herramienta de corte, en particular fresadora o taladradora La invención se refiere a una herramienta de corte, en particular fresadora o taladradora, con al menos un inserto de corte fijado en un cuerpo de la herramienta de diamante policristalino (PKD) o de nitruro de boro cúbico (CBN) .
Tales herramientas de corte se describen en el documento EP 1 023 961 B1 y se emplean principalmente para la mecanización de piezas de trabajo de metal y de aleaciones de metal, cerámica, madera, placas de conglomerados ligadas con resina sintética o ligadas con cemento así como plásticos sin y con armadura de fibras de vidrio o de fibras de carbono. En condiciones de empleo adecuadas se puede trabajar con velocidades de corte muy altas, por ejemplo hasta 7000 m/min., de manera que los tiempos de actividad son un múltiplo de los tiempos de actividad de herramientas de metal duro. No obstante, se oponen a una aplicación todavía más amplia los altos costes de la mecanización de herramientas de PKD y de CBN, en las que se trata de los materiales de corte actualmente más duros. Sin embargo, en PKD es crítica la rigidez y la resistencia a temperaturas elevadas.
Además, se conocen a partir del documento DE 37 40 814 A1 cuerpos de corte de otros materiales de corte, a saber, de metal duro o de cerámica de corte, en los que se incorporan canales de refrigerante, que deben proporcionar una utilización uniforme de la superficie de conglomerado. El documento US 2001/0007215 A1 describe herramientas de corte sin indicación del material con canales de refrigerante para una lubricación de neblina de aceite, que provoca un proceso de corte semiseco.
La invención tiene el cometido de crear una herramienta de corte del tipo mencionado al principio, en la que se mejora la refrigeración del al menos un inserto de corte, de manera que, dado el caso, se puede emplear todavía en condiciones de trabajo, en las que herramientas de PKD o de CBN convencionales se calentarían demasiado y este cometido se soluciona porque unos canales de refrigerante conducidos a través del cuerpo de la herramienta están conectados en al menos una sección del canal de refrigerante mecanizada en el inserto de corte de PKD o de CBN con un orificio de boca en una superficie de mecanización por arranque de virutas del inserto de corte, de manera que el orificio de boca (36) está dirigido de tal forma que el refrigerante que circula hacia fuera contribuye a elevar las virutas generadas desde la superficie de mecanización por arranque de virutas (24) y/o a expulsarlas de manera selectiva.
La refrigeración mejorada de los insertos de corte se consigue desde dentro, por lo tanto, de acuerdo con la invención a través de refrigeración adicional. Puesto que los insertos de corte normalmente son relativamente pequeños, el refrigerante se aproxima ya en cada inserto de corte cerca del canto de corte y se puede disipar desde allí calor que penetra en el material. Además, se conduce el fluido que sale desde el canal de refrigerante en la superficie de mecanización por arranque de virutas en la proximidad inmediata del canto de corte, también sobre el lado exterior de los insertos de corte por la vía más corta hacia el canto de corte y de esta manera se puede refrigerar de una manera óptima y fomentar la descarga de virutas.
La ventaja de la refrigeración mejorada excede el inconveniente de costes adicionales para la mecanización de una sección de canal de refrigerante en los insertos de corte, en particular cuando en una forma de realización preferida de la invención, respectivamente, se configura en cada caso sólo parcialmente en el inserto de corte y sobre la parte restante de la periferia en el cuerpo de la herramienta. En el material de corte extremadamente duro no hay que generar entonces un taladro, sino que, por ejemplo, por medio de un electrodo de alambre o de un láser se puede mecanizar una ranura abierta en la periferia. La refrigeración mejorada de acuerdo con la invención puede favorecer, además del corte de la envolvente, también el corte frontal.
La disposición de las secciones del canal de refrigerante y de sus orificios de boca en los insertos de corte es, además, economizadora de espacio. En un cuerpo de herramienta accionable de forma giratoria se pueden alojar más insertos en la periferia y de esta manera con la misma potencia de erosión se pueden cargar menos los cantos de corte individuales y se puede reducir adicionalmente su calentamiento. No obstante, en herramientas para metales no ferrosos de mecanización por arranque de virutas largas y a medida que se reduce la distancia circunferencial entre los insertos de corte adquiere cada vez mayor importancia la sección trasversal de los espacios de mecanización por arranque de virutas para una descarga perfecta de las virutas. Se ha revelado como óptima en este contexto una construcción de la herramienta, en la que los insertos de corte en forma de placas se asientan en ranuras adaptadas en el cuerpo de la herramienta, que atraviesan escotaduras en forma de sección circular en la sección transversal que forman espacios de mecanización por arranque de virutas, en la superficie circunferencial del cuerpo de la herramienta.
Por último, a través de la alineación adecuada del orificio de la boca, el refrigerante que circula hacia fuera, que está con preferencia bajo una presión de más de 40 bares, contribuye a elevar las virutas generadas desde la superficie de mecanización por arranque de virutas y/o a expulsarlas de forma selectiva.
A continuación se explican en detalle ejemplos de realización de la invención con la ayuda del dibujo adjunto. En 2 5
este caso:
La figura 1 muestra una vista en perspectiva del extremo delantero de una herramienta fresadora con cuatro insertos de corte.
La figura 2 muestra una vista lateral de la herramienta fresadora según la figura 1.
La figura 3 muestra una vista frontal de la herramienta según las figuras 1 y 2.
La figura 4 muestra una sección trasversal según la línea de intersección A-A en la figura 2.
La figura 5 muestra una sección longitudinal según la línea de intersección B-B en la figura 2.
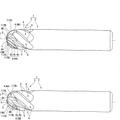
La figura 6 muestra una vista en perspectiva de una herramienta fresadora con nueve insertos de corte.
La figura 7 muestra una vista en perspectiva del extremo delantero de la herramienta fresadora según la figura 6 a escala ampliada.
La figura 8 muestra una vista lateral, parcialmente en sección, de le herramienta fresadora según la figura 6.
La figura 9 muestra una vista frontal de la herramienta fresadora según las figuras 6 a 8 y La figura 10 muestra una sección longitudinal a través del extremo delantero de la herramienta fresadora según las figuras 6 a 9.
La herramienta fresadora representada en las figuras 1 a 5 está constituida por un cuerpo de herramienta 10 en forma de caña, en cuyo extremo delantero están fijados cuatro insertos de corte 12 en distribución uniforme en la periferia. Tienen esencialmente la forma de placas rectangulares, respectivamente, con un canto de corte 14 que se proyecta radialmente desde el cuerpo de la herramienta 10 â?" el llamado corte de la envolvente â?" y con un canto de corte 16 que se proyecta axialmente hacia delante sobre el cuerpo de la herramienta 10 â?" el llamado corte frontal. Los insertos de corte 12 están insertados, respectivamente, en ranuras longitudinales 18 adaptadas, fresadas en el cuerpo de la herramienta 10, las cuales están dispuestas adyacentes y en paralelo con dos planos radiales 20, 22 que se cruzan en un ángulo recto, de tal manera que los cantos de corte 14, 16 se pueden colocar en los planos radiales 20, 22. En el ejemplo de realización, también las superficies de mecanización por arranque de virutas 24 de dos insertos de corte 12 respectivos dispuestos diametralmente opuestos se encuentran en uno de los dos planos radiales 20 y 22, respectivamente.
En el sentido de giro de la herramienta fresador, delante de cada superficie de mecanización por arranque de virutas 24 se encuentra un espacio de mecanización por arranque de virutas 26, que está generado a través de un fresado en la superficie circunferencial del cuerpo de la herramienta. Los fresados de los espacios de mecanización por arranque de virutas 26 en forma de arco circular en la sección transversal, que terminan redondeados en el extremo trasero de los insertos de corte 12 hacia la superficie circunferencial están atravesados, respectivamente, en una zona marginal por las ranuras 18 que penetran más profundamente en el cuerpo de la herramienta 10. Además, según las figuras 1 y 3, respectivamente, detrás de los insertos de corte 12 en la superficie frontal del cuerpo de la herramienta 10... [Seguir leyendo]
Reivindicaciones:
1. Herramienta de corte, en particular herramienta fresadora o taladradora, con al menos un inserto de corte (12) fijado en un cuerpo de herramienta (10) de diamante policristalino (PKD) o de nitruro de boro cúbico (CBN) , caracterizada porque un canal de refrigerante (30, 32) conducido a través del cuerpo de la herramienta (10) está
conectado en al menos una sección del canal de refrigerante (34) mecanizada en el inserto de corte de PKD o de CBN, con un orificio de boca (36) en una superficie de mecanización por arranque de virutas (24) del inserto de corte (12) , en la que el orificio de boca (36) está dirigido de tal forma que el refrigerante que sale desde allí contribuye a elevar las virutas generadas desde la superficie de mecanización por arranque de virutas (24) t/o a expulsarlas de forma selectiva.
2. Herramienta de corte de acuerdo con la reivindicación 1, caracterizada porque la sección del canal de refrigerante (34) mecanizada en el inserto de corte (12) de PKD o CBN está delimitada sobre al menos una parte de su longitud parcialmente por el material del inserto de corte (12) y parcialmente por el material del cuerpo de la herramienta (10) .
3. Herramienta de corte de acuerdo con la reivindicación 1 ó 2 con un cuerpo de herramienta (10) que puede ser accionado de forma giratoria y con varios insertos de corte (12) , caracterizada porque al menos una parte de los insertos de corte (12) presenta un canto de corte de la envolvente y un canto de corte frontal (14, 16) .
4. Herramienta de corte de acuerdo con la reivindicación 3, caracterizada porque los insertos de corte (12) en forma de placa se asientan en ranuras ajustadas (18) en el cuerpo de la herramienta (10) , que atraviesan escotaduras en forma de sección circular en la sección transversal y que forman espacios de mecanización por arranque de virutas (26) , en la superficie circunferencial del cuerpo de la herramienta (10) .
5. Herramienta de corte de acuerdo con la reivindicación 4, caracterizada porque las escotaduras que forman los espacios de mecanización por arranque de virutas (26) tienen como máximo secciones transversales de forma semicircular.
6. Herramienta de corte de acuerdo con la reivindicación 4 ó 5 para metales no ferrosos de mecanización por arranque de virutas largas, caracterizada porque la relación entre el diámetro medido en mm del círculo de los cantos de corte de la envolvente (14) de los insertos de corte (12) y el número de estos insertos de corte (12) está en el intervalo de 2, 5 a 3, 2.
Patentes similares o relacionadas:
Fresa para grafito de electrodos y fresa de mecanización de cerámicas de óxido, del 15 de Julio de 2020, de Hufschmied Zerspanungssysteme GmbH: Fresa que comprende un mango en un extremo y una punta de herramienta en el otro extremo, así como unas ranuras de virutas que se extienden desde el […]
Un inserto de fresa de punta esférica, un cuerpo de herramienta de fresa de punta esférica y una fresa de punta esférica, del 17 de Junio de 2020, de WALTER AG: Un inserto de fresa de punta esférica que comprende un cuerpo del inserto que tiene un eje central axial (C2), dos superficies laterales opuestas […]
Herramienta de corte giratoria que tiene cuerpo sintetizado de diamante policristalino, del 13 de Mayo de 2020, de MITSUBISHI MATERIALS CORPORATION: Una herramienta de corte giratoria que incluye un material de diamante policristalino, comprendiendo la herramienta de corte giratoria: un cuerpo de herramienta […]
Herramienta de fresado, del 8 de Abril de 2020, de MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG: Herramienta de fresado comprendiendo - un cuerpo de base , un eje central (M) y una cara frontal , en la cual - al menos dos primeras cuchillas frontales […]
Herramienta de mecanización, del 4 de Marzo de 2020, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Herramienta para la mecanización con arranque de virutas con un cuerpo base que determina un eje de rotación (R) alrededor del cual gira la herramienta […]
Fresa de corte de radio angular de carburo cementado con cresta de ángulo continuamente curvada y diseño de filo helicoidal, del 26 de Febrero de 2020, de ISCAR LTD.: Una fresa de corte de radio angular de carburo cementado que tiene un eje de rotación que define direcciones hacia delante y hacia atrás […]
Fresa radial esférica, del 4 de Diciembre de 2019, de MITSUBISHI MATERIALS CORPORATION: Fresa radial esférica que comprende: un cuerpo principal de fresa radial que rota alrededor de un eje (O); una pluralidad de ranuras de descarga de […]
 Fresa radial esférica, del 25 de Septiembre de 2019, de MITSUBISHI MATERIALS CORPORATION: Fresa radial esférica que comprende:
un número par de filos de corte que se forman a intervalos en una dirección circunferencial en una parte […]
Fresa radial esférica, del 25 de Septiembre de 2019, de MITSUBISHI MATERIALS CORPORATION: Fresa radial esférica que comprende:
un número par de filos de corte que se forman a intervalos en una dirección circunferencial en una parte […]